





... als ein Werkzeug im Technologiebaukasten für die Oberflächenfunktionalisierung
Mithilfe modernster Verfahren lassen sich Oberflächen in vielerlei Hinsicht modifizieren. Dabei stellt die Atmosphärendruck-Plasmabeschichtung eine relativ neue Methode dar. Und, gerade im Zusammenwirken mit anderen Methoden der Oberflächenmodifizierung, erweist sich die APCVD als Verfahren mit großer Perspektive.
Atmospheric Pressure Plasma Coating as a Technological Tool for Functionalisation of Surfaces
Surfaces can be modified for many intents and purposes by use of modern technologies. In this context the atmospheric pressure plasma coating process is a comparatively new technology. And, just in combination with other surface modification methods, the APCVD seems to be a method with a great perspective.
1 Atmosphärische Plasmen als Beschichtungswerkzeug
An dieser Stelle wurde schon mehrfach über funktionelle Plasmabeschichtungen auf unterschiedlichen Substratmaterialien berichtet. Dabei sei auf antimikrobiell wirkende Oberflächen auf verschiedenen medizintechnisch relevanten Werkstoffen verwiesen [1], auf maßgeschneiderte Lösungen zur Beschichtung von Textilmaterialien [2] oder auf Enthaftungsschichten auf Prägewerkzeugen, die für die Kunststoffindustrie von Interesse sind [3]. All diesen Plasmabeschichtungen ist gemein, dass sie unter Normaldruckbedingungen durchgeführt werden können.
Bei der APCVD (APCVD: Atmospheric Pressure Plasma Chemical Vapour Deposition) werden chemische Vorläufersubstanzen (Precursoren), die für die angestrebte funktionelle Beschichtung geeignet erscheinen, in den Gasstrom des Plasmajets eindosiert (Abb. 1). Im Resultat dessen erfolgen die chemische Umsetzung der Precursoren und das Aufwachsen einer Beschichtung auf dem Trägermaterial. Die Beschichtungen selbst sind sehr dünn, üblicherweise im Bereich bis etwa 200 Nanometer, mit einstellbaren Rauheiten, die ebenfalls im Bereich weniger Nanometer liegen. Diese Methodik der Schichtabscheidung ist mittlerweile Stand der Technik und kann auch auf temperaturempfindlichen Substraten angewandt werden, bevorzugt werden funktionelle Beschichtungen auf der Basis von SiOx oder TiOx hergestellt [4]. Einsatzgebiete finden sich insbesondere im Bereich des Korrosionsschutzes für Leichtmetalle [5] oder im Bereich einstellbarer hydrophil-hydrophober Oberflächen [6].

Abb. 1: Schema der APCVD-Abscheidung
Mit Blick auf weitere potentielle Applikationen sind dagegen APCVD-Kompositbeschichtungen viel interessanter. Wie bei den einfachen APCVD-Prozessen werden auch hier dünne Schichten erzeugt, allerdings dienen diese als Matrixmaterial für definiert ausgewählte Nanopartikel, die während des Schichtwachstums in die aufwachsende Schicht implementiert werden. Erreicht wird dies durch eine zusätzliche Trägergaszuführung, die mit entsprechenden Lösungen oder Nanopartikeldispersionen bespeist wird (Abb. 1). Die verwendeten Lösungen und Dispersionen werden in einem eigens entwickelten und patentierten Zerstäubersystem in Aerosole mit Tröpfchengrößen bis in den Sub-µm-Bereich überführt und der Plasmazone zugeführt. Querschliffe an beschichteten Siliziumwafern zeigen die dadurch erzielte geringe Größe und die homogene Verteilung der Nanopartikelagglomerate innerhalb der erzeugten Dünnschichten (Abb. 2).
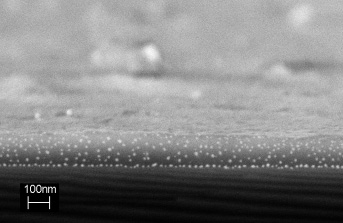
Abb. 2: Bruchkante einer silberhaltigen SiOx-Schicht auf Silizium
Mit dieser Methode der Herstellung von Kompositbeschichtungen stehen nunmehr zwei praktisch voneinander unabhängige Stellschrauben zur Verfügung, um die Oberflächeneigenschaften von Werkstoffen zu beeinflussen: zum einen die in gewissen Rahmen einstellbaren Eigenschaften der Matrixschicht selbst (z. B. Benetzbarkeit, Barrierewirkung, photokatalytische Eigenschaften), zum anderen die Eigenschaften, die durch die eingebetteten Partikel begründet sind (antimikrobielle Wirkung, fluoreszierende Wirkung, Trennwirkung).
Als Wirkmedium wurden bisher bakterizid wirkende Materialien wie Silber, Kupfer oder Zink, siliziumorganische Zusätze zur Herstellung von Trennschichten oder auch organische und anorganische Fluoreszenzpartikel zur Herstellung von Produktkennzeichnungen erfolgreich eingesetzt.
2 Das neue Atmosphärendruck-Plasmabeschichtungslabor bei Innovent
Innovent als wirtschaftsnahe Forschungseinrichtung ist bemüht, den Kunden im Rahmen von gemeinsamen Entwicklungsvorhaben eine bestmögliche Betreuung und Beratung zukommen zu lassen. Im Bereich der Plasmatechnik schließt das eine unvoreingenommene Herangehensweise an die vorliegende Problemstellung ein, insbesondere ohne eine mögliche Fokussierung auf die Verwendung von Plasmaquellen eines jeweiligen Anbieters. Bei den von Innovent durchgeführten Entwicklungsaufgaben wird davon ausgegangen, dass für jede Applikation herstellerunabhängig die eine oder die andere Plasmaquelle mit konkret erarbeiteten Prozessparametern eine Lösung darstellt.

Um den weit gefächerten Bedürfnissen der Kunden noch mehr gerecht zu werden, wurden Ende 2014 entsprechende Räumlichkeiten bei Innovent umgestaltet und das bestehende Labor mit neuer Anlagentechnik aufgerüstet. Das schuf die Voraussetzungen, um zukünftige Entwicklungsaufträge und gemeinsame Forschungskooperationen noch effektiver und zielorientierter durchführen zu können. Konkret ist Innovent nun in der Lage, durch Verwendung von Robotertechnik auch komplexere 3D-Geometrien bearbeiten zu können. Zudem wurde in neue AD-Plasmaanlagen investiert (Jetplasma, DBD), um die Bandbreite der Industrieanfragen besser abdecken zu können (vorhandene Anlagentechnik u. a. in [7]). Das neue AD-Plasmabeschichtungslabor (Abb. 3) wurde im Juni 2015 unter Beteiligung von mehr als 50 angereisten Gästen aus Industrie und Forschung eingeweiht; im Rahmenprogramm zur Einweihungsveranstaltung wurden neben der Laborbesichtigung auch aktuelle Entwicklungen bei Innovent in Vorträgen vorgestellt.

Abb. 3: Blick in das AD-Plasma-Beschichtungslabor von Innovent
3 APCVD als Teil im Technologiebaukasten
Neben den Prozessen der atmosphärischen Plasmabeschichtung sind alternative moderne Verfahren der Oberflächentechnik, die unter Normaldruckbedingungen ablaufen, von immensem Interesse. Für die Industrie führen derartige Normaldruckverfahren in aller Regel zu geringen oder überschaubaren Kompromissen, wenn es um die Implementierung der Techniken in die entsprechenden Fertigungslinien geht. Für zukünftige Entwicklungsaufgaben ist es aus Sicht der Innovent von großem Vorteil, die spezifischen Besonderheiten einzelner Verfahren synergetisch zu nutzen. Gerade in der Kombination von Einzeltechniken erschließt sich ein großes Potenzial, wenn es um die Optimierung von Oberflächeneigenschaften geht.
In Abbildung 4 sind vier grundlegende Prozesse für Oberflächenmodifizierungen unter Normaldruckbedingungen dargestellt, neben der APCVD sind dies die CCVD (Combustion-CVD, Pyrosil®-Technik), die Sol-Gel-Technik sowie galvanische Prozesse und Prozesse der Plasmachemischen Oxidation (PCO®). Alle diese Prozesse werden in Entwicklungsprojekten bei Innovent angewendet. Natürlich sind die Verfahren einzeln einsetzbar, um neuartige Modifikationen von Werkstoffoberflächen zu erzielen. Aber der Hauptgedanke der letzten Entwicklungen bei Innovent lag in der Verfahrenskombination und in der Schaffung eines Technologiebaukastens, in dessen Folge substratunabhängig möglichst identische Ausgangsbedingungen für Beschichtungen geschaffen werden, sodass eine hohe Variabilität in der Produktentwicklung erzielt wird und die Entwicklungszeiten für funktionelle Beschichtungen signifikant verringert werden können. Diese möglichst identischen Ausgangsbedingungen können beispielsweise mittels APCVD oder CCVD realisiert werden, wie dies in Abbildung 4 schematisch dargestellt ist. Im Rahmen eines geförderten Verbundprojektes Regionaler Wachstumskern J-1013 – Surface Technologies Net [8] wurden die Möglichkeiten dieser Herangehensweise an verschiedenen Beispielapplikationen demonstriert [z. B. 1, 2].

Abb. 4: Technologiebaukasten
4 Technologiekombination für hochabsorbierende Leichtmetalloberflächen
Für verschiedene optische Anwendungen, zum Beispiel Strahlführungssysteme, ist eine Streulichtreduktion von großer Bedeutung. Die Absorption von Licht wird hauptsächlich durch raue Oberflächen realisiert, die entweder durch mechanisches Strahlen oder mechanisches Einbringen von Blendrillen in die Bauteile erzeugt werden. Parallel dazu kann eine Erhöhung der Absorptionseffekte durch das Aufbringen von hoch absorbierenden, das heißt für die jeweilig genutzte Lichtwellenlänge schwarzen Oberflächen erfolgen. In aller Regel werden bei Aluminiumlegierungen meist Eloxalschichten appliziert, wobei die Funktionsschicht mit einem organischen Färbemittel eingefärbt wird.
Plasmachemisch erzeugte Oxidschichten weisen gegenüber schwarzen Eloxalschichten einige Vorteile (z. B. hohe Absorption auch im nahen Infrarotbereich, keine organischen Färbemittel) auf [9]. Mittels des PCO®-Prozesses und der Verwendung gezielt abgestimmter Elektrolyte wird eine schwarze Oberfläche geschaffen, die durch eine definierte Mikrorauheit charakterisiert ist. Eine weitere Verbesserung der Absorptionseigenschaften kann durch die Kombination des PCO®-Prozesses mit einer CCVD-Beschichtung (Pyrosil®-Verfahren) oder einer APCVD-Beschichtung erzielt werden. In diesem Fall überlagert sich die Mikrorauheit der PCO®-Schicht mit der Nanorauheit der CCVD/APCVD-Schicht mit dem Ergebnis, dass die Absorption der Oberfläche weiter sinkt [10]. Dieser Effekt kann durch die Prozessführung sowohl während der plasmachemischen Oxidation als auch während des Gasphasenprozesses beeinflusst werden.

Abb. 5: Gesamtreflexion einer PCO®-beschichteten Oberfläche im Vergleich zu einer PCO®/CCVD bzw. PCO®/APCVD-beschichteten Oberfläche (Magnesiumlegierung AZ31 ). Die Elektronenmikroskopaufnahmen zeigen die Unterschiede in den Nanostrukturen von PCO®- bzw. PCO®/CCVD-Beschichtung
5 Kombination von Pyrosil®- und Sol-Gel-Technik für Barriereschichten
Der Einsatz von flexiblen Polymerfolien mit Barrierewirkung steigt derzeit auffallend an. Diese können in Teilbereichen steife Substrate wie Gläser oder Keramiken substituieren und somit die Funktionalität der entsprechenden Produkte erweitern, beispielsweise in der Verpackungsindustrie, in der Polymerelektronik und in der Membrantechnik.
Insbesondere die Sperrwirkung gegenüber Sauerstoff und Wasserdampf ist hierbei von Interesse und lässt sich über Schichtdicke, Netzwerkdichte und Polarität variieren. Die Beschichtung von Folien mittels CCVD (Pyrosil®-Verfahren) oder Sol-Gel-Technik ermöglicht eine signifikante Senkung der Sauerstoffpermeationsrate (engl.: Oxygen Transmission Rate, OTR), die sich durch Kombination der genannten Verfahren zusätzlich vermindern lässt. In Abbildung 6 ist dies beispielhaft sowohl für ein organisch modifiziertes, thermisch aushärtendes Sol auf Silanbasis als auch für ein UV-aushärtendes Sol gezeigt.

Abb. 6: Kombination von CCVD (Pyrosil®-Verfahren) und Sol-Gel-Technik zur Erhöhung der Barrierewirkung auf PET-Folien (Dicke: 12 µm)
Die Sauerstoffdurchlässigkeit der PET-Folie wird durch die erzielten Synergieeffekte innerhalb des Schichtverbundes auf unter 2 % beziehungsweise 4 % des PET-Ausgangswerts gesenkt. Zudem begünstigt die zuvor aufgebrachte CCVD-Schicht die Haftung im gesamten Schichtsystem, was mittels eines modifizierten Stirnabzugstests auf den Folien quantitativ verifiziert werden konnte. Die in Abbildung 6 dargestellten Ergebnisse beziehen sich lediglich auf einen Zweischichtaufbau.
Durch mehrmalige Beschichtung unter Atmosphärendruck und Erzeugung von Barriereschicht-Stacks wären vermutlich Folien mit Hochbarrierefunktion gegenüber Sauerstoff (OTR ≤ 10-3 cm3/(m2 d bar) herstellbar. Darüber hinaus sind sowohl die Pyrosil®-Technik als auch das Sol-Gel-Verfahren in einem Rolle-zu-Rolle-Prozess anwendbar. Die Haftvermittlung der Schichten untereinander ließe sich optional über entsprechende Plasmaaktivierungen (DBD für Folienanwendungen) realisieren.
6 Zusammenfassung
Im vorliegenden Artikel wurden moderne Beschichtungsverfahren vorgestellt, für die die Anwendung unter Normaldruckbedingungen ein kennzeichnendes Merkmal ist. Das Hauptaugenmerk in diesem Bericht lag dabei auf der Beschreibung der Atmosphärendruck-Plasmatechnologie und der Benennung von ausgewählten Anwendungen. Gerade unter Berücksichtigung des zuvor vorgestellten Prinzips des Technologiebaukastens werden Synergien erwartet, die die Entwicklungszeiten für neue beziehungsweise der Applikation entsprechend angepasste funktionelle Oberflächen deutlich herabsetzen sollten (Abb. 7). Dabei werden zukünftig nicht nur technische Oberflächen eine Rolle spielen, sondern es werden vermehrt auch neue Applikationsfelder erschlossen werden. Letzteres hat bereits begonnen [z. B. 11, 12].

Abb. 7: Atmosphärendruckplasma im Fokus potenzieller Anwendungen
Danksagung
Teile der durchgeführten Arbeiten sowie die Aufrüstung des Atmosphärendruck-Plasmabeschichtungslabors wurden durch das BMWi und das BMBF gefördert.
Literatur
[1] S. Spange, J. Schmidt, A. Pfuch, E. Jäger, O. Beier, A. Schimanski: Plasmen unter Normaldruckbedingungen – neue Oberflächen für die Medizintechnik; WOMag 05/2014, S. 26 ff, DOI: 10.7395/2014/Spange1
[2] M. Ramm, A. Pfuch, A. Modes, A. Schimanski, C. Langguth, H.-J. Ulrich, S. Spange: Maßgeschneiderte Oberflächen durch Beschichtung aus der Gasphase unter Atmosphärendruck; WOMag 04/2013, S. 18 ff
[3] T. Tölke, O. Beier, A. Pfuch, A. Schimanski: Permanente Trennschichten mittels Atmosphärendruck-Plasmatechnik für die Kunststoffverarbeitung; WOMag 12/2013, S. 30–32
[4] A. Pfuch, K. Horn, R. Mix, M. Ramm, A. Heft, A. Schimanski: Direct and remote plasma assisted CVD at atmospheric pressure for the preparation of oxide thin films; in: Jahrbuch Oberflächentechnik, Bd. 66, Hrsg. R. Suchentrunk, Leuze Verlag, Bad Saulgau, Germany, ISBN 978-3-87480-259-8, S. 114–124
[5] M. Ramm, G. Matthes, O. Beier, A. Pfuch, K. Horn, J. Schmidt: Corrosion protection of magnesium wrought alloys; Metall (67) 5/2013, p. 204–207
[6] A. Pfuch, K. Horn, J. Schmidt, M. Günther, A. Heft, A. Schimanski: Application potential of thin silicon oxide films prepared by plasma assisted CVD at atmospheric pressure; in: Jahrbuch Oberflächentechnik, Bd. 66, Hrsg. R. Suchentrunk, Leuze Verlag, Bad Saulgau, Germany, ISBN 978-3-87480-259-8, S. 107–113
[7] http://www.innovent-jena.de/de/INNOVENT/Fachbereiche/Oberflaechentechnik/
AP-Labor__5144/
[8] www.j-1013.de
[9] J. Schmidt, D. Conrad: Beschichtung von Leichtmetallen für Anwendungen in der Lasertechnik; Galvanotechnik 1/2013, S. 79–85
[10] J. Schmidt, A. Heft: Black surface coatings deposited by Plasma Chemical Oxidation (PCO); 12th Intern. Conf. Gas Discharge Plasmas and Their Applications, 6.–11.9.2015, Tomsk, Russland
[11] C. Wiegand, O. Beier, K. Horn, A. Pfuch, T. Tölke, U.-C. Hipler, A. Schimanski: Antimicrobial impact of cold atmospheric pressure plasma on medical critical yeasts and bacteria cultures; Skin Pharmacology and Physiology 27 (2014), S. 25–35
[12] www.innokultur.de
