

Das Werktstofftechnische Kolloquium (WTK) in Chemnitz hat sich als eine der wichtigen Plattformen zur Darstellung der Ergebnisse aus Forschung und Entwicklung auf den Gebieten der Werkstoff-, Fertigungs- und Oberflächentechnik etabliert. Geboten wurden auch in diesem Jahr Arbeiten der Bereiche Additive Fertigung und Wärmebehandlung, Fügen durch Löten, Galvanotechnik und thermisches Spritzen, Stähle und Leichtmetalle, Werkstoffverbunde und Verbundwerkstoffe sowie Werkstoffprüfung. Im zweiten Teil des Berichts zur Tagung werden Inhalte zu Beschichtungsverfahren und den erzielbaren Schichteigenschaften wiedergegeben. Neben der galvanotechnischen Beschichtung standen hier vor allem die unterschiedlichen Technologien des thermischen Spritzens zur Herstellung von hochbelastbaren funktionellen Oberflächen im Vordergrund.
Freistrahlverfahren zur lokalen, elektrolytischen Anodisation
Das Anodisieren mit einem geschlossenen elektrolytischen Freistrahl ermöglicht die ressourcenschonende, lokale Änderung der tribologischen Eigenschaften bei Aluminiumwerkstoffen. Dafür wurde ein Verfahren zur Anwendung bei der hochfesten Legierung EN AW-7075 T6 entwickelt und erprobt. Die lokale Anodisation wurde durch die Optimierung der lokalen Stromdichte auf der Probenoberfläche erreicht. Dazu wurden die Verarbeitungsparameter Arbeitsabstand, Spannung und Prozessdauer systematisch variiert. Basierend auf dem Brechungsindex des porösen Oxids und der Laser-Scanning-Mikroskopie wurden die maximalen Dicken der anodisierten Bereiche bestimmt.
Die Ergebnisse zeigen, dass durch die Reduzierung des Arbeitsabstandes zwischen Anode und Kathode von 2,5 mm auf 0,1 mm und die Reduzierung der Arbeitsspannung von 230 V auf 40 V die selben Schichtdicken herstellbar sind wie durch Anodisation bei 230 V und 2,5 mm Abstand.
Der Unterschied der Oxidschichtdicke sowie die laterale Eingrenzung der Schichtdickenerhöhung kann beispielsweise durch eine taktile Vermessung nachgewiesen werden. Die Verringerung der Breite auf 67 % und die Erhöhung der Höhe auf 150 % führen zu einem erhöhten Aspektverhältnis von 225 %, was eine signifikante Verbesserung in Bezug auf die angestrebte tribologische Anwendung darstellt.

Laser-Scanning-Aufnahme der Oxidschicht bei 40 V und 0,1 mm Abstand zwischen Anode und Kathode (links) und bei 230 V und 2,5 mm Abstand, jeweils nach 20 min Anodisation (Bild: R. Morgenstern)
Die Ergebnisse der REM-Untersuchungen zeigen, dass poröse Mikrostrukturen erzeugt werden. Weitere Untersuchungen sollten durchgeführt werden, um genauere Informationen über die Gesamtporosität sowie die mechanischen und tribologischen Eigenschaften der anodischen Oxidschichten zu erhalten.
(R. Morgenstern, A. Martin, N. Lehnert, I. Scharf, M. Hackert-Oschätzchen, A. Schubert, T. Lampke)
Nickel-Bor-Dispersionsschichten
Durch die REACh-Verordnung ist es erforderliche, nach Alternativverfahren zur bisherigen Herstellung von Hartchromschichten unter Einsatz von Chromat zu suchen. Sinnvoll ist der Ersatz der bisherigen Technologien allerdings auch aufgrund der geringen Energieeffizienz der Abscheidung aus Chrom(VI)systemen von etwa 20 %. Eine Alternative ist die nasschemische Abscheidung von Nickel-Bor-Dispersionsschichten. Nickel und Bor können gemeinsam eine intermetallische Phase (Ni3B) ausbilden. Diese Phase wird durch eine thermische Nachbehandlung erzeugt und weist hohe Härtewerte auf, wie durch chemisch-reduktiv abgeschiedene Nickel-Bor-Schichten bekannt ist. Die erreichbare Härte liegt mit 1200 HV0,01 im Bereich der Werte von Hartchromschichten.
Der bekannte Beschichtungsprozess auf Basis des Reduktionsmittels Natrium-Borhydrid hat sich aufgrund des hohen pH-Werts (< 12) und der hohen Temperatur (ca. 97 °C), die für eine akzeptable Abscheidegeschwindigkeit (ca.15 µm/h) benötigt wird, nicht durchsetzen können. Durch Nickel-Bor-Dispersionsschichten, die sowohl mittels chemisch-reduktiver als auch mittels galvanischer Abscheidung hergestellt werden können, könnte eine wirtschaftliche Alternative verfügbar gemacht werden. Beim chemisch reduktiven Prozess wird das Reduktionsmittel Natriumhypophosphid zum Einsatz kommen, mit dem Abscheideraten von 12 µm/h bis 16 µm/h (pH 4,5-5,5, Arbeitstemperatur T = 88 °C) erreicht werden. Bei galvanischen Abscheideverfahren können Geschwindigkeiten von 20 µm/h und mehr erzeugt werden. Eine Härtesteigerung auf Basis der Borpartikel wurde durch eine thermische Nachbehandlung realisiert.
(M. Markus, F. Köster)
Galvanische Iridiumabscheidung für PEM-Katalysatoren
Die hohen Kosten für PEM-Elektrolyseure unter anderem aufgrund des Einsatzes von Edelmetallen wie Platin oder Iridium verhinderten bisher den industriellen Einsatz. Ansätze zur Verbesserung der Situation ergeben sich durch die Entwicklung von kostengünstigen Elektrodensystemen auf Basis optimierter Iridium/Titanoxid-Schichten für den anodischen Einsatz in der PEM-Wasserelektrolyse. Dafür werden neuartige Träger für Iridium-Nanopartikel mit erhöhter Stabilität untersucht, um die elektrochemisch aktive Oberfläche des aufgebrachten Katalysatormaterials und damit die Edelmetallnutzung zu erhöhen. Zu diesem Zweck wurden Elektrokatalysator-Nanopartikel mit Iridium galvanisch auf eine gesinterte Titanelektrode aufgebracht, die zuvor mit Titanoxid-Nanopartikeln beschichtet worden war. Erste Ergebnisse deuten auf eine Verbesserung der Aktivität und Stabilität von PEM-Elektrolyseuren hin.
(J. Näther, F. Köster, T. Hülser, U. Rost, M. Brodmann, D. Pascal, L. Holtkotte)
Temperaturverteilung auf thermisch gespritzten Heizleiterbeschichtungen
Kavitäten in Spritzgusswerkzeugen werden beschichtet, um Korrosions- und Verschleißfestigkeit zu erhöhen oder den Wärmefluss durch die Hohlraumwand anzupassen. Die Erhöhung des Wärmeflusses soll durch thermisches Spritzen einer Mischung aus Titan- und Chromoxid mit einer Dicke von etwa 100 µm auf die Oberfläche und thermischer Behandlung unter Nutzung eines elektrischen Stroms erreicht werden. Eine thermisch gespritzte Schicht aus Aluminiumoxid dient als elektrischer Isolator zwischen dem Stahlsubstrat und der Titan-/Chromoxid-Beschichtung, die den Heizleiter darstellt.

Schematischer Aufbau des Spritzwerkzeugs mit lokal heizbarem Oberflächenbereich (Bild: K. Bobzin)
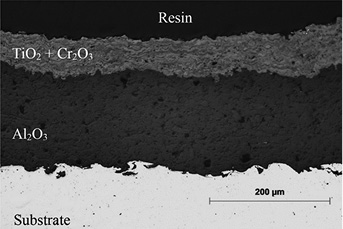
Querschliff durch eine Heizleiterschicht auf einem Spritzgusswerkzeug (Bild: K. Bobzin)
Zur Bestätigung der Machbarkeit einer homogenen Oberflächenerwärmung wurde das Heizverhalten mittels Thermografie analysiert. Abhängig von den Prozessparametern während des Beschichtungsprozesses und dem verwendeten elektrischen Strom zeigte sich eine inhomogene Temperaturverteilung. Diese war in linearen Mustern in Form von heißen Linien senkrecht zum elektrischen Strom verteilt. Um die Grundursache der beobachteten Inhomogenität zu identifizieren, wurde eine numerische Modellierung herangezogen und die Ergebnisse wurden durch experimentelle Messungen untermauert. Es wurde festgestellt, dass die Risse in der Beschichtungsmikrostruktur die Hauptursache für den Temperaturanstieg und die linienförmige Verteilung der Temperaturverteilung ist. Allerdings zeigte die Rissverteilung keine Vorzugsrichtung.
(K. Bobzin, M. Öte, M. A. Knoch, I. Alkhasli)
Partikelaufprall beim thermischen Spritzen
Das thermische Spritzen ist ein Beschichtungsverfahren, bei dem das Ausgangsmaterial beschleunigt wird und in Form von geschmolzenen oder halbgeschmolzenen Partikeln auf ein Substrat auftrifft. Die Simulation des Partikelaufpralls ist hilfreich, um den Aufbau der Beschichtung während des thermischen Spritzens zu verstehen. Basierend auf dem VOF-Ansatz (Volume of Fluid) wird für die Simulation ein CFD-Modell (Computational Fluid Dynamics) verwendet. Dies ermöglicht es, den Einfluss und die Verfestigung von Nickelpartikeln auf einem flachen Substrat in 2D und 3D zu modellieren.
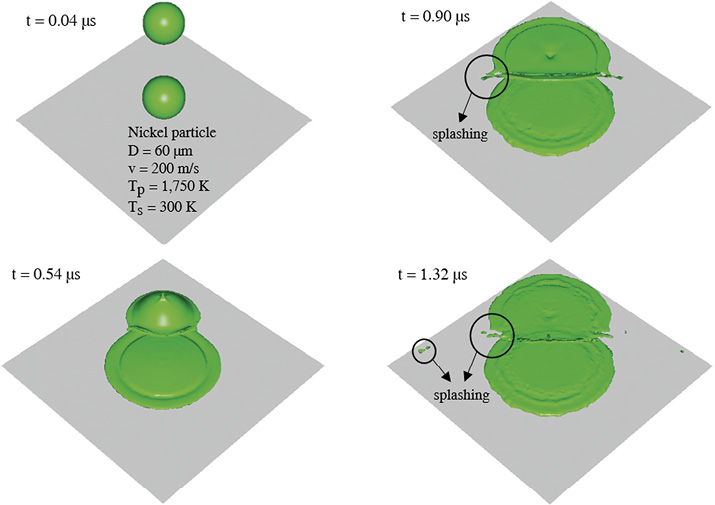
3D-Modell des Partikelaufpralls unter Anwendung der modifizierten Teilchenverfestigung (Bild: K. Bobzin)
Temperaturabhängige Viskosität und Impulsquelle werden üblicherweise zur Modellierung der Erstarrung verwendet. Ersteres ist genau, aber rechnerisch zu teuer für Simulationen mit mehreren Teilchenstößen. Bei der Impulsquellenmethode wird die Impulsgleichung des Partikels verändert, um seine Geschwindigkeit beim Erstarren auf Null zu reduzieren. ANSYS Fluent verwendet diese Methode zur Verfestigung. Für die Simulation der Mehrteilchenverfestigung hat sich diese Methode jedoch als unzureichend erwiesen, weshalb eine Modifikation dieser Methode eingeführt wurde. Zur Validierung der modifizierten Methode wurden temperaturabhängige Viskositäten und validierte numerische Studien aus der Literatur herangezogen. Es hat sich gezeigt, dass die entwickelte Methode die Abscheidung einer 60 µm dicken Beschichtung in einer realisierbaren Rechenzeit im Vergleich zur temperaturabhängigen Viskositätsmethode simulieren kann.
(K. Bobzin, M. Öte, M. A. Knoch, I. Alkhasli, S. R. Dokhanchi)
Einfluss des Ausgangsmaterials auf die Phasenverteilung in Spritzschichten
Bei den seit vielen Jahren in der industriellen Anwendung befindlichen Spritzschichten aus Aluminium- und Titanoxid bestehen immer noch Lücken beim Verständnis über die Bildung und die Auswirkung von Aluminiumtitanat (Al2TiO5) in den Schichten. Insbesondere der Einfluss der Pulvereigenschaften des Ausgangsmaterials auf die Phasenzusammensetzung wurde bisher nur grob untersucht. Zur Aufklärung der Zusammenhänge wurden kommerzielle geschmolzene und zerkleinerte Einsatzpulver charakterisiert: drei davon enthielten 13 Gew .-% Titanoxid (TiO2) und drei 40 Gew .-% Titanoxid. Die Wirkung der unterschiedlichen Phasenzusammensetzungen der Pulver und ihre Relevanz auf die Abscheidungseffizienz, die Phasenzusammensetzungen, die Porosität und die Härte der jeweiligen APS-Beschichtungen wurden bewertet. Die mechanischen Eigenschaften der Beschichtungen mit 40 Gew.-% Titanoxid sind erkennbar schlechter, als die mit 13 Gew.-% Titanoxid, insbesondere in Bezug auf die Härte. Darüber hinaus wurde festgestellt, dass sich Aluminiumtitanat während des Spritzprozesses bilden kann, wenn es aus einem Pulver ohne Aluminiumtitanat gesprüht wird.

REM-Aufnahmen von Pulver und daraus hergestellten Schichten mit unterschiedlichen Anteilen an Titanoxid (Bild: A. Richter)
Weitere Untersuchungen werden sich auf die Lokalisierung von Titan in den Beschichtungen mit 13 Gew.-% TiO2 richten und systematisch den Einfluss unterschiedlicher Gehalte an Aluminiumtitanat auf andere Beschichtungseigenschaften, insbesondere auf deren thermisches, elektrisches, tribologisches und Korrosionsverhalten, bestimmen. Darüber hinaus wird die gezielte Stabilisierung von Aluminiumtitanat in Pulvern und Beschichtungen über zusätzliche Oxide untersucht.
(A. Richter, L.-M. Berger, S. Conze, Y. J. Sohn, R. Vaßen)
HVOF-ID-Spritzen mit WC-Co/Cr-Einsatzpulver
Beschichtungen auf Außenflächen aus WC-Co beziehungsweise WC-Cr werden typischerweise als Verschleißschutzschichten mittels Hochgeschwindigkeits-Flammspritzen (HVOF) für verschiedene industrielle Anwendungen hergestellt. Derzeitige Anforderungen an Innenbeschichtungen, vor allem für Bohrungen (die sogenannte Innendurchmesserbeschichtung (ID)), unter Verwendung der HVOF-Technologie erfordern eine spezielle Spritzpistolenausrüstung und Spritzpulver mit Partikelgrößenanteilen von unter 20 µm. Gleichzeitig führt die Prozesskontrolle sowohl hinsichtlich der Spritzpistolenkonfiguration als auch der Verwendung von Feinpulvern zu neuen Herausforderungen, die sich von denen des HVOF-Spritzens auf Außenflächen unterscheiden.

Querschliffe durch eine WC-CoCr-Schicht, hergestellt mittels HVOF-ID (Bild: W. Tillmann)
Für Entwicklungsarbeiten wurden Pulver des Typs WC-CoCr 86-10-4 (-15 + 5 μm) mit einer mittleren WC-Partikelgröße von 400 nm im Hinblick auf die resultierenden Beschichtungseigenschaften untersucht. Als Kenngrößen für den Spritzprozess wurden verschiedene Prozessparametereinstellungen und deren Wechselwirkung auf die mikrostrukturellen Eigenschaften sowie die Abscheidungseffizienz betrachtet. Für das verwendete HVOF-ID-System und das WC-CoCr-Ausgangsmaterial beträgt der kleinste beschichtbare Innendurchmesser 171,6 mm. Die gewonnenen Ergebnisse erlauben es, die Beschichtungseigenschaften auf die unterschiedlichen Anforderungen an die Oberfläche zu optimieren. Zudem kann das Sprühsystem zur Herstellung von dichten Beschichtungen mit einer Porosität von circa 1 % optimiert werden.
(W. Tillmann, C. Schaak, L. Hagen, M. Dildrop)
Thermisch induzierte Morphologieänderungen von drahtgespritztem Kupfer und Stahl
Beim thermischen Drahtspritzen treten insbesondere aufgrund der eingebrachten thermischen Energie Änderungen der mechanischen und thermischen Eigenschaften der gespritzten Materialien auf. Dies wird durch eine umfassende Charakterisierung von Kupfer (Cu 98,7) und korrosionsbeständigem Stahl (316L) durch temperaturabhängige Zug-, Dreipunktbiege- und Kalorietests in einem Temperaturbereich von 293 K bis 1173 K untersucht. Zu diesem Zweck wurden dicke Beschichtungen durch Lichtbogenspritzen hergestellt.
Die Ergebnisse der mechanischen Tests ergaben drastisch verringerte Elastizitätsmodule (Cu 98,7: 49 %, 316L: 48 %, gemessen bei 293 K) der thermisch gespritzten Materialien im Vergleich zu ihrem Feststoffäquivalent. Die Laser-Flash-Analyse (LFA) wurde für beide thermisch gespritzten Materialien in einem Temperaturbereich von 373 K bis 1173 K durchgeführt. Die graphischen Darstellungen der thermischen Diffusivität beim Erhitzen zeigten ein atypisches Verhalten, insbesondere bei höheren Temperaturen über 573 K, was auf signifikante und dauerhafte Änderungen der Morphologie der thermisch gespritzten Materialien hinweist. Bei niedrigeren Temperaturen weicht das Verhalten ebenfalls von den Feststoffen ab, zeigt jedoch keine dauerhaften Veränderungen.
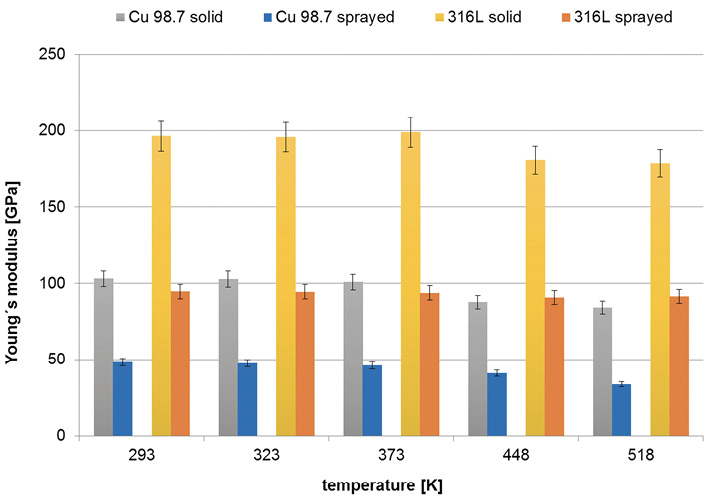
Festigkeit (Young's modulus) für Kupfer und korrosionsbeständigen Stahl als Feststoff und thermisch gespritztes Pulver (Bild: R. Winkler)
Die metallographische Präparation und Röntgenuntersuchung ergaben für Kupfer nach Wärmebehandlung bei 1173 K eine signifikant verringerte Anzahl von sichtbaren Partikelgrenzen. Die Form deroxidierten Zwischenphasen änderte sich zu kugelförmig. Somit ist davon auszugehen, dass Sintervorgänge stattgefunden haben. Die XRD-Diffraktogramme der verschiedenen Zustände zeigten keine Änderung der Phasenzusammensetzung. Für das thermisch gespritzte 316L zeigten die metallographische Präparation und XRD-Analyse eine wesentliche Phasenänderung nach Wärmebehandlung bei 1173 K.
(R. Winkler, E. Saborowski, G. Paczkowski, T. Lampke)

