


Ein neuer Zinklamellenüberzug ist aufgrund seiner optimierten Fließeigenschaften in der Lage, eine besonders homogen verteilte Beschichtung auf dem gesamten Werkstück auszubilden. Die Anpassung des notwendigen Eigenschaftsprofils während der Applikation wird durch Rheologiemessungen unterstützt. Die besonders ausgeprägte Homogenität des Zinklamellenfilms konnte mithilfe der Rasterelektronenmikroskopie und des neutralen Salzsprühtests im Vergleich zu einer Referenzprobe nachgewiesen werden.
Corrosion Protection using Zinc Flake Systems with Optimised Properties
A newly-developed zinc flake based coating is, thanks to its optimised flow behaviour, able to form a coating of highly uniform thickness over the entire surface of a component. Matching the relevant properties of the coating during application is underpinned by rheological measurements. The extremely high uniformity of such zinc flake coatings was confirmed both by SEM and the use of neutral salt spray in comparison with reference samples.
1 Einleitung und Problemstellung
Zinklamellenüberzüge bieten eine Form des kathodischen Korrosionsschutzes für Werkstücke aus Stahl auf der Basis von metallischem Zink. Nach DIN EN ISO 10683 werden Zinklamellenüberzüge als Oberflächenbeschichtungen beschrieben, die üblicherweise aus einer Zinklamellendispersion unter Zumischen eines geringen Anteils lamellarer Aluminiumpigmente bestehen. Diese Dispersion wird auf ein Werkstück aus Stahl aufgebracht und schließlich einer Wärmebehandlung unterzogen. Durch den Trocknungsprozess kommt es zu einer ausreichend leitfähigen Verbindung der Metallpigmente untereinander sowie zum Substrat. Auf diese Weise entsteht unter Abspaltung von organischen Kondensationsprodukten eine Beschichtung, die gegenüber Stahl einen ausgeprägten kathodischen Korrosionsschutz ausbilden kann [1].
Diese Zinklamellenüberzüge weisen typischerweise eine silbergraue Farbe und eine spezifisch hohe Korrosionsbeständigkeit in der neutralen Salzsprühnebelprüfung nach DIN EN ISO 9227 von mehr 720 h bis zum Auftreten von Rotrost (Grundmaterialkorrosion) bei einer Schichtdicke von etwa 8 µm auf. Zur Komplettierung der Oberfläche wird üblicherweise ein zusätzlicher Topcoat aufgebracht. Dieser ermöglicht spezifische Eigenschaften, wie beispielsweise Reibungszahlen für unterschiedliche Automobilspezifikationen. Die Kombination, bestehend aus Base- und Topcoat, wird als Zinklamellensystem bezeichnet.
Das Hauptanwendungsgebiet für diese Überzüge liegt in der Automobilindustrie. Schätzungen zufolge besteht ein Pkw aus unterschiedlichen Verbindungselementen mit einer Gesamtmasse von etwa 15 Kilogramm, was bei einer weltweiten Produktion von 65 Millionen Pkw pro Jahr einem Verbrauch von etwa 2600 Tonnen Verbindungselementen pro Tag entspricht.
Für den Korrosionsschutz dieser großen Zahl an Bauteilen werden hauptsächlich galvanisch abgeschiedene Zink- und Zinklegierungsschichten (Zink-Nickel) oder die eben beschriebenen Zinklamellenüberzüge verwendet. Beide Systeme, Zink-Nickel auf der einen Seite, in Kombination mit einer Passivierungsschicht (Konversionsschicht) und gegebenenfalls einer Versiegelung sowie Zinklamellenüberzüge auf der anderen Seite, in Kombination mit einem geeigneten Topcoat, besitzen ihre eigenen spezifischen Vor- und Nachteile. Das geeignete System muss daher je nach Anwendungsfall sorgfältig ausgewählt werden. Eine differenzierte Betrachtung der Unterschiede und Anwendungsgebiete für Zinklamellenüberzüge und galvanisch abgeschiedene Zink-Nickel-Schichten ist beispielsweise in [2] ausgeführt.
Obgleich sich beide Systeme den kathodischen Korrosionsschutz aufgrund des für Zink charakteristisch negativeren Redoxpotentials zu Nutzen machen, unterscheiden sie sich deutlich in ihrer Auftragungsart. Die galvanische Oberfläche wird durch Zufuhr von Strom aus gelösten Metallsalzen abgeschieden. Mit fortlaufender Abscheidungszeit wächst die Schichtdicke kontinuierlich (bottom-up). Zinklamellenüberzüge dagegen werden aus Metalldispersionen aufgetragen, welche Pigmente mit bereits definierten Dimensionen enthalten. Dieser Überzug kann auf verschiedenen Wegen auf das Werkstück aufgebracht werden. Typische Beschichtungsmethoden sind das Spritzbeschichten, das Tauch-Zieh-Verfahren oder das Tauch-Schleuder-Verfahren welche eine nur begrenzte Nassschichtdicke zulassen. Während des anschließend durchgeführten thermischen Behandlungsschrittes bildet sich schließlich der finale Zinklamellenüberzug aus (top-down).
Abbildung 1 zeigt auf der linken Seite die Teilreaktionen der atmosphärischen Korrosion des Stahls (Eisenkorrosion – Fe). Auf der rechten Seite ist bei Verletzung der Schutzschicht die Oxidation des Zinks zu erkennen, welche aufgrund seiner thermodynamischen Eigenschaft bevorzugt wird. Hierdurch bleibt die Stahloberfläche an der Verletzungsstelle vor einem Angriff solange geschützt, bis sich das freie Korrosionspotential der im Kontakt stehenden Oberflächen im Bereich der Verletzung an das freie Korrosionspotential des Eisens angenähert hat. An diesem Punkt ist die Fernschutzwirkung des Zinks zum Aufrechterhalten des kathodischen Korrosionsschutzes nicht mehr ausreichend. Zusätzlich zur natürlichen Abtragsrate der Zinkoberfläche im entsprechenden Elektrolyten findet ein überlagerter Umsatz statt, welcher durch das sich einstellende Mischpotential hervorgerufen wird. Die Zinkoberfläche wird anodisch polarisiert und durch den Elektrodenstrom gesteuert ist die anodische Metallauflösung des Zinks signifikant erhöht.

Abb. 1: Schematische Darstellung des kathodischen Korrosionsschutzes durch eine galvanisch aufgebrachte Zinkschicht; der konzentrierte lokale Angriff an einer verletzten Stelle der Schicht ist durch den roten Keil angedeutet
Galvanisch abgeschiedene Schichten zeigen deutlich sichtbare Korrosionsprodukte, welche aus leicht löslichen Verbindungen bestehen, die kontinuierlich abgewaschen werden. Es liegt somit jederzeit eine ungehemmt opferbare Zinkschicht vor, bis die zur Verfügung stehende Schicht aufgezehrt ist. Es ist ein linear verlaufender korrosiver Schichtabtrag festzustellen.
Hier bietet der Korrosionsablauf von Zinklamellenschichten einen Vorteil. Aufgrund der verwendeten Bindersysteme, werden die entstehenden Korrosionsprodukte der Zinklamellen nicht direkt abgespült, sondern verbleiben auf der Oberfläche. Es bildet sich über die Zeit eine Deckschicht, die den Kontakt des Korrosionsmediums zu darunterliegenden metallischen Pigmenten erschwert (Abb. 2). Es ist ein degressiv verlaufender korrosiver Schichtabtrag festzustellen.
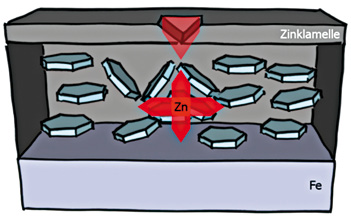
Abbildung 2: Schematische Darstellung des kathodischen Korrosionsschutzes durch einen Zinklamellenüberzug (Zinklamellen = blaue Scheiben), wobei die Richtung des korrosiven Angriffs durch den roten Keil angedeutet ist. Bei Reaktion des korrosiven Mediums mit der Zinklamelle kommt es zur Reaktion und Bildung voluminöser Korrosionsprodukte und zur Blockierung des Korrosionspfades, wodurch sich eine diffuse Richtung des korrosiven Angriffs ergibt
Der zugrundeliegende Mechanismus wurde mithilfe von elektrochemischen Messungen aufgeklärt. Es konnte gezeigt werden, dass sich die Korrosionsbeständigkeit eines für 24 h in der Salzsprühnebelkammer gealterten Zinklammellenüberzugs um den Faktor 10 erhöhen lässt, bei gleichzeitig sinkender Korrosionsstromdichte von etwa einer Größenordnung. Galvanisch aufgebrachte Schichten zeigen dagegen keine Änderung ihrer elektrochemischen Umsätze während der Prüfzyklen [1, 4].
Zinklamellenüberzüge zeigen lacktypische Verwendungseinschränkungen. So existiert unter anderem eine untere Dimensionsgrenze für Bauteile zur Beschichtung mit Zinklamellenmaterialien. Beispielsweise ist für klein dimensionierte Verbindungselemente mit gegebener Toleranzlage eine gleichmäßige Schichtverteilung unumgänglich, um mit einer Mindestschichtdicke den geforderten Korrosionsschutz und gleichzeitig eine einwandfreie Lehrengängigkeit zu gewährleisten. Beschichtungsrückstände oder überbeschichtete Bereiche im Gewinde von sehr kleinen Schrauben können im Extremfall zum Ausfall des Bauteils führen. Grobe Schichtdickenüberschreitungen sind daher im Sinne der störungsfreien Verschraubung unbedingt zu vermeiden (Abb. 3).
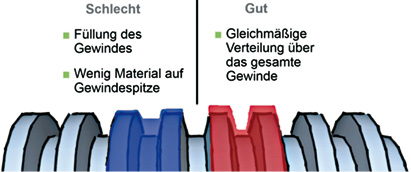
Abb. 3: Gegenüberstellung eines marktüblichen (blau) und eines NG ZFC (rot) Zinklammellenüberzugs auf dem Gewinde einer Schraube (hellblau)
Im Tauch-Schleuder-Prozess beschichtete Teile zeigen je nach Fließverhalten des Beschichtungsstoffs ein mehr oder weniger gleichmäßig ausgeprägtes Schichtausbildungsverhalten. Zur Optimierung der Filmhomogenität ist ein rheologisch abgestimmtes Verhalten erforderlich. Die entscheidende physikalische Größe in der Rheologie (Wissenschaft, die sich mit dem Fließ- und Verformungsverhalten von Fluiden auseinandersetzt) ist die Scherviskosität η (dynamische Viskosität) des Systems. Die Viskosität ist definiert als Quotient aus Scherspannung (τ) und Schwergeschwindigkeit (g⋅):
h = t/g⋅ (Pa·s)
Während die Viskosität einer Newtonschen Flüssigkeit eine Materialkonstante darstellt, sinkt sie bei scherverdünnenden Fluiden mit steigender Schergeschwindigkeit. Kehrt die Viskosität nach Beenden der Scherbeanspruchung wieder vollständig in den Grundzustand zurück, so spricht man von einem thixotropen Verhalten. Wird der Ablauf eines typischen Beschichtungsprozesses, wie er in Abbildung 4 schematisch dargestellt ist, betrachtet, so ist die besondere Bedeutung der Rheologie für die Wirkungsweise einer Zinklamellenbeschichtung zu erkennen.
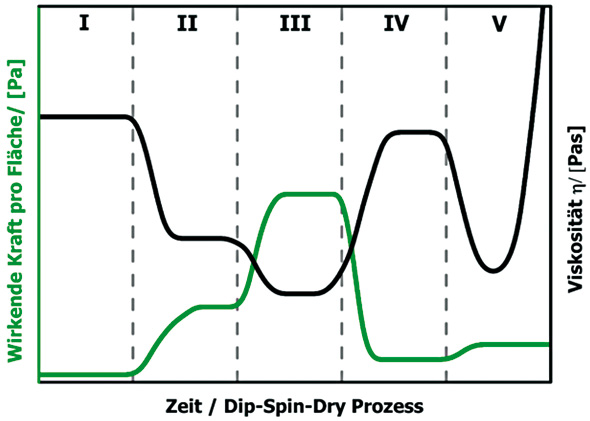
Abb. 4: Schematische Darstellung der einzelnen Phasen eines Beschichtungsprozesses einer Zinklamellendispersion durch das Tauch-Schleuderbeschichten durch Änderung der äußeren Beanspruchung des Systems mit fortlaufender Prozessdauer (grün) und Änderung der Viskosität (schwarz); die einzelnen Phasen bestehen aus Lagerung, Standzeit (Sedimentation) (I); Eintauchen in die Zinklamellendispersion und langsames Rotieren des Korbes (II); Abschleudern mithilfe einer Zentrifuge (III); Trocknen bei Raumtemperatur, Verdunsten des Lösungsmittels, (Flash off) (IV); Thermisches Trocknen (V)
In gleichem Maße, wie sich die äußeren Beanspruchungen auf das System ständig ändern, muss die Viskosität zu jedem Zeitpunkt des Beschichtungsvorgangs möglichst gut angepasst sein, damit letzten Endes eine kompakte und gleichmäßige Beschichtung auf dem gesamten Bauteil vorliegt.
Diese Aufgabe wurde durch eine adaptierte Rheologie gelöst, indem ein Zinklamellenüberzug unter der Bezeichung Coventya Next Generation Zinc Flake Coating (NG ZFC) formuliert wurde. Die zugrundeliegenden Untersuchungen und die besonderen Eigenschaften des NG ZFC werden im Folgenden vorgestellt.
3 Experimentelles
Alle Untersuchungen zum Vergleich der Referenzprobe mit dem NG ZFC, wurden mit dem selben Schichtgewicht unter identischen Bedingungen (Vorbehandlung, Konzentration, Trocknungsbedingungen, Lagerzeit usw.) durchgeführt. Es wurde darauf geachtet, ein Referenzsystem zu wählen, welches dem NG ZFC in möglichst vielen Parametern ähnelt.
Rheometrische Messungen wurden mit einem Physica MCR 301-Rheometer von Anton-Paar durchgeführt. Die Messungen erfolgten in einer abgeschlossenen Probenkammer, um ein Verdunsten des Lösungsmittels zu vermeiden. REM-Aufnahmen wurden mithilfe eines FEI Quanta FEG 250-Rasterelektronenmikroskops durchgeführt. Die Messungen der Korrosionsbeständigkeit erfolgten mit einer Salzsprühnebelkammer von LabIndus Services nach DIN EN ISO 9227.
4 Untersuchung und Diskussion
Um einen Richtwert und Ausganspunkt für die durchgeführten Untersuchungen zu erhalten, wurde ein Zinklamellenüberzug nach dem Stand der Technik als Referenzprobe verwendet. Wird diese Zinklamellendispersion in einem Rheometer einer starken Scherbelastung ausgesetzt, so wird das scherverdünnende Verhalten sichtbar. Dies ist anhand der schwarzen Kurve in Abbildung 5 nachzuvollziehen.
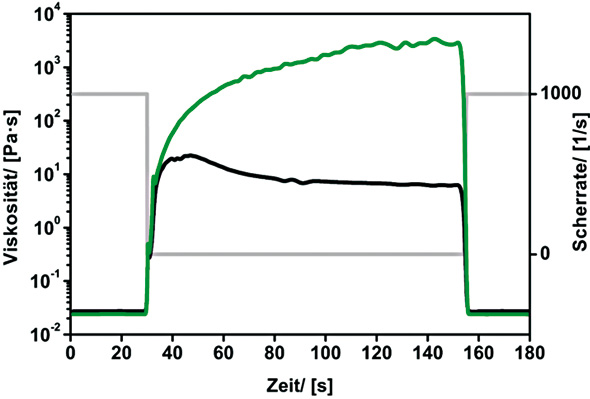
Abb. 5: Rheogramm von Zinklamellendispersionen: schwarz = Referenzprobe, grün = NG ZFC; aufgetragen ist die Entwicklung der Viskosität über die Zeit nach Reduzierung der Scherbelastung, angezeigt durch die Scherrate als graue Kurve
Die Viskosität sinkt während der Belastung auf einen sehr niedrigen Wert von 0.03 Pa∙s. Nach 30 s wurde die Scherbelastung bis auf einen vernachlässigbar geringen Wert reduziert; es ist sofort ein schnelles Ansteigen der Viskosität zu beobachten, bis sich schließlich ein Maximalwert von 25 Pa∙s einstellt. Dabei sind bereits nach 12 s 90 % der Maximalviskosität erreicht. Nach dem Kurvenmaximum ist bei der Referenzprobe unmittelbar ein Absinken der Viskosität zu beobachten, bis dies schließlich in ein Gleichgewicht mit einem Wert von η = 7 Pa∙s nach 96 s übergeht.
Wird das rheologische Verhalten auf die mikroskopische Verteilung des Zinklamellenüberzugs im Gewinde des Verbindungselements direkt nach Beenden der Scherbeanspruchung übertragen, also nach dem Abschleudern der Dispersion, so hat der schnelle Anstieg auf den geringfügigen Viskositätswert von 25 Pa∙s keinen nennenswerten Einfluss auf die Vermeidung des Absetzens in Vertiefungen. Der ausgebildete Film fließt, bei guter Benetzung, der Gravitation folgend in die Vertiefungen, wo sich das Beschichtungsmaterial zu erheblichen Rückständen ansammelt. Das Fehlverhalten wird durch nachträgliches Absinken der Viskosität nochmals verstärkt. Die Gewindespitzen und Flanken werden je nach Lage des Bauteils nicht ausreichende Schichtdicken aufweisen, wohingegen das Gewindetal überbeschichtet sein wird. Eine derart unregelmäßig aufgetragene Schicht wird keinen hohen Korrosionsschutz erzielen können.
Das rheologisch modifizierte NG ZFC zeigt ein anderes Verhalten, wie an der grünen Kurve in Abbildung 5 zu erkennen ist. Die Viskosität steigt nach Verringerung der Scherbelastung, wie bei der Referenzprobe ebenfalls zu beobachten, innerhalb kurzer Zeit an. Nach 12 s erreicht sie bereits einen deutlich höheren Wert als die Referenzprobe von 70 Pa∙s. Nach weiteren 73 s geht die Kurve für den Viskositätswert schließlich in einer gleichmäßigen und kontinuierlichen Steigung über, webei 90 % des Viskositätsmaximums bei η = 2.6 kPa∙s erzielt werden ohne ein späteres Absinken aufzuweisen.
Beide Dispersionen zeigen bei erneuter Scherbeanspruchung ein Absinken der Viskosität auf einen nahezu identischen Minimalwert. Das Material wird unter Scherung wasserdünn, was eine vollständige Benetzung der Teileoberflächen unterstützt.
Bei der Betrachtung des beschichteten Bauteils direkt nach dem Zentrifugierprozess ist zu erkennen, dass der schnelle Anstieg auf einen hohen Viskositätswert das Absetzen des ausgebildeten Films in Vertiefungen verhindert, was zu einer besonders gleichmäßigen Bedeckung der gesamten Teileoberfläche führt. Mit einer gegebenen Menge an Beschichtungsmaterial wird bei einer derart gleichmäßigen Schichtverteilung ein optimiertes Korrosionsschutzverhalten erzielt.
Um diese besondere Homogenität des NG ZFC-Zinklamellenüberzugs deutlich zu machen, wurden Aufnahmen eines Rasterelektronenmikroskops an quergeschliffenen Gewindegängen angefertigt. Eine dieser Aufnahmen ist in Abbildung 6 zu sehen.
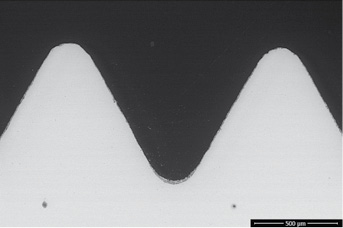
Abb. 6: REM-Aufnahme einer mit dem NG ZFC beschichteten Schraube, um die gleichmäßige Verteilung des Zinklamellenüberzuges zu zeigen
Zur besseren Anschaulichkeit wurde der Zinklamellenüberzug mithilfe eines Filters grün eingefärbt (Abb. 7). Es ist zu erkennen, wie der Zinklamellenüberzug eine homogene Schichtdickenverteilung auf dem gesamten Gewinde ausbildet. Die statistische Auswertung von REM-Aufnahmen an zahlreichen Schrauben im Gewindegang ergibt für die Gewindespitzen eine mittlere Filmdicke von 5,90 µm ± 0,81 µm, für die Gewindeflanke einen Wert von 6,43 µm ± 1,17 µm und im Gewindetal 21,59 µm ± 1,47 µm. Auf den Gewindespitzen und den Flanken befindet sich folglich ein ausreichender Korrosionsvorrat, wohingegen im Gewindetal keine kritische Materialanhäufung festzustellen ist. Eine fehlerfreie Verschraubbarkeit ist zudem sichergestellt.
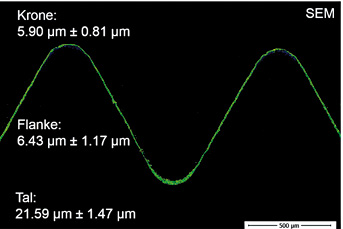
Abb. 7: REM-Aufnahme einer mit dem NG ZFC beschichteten Schraube, bei welcher deren Zinklamellenüberzug mit einem Filter grün hervorgehoben und die Gleichmäßigkeit der Beschichtung damit verdeutlicht ist
In Abbildung 8 ist das Resultat der homogenen Beschichtung mit NG ZFC in der neutralen Salzsprühnebelprüfung nach DIN EN ISO 9227 im direkten Vergleich mit einer am Markt erhältlichen Referenzprobe gezeigt. Für den Test wurden die selben Schrauben, die selbe Vorbehandlung, ein nahezu identisches Schichtgewicht und die in dem TDS angegebenen Beschichtungsparameter, sowie die selbe Verweildauer in der Salzsprühnebelkammer gewählt. Während bei der Referenzprobe in Abbildung 8b eine deutliche Grundmetallkorrosion zu sehen ist, zeigt NG ZFC in Abbildung 8a keine Anzeichen von Rotrost. Besonders interessant sind die Orte der auftretenden roten Korrosionsflächen bei der mit dem Referenzprodukt beschichteten Probe. Sie befinden sich vorzugsweise an den Gewindeflanken und -spitzen, also an den Orten, an denen eine zu geringe Schichtdicke festzustellen ist.

Abb. 8: Direkter Vergleich von Schrauben nach einer Belastung in der neutralen Salzsprühnebelprüfung (DIN EN ISO 9227), beschichtet mit NG ZFC (a) sowie einer Referenzprobe (b)
Ein weiterer Vorteil, der durch die verbesserten Rheologie-Eigenschaften des NG ZFC entsteht, ist eine Stabilisierung der Metallpigmente in der Dispersion. Hierdurch wird ein Absetzen und Koagulieren der Feststoffpartikel verhindert.
Neben der Vermeidung eines harten Bodensatzes bietet das neue Beschichtungsmaterial den Vorteil einer homogen zusammengesetzten Trockenschicht. Marktübliche Produkte entmischen sich während des Tauch-Schleuder-Prozesses durch kontinuierliches Absinken der Metallpigmente. Hierdurch werden über die Beschichtungszeit Schichten mit verändertem Binder-Pigment-Verhältnis erzeugt.
Um den Vorteil des NG ZFC aufzuzeigen, wurde das folgende Experiment durchgeführt: Die Referenzprobe wurde zuerst mit einer hohen Scherrate für 30 s belastet und anschließend wurde nach zuvor beschriebener Methode das Rheogramm aufgenommen. Nach der ersten Messung wurde die Dispersion für einen Zeitraum von 1 h bis 3 h ruhengelassen und das Rheogramm erneut aufgenommen. Auf diese Art und Weise wurden insgesamt drei Messzyklen durchgeführt. Das Ergebnis der Untersuchung zeigt Abbildung 9.

Abb. 9: Rheogramm von Zinklamellendispersionen (Referenzprobe), bei dem die Entwicklung der Viskosität über die Zeit nach Reduzierung der Scherbelastung, angezeigt durch die Scherrate als graue Kurve und nach jeweils ~ 1 h, aufgetragen ist (Ruhezeit zur vorausgehenden Messung ansteigend von grün, rot, blau nach schwarz)
Es ist deutlich zu erkennen, wie sich die einzelnen Rheogramme voneinander unterscheiden. Aufgrund der unzureichenden Stabilisierung der Metallpigmente kommt es bei der Referenzprobe zu einem schnellen Absetzen und einer, durch Koagulation der Lamellen bedingten, unterschiedlichen Entwicklung der Viskosität. Eine homogene Schichtverteilung über mehrere Zyklen hinweg in einem laufenden Prozess kann so nicht sichergestellt werden. Dies wird deutlich, wenn ein fester Zeitpunkt t = 74 s nach Reduzieren der Scherbeanspruchung gewählt und die Viskosität η74s zu diesem Zeitpunkt betrachtet wird. Über mehrere Zyklen hinweg variiert η74s mit einer sehr großen Schwankung von 440 Pa∙s bis hin zu 7 Pa∙s.
Abbildung 10 zeigt die Untersuchung mit gleichem Vorgehen an NG ZFC. Die Untersuchung von Zyklus 1 wurde bei t = 0 durchgeführt, von Zyklus 2 nach einer Ruhezeit von t = 1 h und von Zyklus 3 nach t = 24 h. Durch die gute Stabilisierung der Zinklamellen und der leichten Dispergierbarkeit ist selbst nach einer sehr langen Standzeit der identische Verlauf der Viskosität über die Zeit zu erkennen. Dies ermöglicht eine homogen zusammengesetzte Trockenschicht auf den Bauteilen, auch während einer langen Beschichtungsperiode im laufenden Produktionsbetrieb.

Abb. 10: Rheogramm von Zinklamellendispersionen (NG ZFC); aufgetragen ist die zeitliche Entwicklung der Viskosität nach Reduzierung der Scherbelastung, angezeigt durch die Scherrate (graue Kurve) und nach unterschiedlichen Ruhezeiten ausgehend der vorhergehenden Messung, aufgenommen zum Zeitpunkt t = 0 (schwarz), t = 1 h (blau) und t > 24 h (grün)
5 Fazit
Die Beschichtung Coventya NG ZFC stellt einen neuen Stand der Technik auf dem Gebiet der Zinklamellenüberzüge dar. Durch seine besonderen rheologischen Eigenschaften ist das Fließverhalten von NG ZFC ideal auf die Beschichtungstechnik des Tauch-Schleuder-Verfahrens eingestellt, mit dem Mehrwert, eine gleichmäßige Schichtverteilung auf der gesamten Teileoberfläche zu erhalten. Die rheologischen Eigenschaften wurden durch Rheogramme veranschaulicht und einer Zinklamellendispersion nach Stand der Technik gegenübergestellt, wobei NG ZFC im Vergleich zur Referenz in den untersuchten Bereichen klare Vorteile aufwies. Durch die gute Stabilisierung der lamellaren Metallpigmente in der Dispersion wurde neben der Vermeidung eines harten Bodensatzes eine homogen zusammengesetzte Trockenschicht über eine ausgedehnte Anwendungszeit von > 24 h erreicht und bewiesen. Als Folge der gleichmäßigen Schichtverteilung über das gesamte Bauteil konnte in der neutralen Salzsprühnebelprüfung ein deutlich höherer Korrosionsschutz als bei der Referenzprobe nachgewiesen werden.
Literatur
[1] P. Hülser, C. Donner, G. Bauer, S. Hahn: Elektrochemische Untersuchung von Zinklamellenüberzügen; Galvanotechnik, September 2014, S. 1873–1884
[2] H. Sahrhage, M. Krumm, A. Hill, K. Wojczykowski: Zinc Flake Coatings vs Zinc-Nickel Electroplating: New Trends and Developments; Konferenzbeitrag Eurocorr 2014
[3] H. Gräfen, E.-M. Horn, H. Schlecker, H. Schindler: Ullmann‘s Encyclopedia of Industrial Chemistry; Wiley-VCH, 2000
[4] U. Hoffmann, V. Krenzel: Surface Finishing AISF Conference, 2012, 18
[5] M. Iijima, M. Tsujimoto: Corrosion Resistance Mechanism of a Chromium-Free Zinc-Flake Coating Film on Scratched Areas; Product Finishing Magazin Online, Posted 04.07.2011
Kontakt
E-Mail: m.krumm@coventya.com
Hinweis
Der Inhalt des vorliegenden Artikels wurde auf den ZVO-Oberflächentagen 2014 in Neuss als Vortrag mit dem Titel Korrosionsschutz durch Zinklamellensysteme mit optimierten Eigenschaften präsentiert.
DOI: 10.7395/2015/Krumm1
