Cyber-physische Produktionssysteme für die Galvanoprozesskette
Von M. Sc. Alexander Leiden, Dr.-Ing. Sebastian Thiede und Prof. Dr.-Ing. Christoph Herrmann, TU Braunschweig, Institut für Werkzeugmaschinen und Fertigungstechnik, Professur Nachhaltige Produktion und Life Cycle Engineering
Als Teil eines ZIM-geförderten Projekts wurde ein digitaler Zwilling einer Trommelgalvanikanlage in einer Prozesskettensimulation geschaffen. Eingebettet in einen cyber-physischen Ansatz ergeben sich hieraus neue Potentiale zur Bewertung und Steuerung galvanotechnischer Prozesse. Die Prozesstransparenz lässt sich deutlich erhöhen, die Berechnung von Umwelt- und Produktionskennzahlen bis auf Warenträgerebene wird ermöglicht und die Transparenzforderungen aus der REACh-Verordnung können einfacher erfüllt werden. Zudem wurde ein neuer Ansatz entwickelt, um die Konzentrationen der Elektrolytzusätze mit deutlich erhöhter Genauigkeit mit wenig Mehraufwand zu steuern. Der entwickelte Ansatz konnte bei einem Industriepartner getestet und erfolgreich validiert werden und weist ein hohes Potential für die Umsetzung in galvanotechnischen Anlagensteuerungen auf.
1 Einführung
In diesem Beitrag der Serie Von der Industrie 4.0 zu Galvanik 4.1 wird die Simulation der Produktionsprozesskette als Teil des entwickelten cyber-physischen Systems [1] vorgestellt. Die Erschaffung eines digitalen Abbildes der Produktionsprozesse soll einen wesentlichen Beitrag zur Digitalisierung der Galvanotechnik leisten und mit einem Prototypen das Potential für die Galvanotechnik aufzeigen.
Galvanische Beschichtungsprozesse werden durch eine Vielzahl von Prozessparametern beeinflusst, deren Wechselwirkungen und dynamische Abhängigkeiten nicht vollständig bekannt sind. Dies gilt auch für die Zink-Nickel-Abscheidung aus einem sauren Elektrolyten im Trommelbeschichtungsprozess des beteiligten Industriepartners. Am Beispiel dieses Prozesses galt es, ein cyber-physisches System zu entwickeln, das in der Lage ist, die multiplen und dynamischen Abhängigkeiten im Sinne einer multikriteriellen Betrachtung abzubilden und die Resultate so aufzubereiten, dass sie als Prozesssteuergrößen verwendet werden können.
Dafür wurden basierend auf Messungen des Status Quo des Prozesses Multi-Parameter-Modelle der Einzelprozesse entwickelt. Für diese wird ein Rahmenwerk zur multikriteriellen Analyse konzipiert, das im Folgeschritt als Multilevel-Prozesskettensimulation in dem cyber-System des cyber-physischen Systems softwaretechnisch umgesetzt wurde.
Die Energie- und Ressourceneffizienz von galvanotechnischen Prozessen rückt zunehmend in den Fokus vieler Anlagenbetreiber. Hohe Kosten durch steigende Energie- und Rohstoffkosten, Transparenzforderungen aus den Umweltmanagementsystemen nach ISO 14001 oder EMAS sowie sich zunehmend verschärfende Auflagen durch die REACh-Verordnung in der EU erfordern eine erhöhte Prozesstransparenz. Das entwickelte cyber-physische System bietet hier eine sehr hohe Prozesstransparenz und eine virtuelle Umgebung zum risikofreien Test von Neuplanungen oder Verbesserungsmaßnahmen. Eine Allokation des Energie- und Ressourcenbedarfs zu einzelnen Warenträgern ermöglicht es zudem, warenträgerindividuelle Kennzahlen zu ermitteln und bietet somit die Chance, Kunden und Behörden exakte Daten zu den Umweltauswirkungen der Prozesse zu liefern.
2 Methodischer Ansatz
Eine Prozesskettensimulation zielt auf eine Abbildung des gesamten Produktionssystems in einem experimentierfähigen Modell. Dieses berücksichtigt zeitliche Abhängigkeiten und ermöglicht es, Kenntnisse aus dem Modell in die Realität zu übertragen [2]. Dynamische Abhängigkeiten und Wechselwirkungen können dargestellt werden, und ohne einen Eingriff in das reale Produktionssystem können die Auswirkungen von Veränderungen im Produktionssystem untersucht und bewertet werden [3]. Neuplanungen von Anlagen oder Veränderungen an bestehenden Anlagen lassen sich durch den modularen Aufbau der Simulationsumgebung mit geringem Aufwand vor der Umsetzung untersuchen und der prospektivische Einsatz der Simulation kann dazu beitragen, die Investitionsrisiken erheblich zu minimieren.
Neben der Verbesserung der Prozesssteuergrößen bietet die Prozesskettensimulation die Möglichkeit, den Einfluss von veränderten Rahmenbedingungen in einer virtuellen Umgebung zu untersuchen, ohne in das reale System einzugreifen. Der Betrieb eines Simulationsmodells parallel zum realen Betrieb ermöglicht es, ein höheres Verständnis für die Vorgänge im realen System zu erlangen und eine detailliertere Bewertung der Prozesse vorzunehmen. Energie- und Stoffströme können klar einem Prozess zugeordnet und sowohl ökonomisch als auch ökologisch bewertet werden. Die Simulation mit anstehenden Auftragsdaten ermöglicht es, bereits prospektiv den entstehenden Energie- und Ressourcenbedarf zu beurteilen und gegebenenfalls die Produktionsstrategie anzupassen. Insbesondere die Galvanotechnik mit ihren komplexen Herstellprozessen mit einer hohen Anzahl von Einsatzstoffen und Wirkzusammenhängen kann von der entstehenden Transparenz in besonderem Maße profitieren.
Die Simulation basiert auf einer Energie- und Stoffstrommodellierung der produktionstechnischen Prozesse. Für eine Energie- und Stoffstrommodellierung werden alle relevanten Energie- und Stoffströme buchhalterisch erfasst und in ein Modell überführt. Die Daten hierfür wurden sowohl empirisch erhoben als auch analytisch berechnet. Diese Modelle ermöglichen es, das Systemverhalten vorherzusagen und auf komplexe Regelkreisläufe mit entsprechender Sensorik oder Analytik zu verzichten. Energie- und Stoffstrommodellierungsansätze wurden in der Vergangenheit bereits häufig für diskrete Fertigungsprozesse eingesetzt und sind in der Forschung weit verbreitet [4-7].
Charakteristisch für galvanotechnische Prozesse ist die Verschleppung von Prozesschemikalien in nachgelagerte Produktionsprozesse. Diese beeinflussen sowohl die verwendeten flüssigen Medien (Reinigungslösungen, Elektrolyte zu Metallabscheidung, Lösungen zur chemischen Veränderung der Oberflächen), aus denen die Chemikalien herausgeschleppt werden als auch die Folgeprozesse innerhalb der Arbeitsabfolge. Daher wurde ein neuer Ansatz entwickelt, um die Verschleppung von Prozessmedien zu beschreiben und anschließend in die Simulation zu integrieren. Auf Basis der Oberfläche der Bauteile und einer bauteilabhängigen Verschleppungskategorie wird die Verschleppung pro Trommel berechnet. Unter Berücksichtigung der aktuellen Konzentrationen der einzelnen Wirkchemikalien im Prozessmedium werden somit die Bestandteile der Abschleppung berechnet und die Zusammensetzung des Prozessmediums neu berechnet. Dieser Ansatz ermöglicht es, neue Steuerungsalgorithmen für die Dosierung von Zusätzen für elektrochemische Prozesse zu entwickeln, die eine deutlich bedarfsgerechtere Dosierung erlauben. Insbesondere bei einem stark variierenden Bauteilespektrum kann ein stoffstrombasiertes Dosieren gegenüber herkömmlichen Systemen mit amperestundenbasierten Steuerungen eine deutlich genauere Konzentrationsführung bieten.
Stoffstrommodellierungen stellen die Basis für eine ökobilanzielle Bewertung nach ISO 14040 dar [8]. Das Energie- und Stoffstrommodell wurde daher um Wirkungsfaktoren erweitert, um die globalen Umweltwirkungen aus dem Produktionsprozess berechnen und darstellen zu können. Durch die hohe Auflösung des Energie- und Stoffstrommodells können die Umweltwirkungen für jeden Warenträger ermittelt und ausgegeben werden
3 Prototypische Umsetzung
Entscheidend für die Umsetzung der Simulation als Teil eines cyber-physischen Systems sind die Schnittstellen zwischen dem cyber und dem physischen System, hier zwischen der Simulation und der Trommelgalvanikanlage (Abb. 1). Aus dem Manufacturing Execution System (MES) werden die anstehenden Produktionschargen mit ihren Eigenschaften und die Reihenfolge der Belegungen der Prozesspositionen übermittelt. Parallel dazu werden die produktspezifischen Daten aus dem Enterprise Resource Planning System abgerufen (ERP). Diese Daten werden für die Simulation genutzt und es können anschließend wieder Steuersignale zurückgegeben werden.

Abb. 1: Prozesskettensimulation im cyber-physischen System


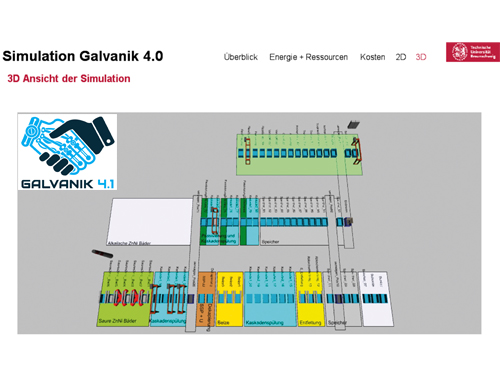
Abb. 2: Einblick in die Simulation mit Visualisierung und Kennzahlberechnung
In Abbildung 2 ist ein Überblick über die Prozesskettensimulation des Zink-Nickel-Prozesses aus dem eingesetzten sauren Elektrolyten beim beteiligten Industriepartner zu sehen. Hinter der Visualisierung steht ein komplexes Energie- und Stoffstrommodell, welches die Datenbasis für die Kennzahlenberechnung liefert. Sowohl klassische Produktionskennzahlen, wie die Durchlaufzeit oder Gesamtanlageneffektivität, als auch umweltrelevante Kennzahlen, wie CO2-Äquivalente pro Warenträger, können ausgegeben werden.
Als Teil der Prozesskettensimulation wurde die bereits beschriebene Simulation der Elektrolytzusammensetzung und der Verschleppung integriert. Die Verwendung von drei Verschleppungskategorien hat sich als ausreichend erwiesen und die Kategorisierung lässt sich mit geringem Aufwand beim Einpflegen von neuen Artikeln in das ERP-System vornehmen. Das Detailmodell des Elektrolyten wurde in intensiver Zusammenarbeit mit dem Institut für industrielle Fertigung und Fabrikbetrieb (IFF) der Universität Stuttgart in Zusammenarbeit mit dem Fraunhofer-Institut IPA erstellt. Details zur Simulation des Elektrolyten werden in dem noch folgenden Beitrag vom IFF erklärt.
4 Validierung des Simulationsmodells
Zur Absicherung des Simulationsmodells, insbesondere der Entwicklung der Konzentrationen des Elektrolyten, wurde das Modell zunächst eine Woche sowie anschließend über einen Monat validiert. Dafür wurden täglich die Konzentrationen einzelner Zusätze im Elektrolyten analytisch erfasst und mit den Daten aus dem Simulationsmodell verglichen. Das Simulationsmodell kann Einflüsse schneller als die Analytik abbilden, da hier eine Genauigkeit im Minutenbereich gegeben ist. Die analytischen Untersuchungen wurden hingegen nur täglich zum Beginn der Frühschicht durchgeführt.
Im Laufe des betrachteten Monats wurden 1800 Liter Elektrolyt ausgeschleppt, was einem Anteil von 32,7 % des gesamten Elektrolytvolumens entspricht.

Abb. 3: Validierung der Konzentrationsentwicklung von Zusatz A über einen Monat
Abbildung 3 zeigt sowohl den mit der Simulation als auch den analytisch ermittelten Verlauf des anorganischen Zusatz A des Zink-Nickel-Elektrolyten. Die beiden Kurven weisen einen weitestgehend identischen Verlauf auf. Zu erkennen ist, dass die Simulation insbesondere die Erhöhung der Konzentration früher abbildet, als die Analytik dies ergibt. Die Standardabweichung zu den Zeitpunkten mit den analytischen Messwerten beträgt 4,7 g/l beziehungsweise 2,7 % und die maximale Abweichung 5,8 %. Die höchsten Abweichungen lassen sich erst in den letzten Tagen beobachten und ließen sich durch eine weitere Verfeinerung des Modells verringern.
5 Ausblick und Potentiale
Die Validierung der Simulation hat gezeigt, dass das Modell bereits heute mit hoher Genauigkeit die Konzentrationen der einzelnen Zusätze abbilden kann. Hieraus ergibt sich ein enormes Potential für neuartige Prozesssteuerungen, die auf Basis eines Energie- und Stoffstrommodells arbeiten. Die Dosierung kann nun deutlich enger an der unteren Grenze betrieben werden, und bisher schwierig zu kontrollierende Prozesse lassen sich mit wesentlich weniger analytischem Aufwand führen. Eine starke Ausdünnung der Messintervalle ist in jedem Fall möglich.
Zusätzlich bietet das Energie- und Stoffstrommodell die Möglichkeit, eine detaillierte Umweltbewertung der galvanotechnischen Produktionsprozesse vorzunehmen. Für jeden einzelnen Warenträger können die Umweltwirkungen bestimmt und als Kennzahl mitgeliefert werden. Diese Option erscheint besonders attraktiv, da zusehends von Kunden entsprechende Kennzahlen gefordert werden und somit ein Wettbewerbsvorteil erreicht werden kann.
Maßnahmen zur Erhöhung der Energie- und Ressourceneffizienz können vor ihrer Umsetzung ohne Risiken digital überprüft werden. Transparenzforderungen aus der REACh-Verordnung lassen sich nun mit weniger Aufwand realisieren.

Literatur/Quellen
[2] VDI 3633: Simulation von Logistik-, Materialfluss- und Produktionssystemen; Beuth Verl., Berlin, 2014
[3] J. Banks, J. S. Carson, B. L. Nelson, D. M. Nicol: Discrete-event System Simulation; Prentice Hall, Upper Saddle River, New Jersey, 2010
4] S. Thiede: Energy Efficiency in Manufacturing Systems; Springer Verlag, Berlin, 2012
[5] M. Schönemann: Multiscale Simulation Approach for Battery Production System; Springer Verl., Berlin, 2017
[6] D. Kurle: Integrated Planning of Heat Flows in Production Systems; Springer Verlag, Berlin, 2018
[7] M. Junge: Simulationsgestützte Entwicklung und Optimierung einer energieeffizienten Produktionssteuerung; Kassel University Press, Kassel, 2007
[8] DIN EN ISO 14040: Umweltmanagement - Ökobilanz - Grundsätze und Rahmenbedingungen; Beuth Verlag, Berlin, 2006
Kontakt
TU Braunschweig, Institut für Werkzeugmasch. und Fertigungstech., Professur Nachhaltige Produktion und Life Cycle Engineering, Langer Kamp 19b, D-38106 Braunschweig
- www.tu-braunschweig.de/iwf/pul

