
Von Jürgen Schmidt1) und Lucas Gerads2)
Durch den Einsatz von Wechselstrom lässt sich die Herstellung von Beschichtung durch plasmachemische Oxidation deutlich effizienter durchführen, da beide Elektroden in einem Arbeitsgang beschichtet werden. Auf die sonst übliche Kathode wird hierbei verzichtet. Allerdings erfordert diese eine Steuerung der Ströme auf den in der Regel unterschiedlichen Flächen von zwei geometrisch unterschiedlichen Teilen, um die Stromdichte in dem erforderlichen Arbeitsbereich zu halten. Die Anforderung kann durch eine gerätetechnische Neuentwicklung erfüllt werden.
1 Einleitung und Motivation
Leichtmetalle können durch den Prozess der anodischen Oxidation, im speziellen mit dem Verfahren der plasmachemischen Oxidation, durch Konversion der Oberfläche mit einer funktionalen Oxidschicht versehen werden. Der Stand der Technik sieht hierbei die Verwendung von unlöslichen Kathoden als Gegenelektrode in diesem elektrochemischen Prozess vor. Bekannt ist aber auch die Verwendung von zwei stofflich gleichartigen Elektroden und die Anwendung von Wechselstrom. Dabei sollte jedoch die geometrische Größe der Oberflächen annähernd identisch sein, um so gleiche Schichteigenschaften auf beiden Elektroden zu erreichen. Die Motivation zu diesem Projekt lag darin, eine Technologie und eine Stromversorgung zu entwickeln, die es gestattet, eine Wechselstrombeschichtung von beiden Elektroden unabhängig von deren geometrischen Größenverhältnissen durchzuführen und auf beiden Elektroden identische Schichteigenschaften zu erzeugen.
2 Verfahren
Die Plasmachemische Oxidation (PCO®) ist ein elektrochemischer Prozess zur Erzeugung von keramikähnlichen Schichten auf Leichtmetallen und ähnlich wie beim konventionellen Anodisieren findet auch der PCO-Prozess auf der Anode statt. Der Hauptunterschied besteht sowohl in den verwendeten Elektrolyten als auch darin, dass bei Erreichen der dielektrischen Durchbruchsspannung Entladungen auf der Oberfläche der Anode stattfinden, die wesentlich an der Schichtbildung und der Erzeugung von möglichen Schichteigenschaften beteiligt und verantwortlich sind. Das Eigenschaftsprofil der so erzeugten Schichten reicht dabei von interessanten tribologischen Eigenschaften [1] über eine sehr gute Biokompatibilität [2] bis hin zu schwarzen Schichten mit sehr guten Absorptionswerten für Optik und Lasertechnik [3].
Die Analogie zum normalen Eloxalverfahren war und ist auch geprägt durch die Verwendung von unlöslichen Katoden, die in den meisten Fällen aus CrNi-Stahl bestehen. Bei Anwendung von Wechselstrom können aber auch Kathoden aus dem gleichen Material wie die Anoden verwendet werden. Mit dieser Technik ist eine Schichtbildung auf beiden Elektroden möglich. Gleiche Schichteigenschaften erreicht man jedoch nur bei gleichen geometrischen Flächen beider Elektroden.
Die Herausforderung, um bei Anwendung von Wechselstrom beide Elektroden zu beschichten, lag in der Beachtung von unterschiedlichen Flächenverhältnissen und Geometrien der Elektroden. Die Entwicklung einer Stromversorgung in Verbindung mit einer computergestützten Steuerung des plasmachemischen Oxidationsprozesses sollte gleiche Schichteigenschaften (Schichtdicke, Rauheit, Morphologie) auf beiden Elektroden gewährleisten.
Diese Problemstellung des Projekts verlangte eine vollständige Neukonzipierung der Wechselstromquelle mit spezieller Messtechnik und Steuereinheit. Ausgehend vom prinzipiellen Prozessablauf der plasmachemischen Oxidation (zwei Phasen) wurde der Ansatz so gewählt, dass die Stromversorgung den positiven und negativen Pulsstrom unabhängig voneinander einstellt und ausregeln kann. Mit einer entsprechenden Hardware wurden die Symmetrie und das Tastverhältnis der Stromstärke angepasst:
- Stromgeregelte Phase:
In dieser Phase wird ein fester Pulsstrom entsprechend der Fläche der jeweilig zu beschichtenden Werkstücke vorgegeben. Währenddessen steigt die Spannung als freier Parameter abhängig vom Schichtwachstum an. Die Schichtbildung findet vornehmlich in dieser Prozessphase statt. - Spannungsgeregelte Phase:
Nach Erreichen der gewünschten Spannung – diese ist proportional zur Schichtdicke – wird diese gehalten und die Stromstärke nimmt als freier Parameter ab. Eine Ausheilung der Schicht und ein nur geringes Schichtwachstum findet in dieser Prozessphase statt.
Versuche im Rahmen dieses Projekts haben ergeben, dass sich für einen stabilen Prozess der Übergang von stromgeregelter Phase zur spannungsgeregelten Phase von beiden Werkstücken gleichzeitig ereignen muss. Selbst bei gleichgroßen Werkstücken ist dies aufgrund kleinster mechanischer Abweichungen nicht gegeben.
Daher wurde eine neue Prozessstrategie entwickelt, welches es erlaubt, sogar unterschiedlich große Werkstücke gleichzeitig zu beschichten. Die neue Stromversorgung (Abb. 1) regelt positive und negative Pulsströme unabhängig voneinander. In der stromgeregelten Phase wird in der neuen Quelle der Strom so geregelt, dass die Spannung im positiven und negativen Strompuls gleich schnell ansteigt. Dadurch wird erreicht, dass die Schicht auf beiden Werkstücken gleichmäßig wächst. Die Regelung erfasst unabhängig die Prozessspannung des positiven und negativen Strompulses. Die Differenz der beiden Spannungen wird durch Anpassen des Wertes Strom–Offset von einer übergeordneten Reglereinheit zu null geregelt. Dadurch kann sich der Übergang von der stromgeregelten zur spannungsgeregelten Phase für beide Werkstücke gleichzeitig ereignen.

Abb. 1: Die vollständige Stromquelle
Als Topologie wurde eine Vollbrücke gewählt. Diese ermöglicht im derzeitigen Aufbau eine effektive Leistungsabgabe von 50 kW bei einer maximalen Ausgangspannung von 600 V. Das Leistungsteil ist sekundär getaktet, das heißt ein Netztransformator (in Abbildung 1 nicht sichtbar) wandelt die Netzspannung über einen Gleichrichter in eine Zwischenspannung von 650 V. Die Vollbrücke wird mit 40 kHz getaktet und ermöglicht es so, bipolare Pulsformen bis zu 2 kHz zu modulieren. Durch den Netztransformator ist der Ausgang galvanisch getrennt.
Da der Prozess eine unkonventionelle Regelung erfordert, wurde eine neue Regelungselektronik entwickelt. Diese hat Hard- und Software-Komponenten (Abb. 2 und 3). Die Regelungselektronik besitzt einen in der Hardware implementierten Stromregler sowie eine in der Software implementierte überlagerte Spannungsregelung, welche wie zuvor beschrieben, den Offset des Stroms so ausregelt, dass die Differenz der Spannung zwischen positivem und negativem Puls zu null wird.

Abb. 2: Regelungselektronik

Abb. 3: Software mit umfangreichen Möglichkeiten zur Steuerung des Prozesses
Zur Unterstützung der Regelung musste eine Messelektronik konzipiert werden (Abb. 3). Diese wurde so ausgelegt, dass die positive und negative Spannung des Prozesses auf zwei unterschiedlichen Kanälen separiert wird. Dadurch kann die zuvor beschriebene Regelungselektronik direkt die Differenz der Spannungen bilden und dementsprechend regeln. Zusätzlich wurde eine galvanische Trennung zwischen Ausgangsspannung und Regelungstechnik implementiert. Dazu werden die Messwerte digitalisiert und über Optokoppler zur Reglerplatine übertragen.
3 Beschichtung mit Wechselstrom
Für die Durchführung der Beschichtungsversuche wurde folgender Modellelektrolyt verwendet:
- 20 g/l CaCO3 (Kalziumcarbonat)
- 30 ml/l CH3COOH (Essigsäure)
- 27,5 g/l MGDA (Methylglycindiessigsäure Trinatriumsalz)
- ph-Wert: 5,4
- Leitfähigkeit: 25,9 mS/cm
Zur Überprüfung der Funktion der Stromversorgung wurden folgende Systeme und Beschichtungsparameter gewählt:
- Werkstoff Aluminium 6082 (AlMgSi1)
- Endspannung 350 V
- Frequenz 1 kHz
- Stromdichte 0,5 A/dm2
- Schichtdicke: 4 µm–5 µm - Werkstoff Titan (Grade 2)
- Endspannung 350 V
- Frequenz 1 kHz
- Stromdichte 0,5 A/dm2
- Schichtdicke 5 µm–7 µm
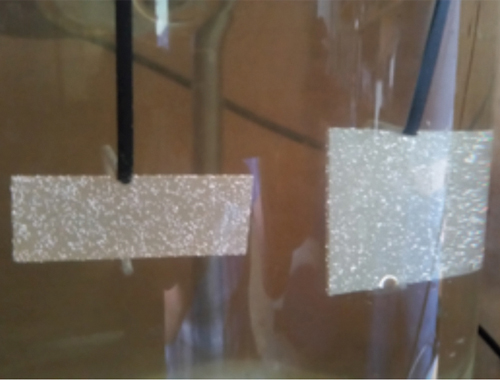
Der für den Versuch gewählte, relativ einfache Elektrolyt ist sowohl für Aluminium- als auch für Titanlegierungen geeignet und sehr robust in der Handhabung. Die typischen Funkenentladungen bei unterschiedlichen Flächenverhältnissen zeigen Abbildungen 4 und 5.

Abb. 4: PCO auf 6082 mit Flächenverhältnis 1:2

Abb. 5: PCO auf 6082 mit Flächenverhältnis 1:4
Während bei einem Flächenverhältnis von 1:2 die Intensitäten der Funkenentladung auf beiden Elektroden noch gleichmäßig erscheint, sind diese bei Verhältnissen von 1:4 schon deutlich unterschiedlich. Auf der kleineren Fläche ist die Intensität der Funkenentladung deutlich höher, als bei der größeren Fläche. Das drückt sich auch in unterschiedlichen Schichtdicken und Rauheiten aus.
4 Ergebnisse und Ausblick
Das Fazit dieser ersten Arbeiten zu dem Thema der Beschichtung mit asymmetrischen Elektroden lässt sich wie folgt zusammenfassen:
- Ein Flächenverhältnis von 1:2 liefert die gleichen Schichteigenschaften auf beiden Elektroden
- Verdopplung der Beschichtungsleistung durch Beschichtung beider Elektroden
- Ab einem größeren Flächenverhältnis ergeben sich größere Unterschiede in der Schichtdicke, Rauheit und Morphologie
- Mit der Entwicklung einer Stromversorgung und einer angepassten Software für die Erfassung und Steuerung der relevanten Prozessparameter können bis zu einem Flächenverhältnis von1:2 gleiche Schichteigenschaften auf beiden Elektroden realisiert werden.
Dieser neue Ansatz eröffnet im Bereich der Forschung und Industrie durch seine Effizienzsteigerung ein weites Feld neuer Einsatz- und Forschungsmöglichkeiten mit dem verfahren der plasmachemischen Oxidation.
Literatur
[1] F. Ausserer, I. Velkavrh, J. Voyer, Stefan Klien, A. Diem, J. Schmidt, R. Tessadri, V. Kahlenberg: Morphology and Tribological Behaviour of Amorphous and Crystalline Aluminum Oxide Layers; Solid State Phenomena Submitted: 2017-05-31, ISSN: 1662-9779, Vol. 267, S. 190-194 Revised: 2017-06-30, doi:10.4028/www.scientific.net/SSP.267.190
[2] M. Diefenbeck et al.: The effect of plasma chemical oxidation of titanium alloy on bone implant contact in rats; Biomaterials 32 (2011), S. 8041-8047
[3] J. Schmidt, M. Gabl, U. P. Hausmann: Oberflächenbehandlung von Magnesiumbauteilen für den Einsatz im optischen Gerätebau - Schichteigenschaften und Applikationsbeispiele; Vortrag Ulmer Gespräche 17./18. Mai 2017
[4] E. V. Parfenov, A. Yerokhin , R. R. Nevyantseva, M. V. Gorbatkov, C.-J. Liang, A. Matthews: Towards smart electrolytic plasma technologies: An overview of methodological approaches to process modelling; Surface & Coatings Technology 269(2015), S. 2 - 22
[5] G. Rapheal, S. Kumar, N. Scharnagl, C. Blawert: Effect of current density on the microstructure and corrosion properties of plasma electrolytic oxidation (PEO) coatings on AM50 Mg alloy produced in an electrolyte containing clay additives; Surface & Coatings Technology 289(2016), S. 150-164
[6] L. Gerads, J. Schmidt: Plasma Electrolytic Oxidation with Alternating Current and Asymmetric Electrodes; PO1055, PSE Garmisch–Partenkirchen
[7] L. Gerads, J. Schmidt: Plasmaelektrolytische Oxidation mit Wechselstrom auf zwei asymmetrischen Elektroden: Vortrag zu den ZVO-Oberflächentagen, September 2017, Berlin
DOI: 10.7395/2018/Schmidt5
1) INNOVENT e.V., Prüssingstraße 27b, D-07745 Jena
E-Mail: js@innovent-jena.de
2) aioxcon Powersystems GmbH, Steinfurt 26, D-52222 Stolberg/Rhld.
E-Mail: lucas.gerads@aixcon.de



