

Ob spritzgegossen, gepresst oder spanabhebend gefertigt – bei jeder Herstellungstechnologie können Bauteile aus Kunststoffen scharfe Grate aufweisen. Für eine sichere Nutzung beziehungsweise Weiterverarbeitung müssen diese Fertigungsreste entfernt werden, was häufig eine Herausforderung darstellt und teilweise hohe Kosten verursacht. Der Einsatz des richtigen Entgratverfahrens ermöglicht die prozesssichere und kosteneffiziente Entfernung mit reproduzierbaren Ergebnissen.
Scharfkantige Grate, die bei spritzgegossenen und gepressten Formteilen beispielsweise an der Werkzeugtrennebene entstehen stellen ebenso wie die Bearbeitungsüberbleibsel nach der spanenden Bearbeitung von Kunststoffen unter ergonomischen und funktionalen Aspekten ein Risiko dar. Das prozesssichere Entfernen, in gleichbleibend hoher Qualität und vor allem auch wirtschaftlich, ist daher unumgänglich. Wie gut dies gelingt, hängt von der Auswahl des richtigen Entgratverfahrens ab.
Gleitschleifen – vielseitig einsetzbar
Im Gleitschleifverfahren lassen sich Bauteile aus Thermoplasten und Duroplasten einzeln oder als Charge bearbeiten. Zum Einsatz kommen häufig so genannte Fliehkraftanlagen, deren Behälterboden als Drehteller mit Mitnehmerstegen ausgebildet ist. Der Drehteller beschleunigt das Gemisch aus Bauteilen und Schleifkörpern, wobei es durch die Fliehkraft an die stehende Wand des Arbeitsbehälters geströmt wird. Dabei kommt es zwischen Bauteilen und Schleifkörpern zu einer Relativbewegung, durch die Grate entfernt werden.

Für das Strahlen von Duroplast-Formteilen kommt weiches, thermoplastisches Strahlmittel zum Einsatz, das eine Beschädigung der Bauteiloberfläche ausschließt (Bild: Rösler)
Duroplastteile strahlen
Die Strahltechnik etabliert sich bei Formteilen aus Duroplasten zunehmend als Entgratverfahren. Prozessmedium ist Weichstrahlmittelgranulat, das mit hoher Geschwindigkeit auf die zu entgratenden Teile aufgebracht wird. Dies kann durch Strahlpistolen erfolgen, bei denen das Strahlmittel durch Druckluft beschleunigt wird. Es wird dabei eine kreisförmige Strahlfläche mit einem Durchmesser von rund 30 mm erzielt, was eine punktuelle Entgratung ermöglicht.
Alternative ist das Schleuderradstrahlen, bei dem das Strahlmittel durch im Schleuderrad eingebaute Schaufeln beschleunigt wird. Beim Verlassen des Schleuderrads bildet das Strahlmittel einen breiten, länglichen Strahlkegel, der eine große Teilefläche beaufschlagt. In beiden Fällen werden die spröden Grate an den Formteilen durch die Aufprallenergie des Strahlmittels entfernt. Durch das im Vergleich zu den Duroplastteilen weiche Strahlmittel kommt es zu keiner Beschädigung der Werkstückoberfläche. Die Teile sind nach dem Entgraten zudem staubfrei.
TEM-Entgraten bei innen- und außenliegenden Graten
Das thermische Entgraten (TEM) – auch Explosionsentgraten genannt – ermöglicht bei aus Thermoplasten gefertigten Teilen eine effiziente und reproduzierbare Chargenbearbeitung, bei der innen- und außenliegende Grate selbst an sehr schwer zugänglichen Stellen entfernt werden. Für den Entgratprozess werden die Teile in der Anlage platziert und diese verschlossen. Über ein Gasdosiersystem wird ein auf den Kunststoff und die Gratsituation abgestimmtes Gasgemisch in die Entgratkammer geleitet, das das gesamte Bauteil beziehungsweise die Charge durchströmt. Nach der Zündung kommt es zur vollständigen Verbrennung aller Innen- und Außengrate, wobei die Gratwurzeln versiegelt werden. Da der Prozess nur wenige Millisekunden dauert, stoppt die Verbrennung der Grate an der Werkstückkante. Durch die Wärmeeinwirkung wird die Oberfläche geglättet. Trübe Bereiche an Bauteilen aus PMMA, die beispielsweise durch eine spanende Bearbeitung entstanden sind, werden durch den TEM-Prozess wieder durchsichtig. Bei der Entgratung von faserverstärkten Kunststoffen tritt ein Aufrauen der Oberfläche auf.

Beim thermischen Entgraten (TEM) werden die Oberflächen der Werkstücke geglättet – links vor dem Entgraten, rechts nach dem Entgraten (Bild: Benseler Entgratungen)
Limitiert ist der Einsatz des Verfahrens bei Kunststoffen durch die Materialstärke, das Design und die Gratsituation des Bauteils. Um die Entgratung eines breiteren Werkstückspektrums zu ermöglichen, wurden spezielle TEM-Anlagen für Kunststoffbauteile entwickelt. Sie zeichnen sich dadurch aus, dass die Teile in einem deutlich niedrigeren Druckbereich bearbeitet werden. Dafür wird in der Entgratkammer nach dem Schließen zunächst ein Vakuum erzeugt und mit einem Gemisch aus Sauerstoff und Wasserstoff gearbeitet. Beides führt dazu, dass die Explosionsenergie bei gleichem Fülldruck der Kammer etwa halbiert wird. Eine Sonderanwendung des TEM-Verfahrens ist das Retikulieren von Schaumstoff.

Trübe Bereiche an Bauteilen aus PMMA, die beispielsweise durch eine spanende Bearbeitung entstanden sind, werden durch den TEM-Prozess wieder durchsichtig (Bild: ATL Anlagentechnik Luhden)
Konturangepasstes Infrarotentgraten
Auf Wärme basiert auch das Infrarotentgraten, das ebenfalls für Bauteile aus Thermoplasten wie beispielsweise ABS, PMMA (Polymethylmetacrylat) und den Synthesekautschuk EPDM (Ethylen-Propylen-Dien-Monomer) eingesetzt wird. Die Infrarotstrahlung erwärmt Kunststoffteile in Sekundenschnelle kontaktfrei gezielt an deren Oberfläche. Grate schmelzen dadurch weg und ziehen sich zurück. Der Strahler wird auf den Produktionsschritt abgestimmt und so gewählt und eingestellt, dass das Material weder herabtropft noch verbrennt und es zu keiner Beschädigung des Produkts kommt. Es lassen sich damit große Flächen ebenso entgraten wie schmale Ränder. Eine Anpassung an komplexe Werkstücke ist ebenfalls möglich. So können Infrarotstrahler aus Quarzglas dem Verlauf von Kanten oder Graten exakt nachgeformt werden. Der Entgratprozess kann dadurch auch automatisiert werden.
Kryogenes Entgraten
Das kryogene Entgraten erfolgt mit flüssigem Stickstoff in Verbindung mit Kunststoffgranulat bei Temperaturen bis minus 150 °C. Durch das tiefkalte Gas werden die Grate spröde und anschließend im Strahlverfahren entfernt. Das Verfahren eignet sich für filigrane Bauteile mit komplizierten Geometrien und Hinterschneidungen. Je nach Empfindlichkeit werden die Bauteile als Schüttgut oder in bauteilspezifischen Aufnahmen entgratet.
Das bearbeitbare Materialspektrum reicht von Elastomeren über Duro- und Thermoplaste bis hin zu hochgefüllten faserverstärkten Kunststoffen; die Bearbeitung von Bauteilen mit endbehandelten Oberflächen ist ebenfalls möglich. Die Prozessparameter werden exakt auf das Material und die Geometrie abgestimmt. Dadurch ist eine präzise, gleichmäßige und reproduzierbare Bearbeitung gewährleistet. Es kommt dabei weder zu einer farblichen, geometrischen und Oberflächenveränderung noch zu einer Änderung der Materialeigenschaften.
CO2-Hochdruckentgraten – Kombination aus zwei Verfahren
Noch in der Entwicklungsphase befindet sich das Hochdruckstrahlen mit Kohlenstoffdioxid (CO2) des Fraunhofer-Instituts für Produktionsanlagen und Konstruktionstechnik (IPK). Es kombiniert die Vorteile des am Markt etablierten Hochdruckwasserstrahlens mit denen des Reinigungsstrahlens. Eigentlich für das Trennen von Materialien entwickelt, eignet sich das neue Verfahren auch für das Entgraten und die Nachbearbeitung von Kanten.
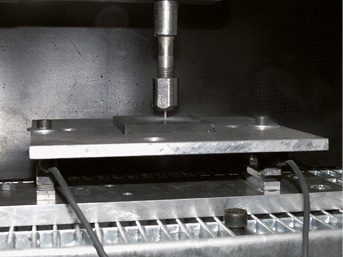
Beim CO2-Hochdruckstrahlen wird flüssiges Kohlendioxid in einem Hochdruckverdichter auf etwa 3000 bar komprimiert und durch eine Düse beschleunigt auf das zu bearbeitende Werkstück aufgebracht (Bild: Fraunhofer IPK)
Prozessmedium ist flüssiges Kohlenstoffdioxid aus einer Steigrohrflasche, das in einem Hochdruckverdichter auf etwa 3000 bar komprimiert und durch eine Düse mit einem Durchmesser von 0,1 mm bis 0,3 mm beschleunigt auf die zu bearbeitende Kunststoffgeometrie aufgebracht wird. Dabei entsteht ein Freistrahl, der über ausreichend Energie verfügt, um in einem Wirkbereich von etwa zwei Zentimetern nach Düsenaustritt Materialien zu trennen. Durch das Kohlenstoffdioxid erfolgt dies ohne Feuchtigkeitseintrag, wodurch eine anschließende Trocknung entfällt. Ein weiterer entscheidender Vorteil ist, dass im Gegensatz zum Hochdruckwasserstrahlen kein Fangbecken erforderlich ist – es also keinerlei arbeitsraumtechnische Begrenzung gibt. So können beispielsweise in Verbindung mit einem Industrieroboter komplexe Bauteilgeometrien ganzseitig in einem Arbeitsgang bearbeitet werden. Vielversprechende Versuchsergebnisse wurden bisher bei Trennanwendungen an Polycarbonat (3 mm Stärke, Shore D82), 3 mm starkem ABS (Shore D80), PEEK (3 mm, Shore D88) sowie bis zu 1 mm starken CFK-Produkten erzielt. Doris Schulz
Titelbild: Bei der kryogenen Entgratung werden die jeweiligen Formteile mit flüssigem Stickstoff in Verbindung mit Kunststoffgranulat entgratet (Bild: MEWO)
