Fachwörter-Lexikon
Das vollständige Fachwörter Lexikon ist nur für Abonnenten abrufbar. Sie sind nicht angemeldet, bitte loggen Sie sich ein oder schliessen Sie ein Abonnement ab.
Kalottenschliff
Besonders für sehr harte und dünne Schichten, beispielsweise für Hartstoffschichten auf Werkzeugen, wird das Verfahren des Kalottenschliffs eingesetzt. Hierbei wird eine Kugel aus hochfestem Stahl auf der zu untersuchenden Oberfläche solange in Rotation versetzt, bis die zu untersuchende Schicht eine Vertiefung in Form eines Kugelsegments enthält. Zur Unterstützung des Schleifvorganges wird Poliersuspension zugegeben (z. B. mit Diamant- oder Siliziumcarbidpulver). Mittels geometrischen Gleichungen kann aus den vermessbaren Kreisen für die Oberfläche der Hartstoffschicht und des Grundmaterials die Dicke der Schicht errechnet werden.
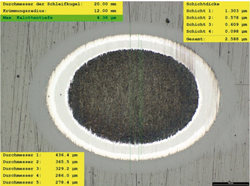
Kalottenschliff / Bildquelle: Kommer
Verbundwerkstoffe
Mehrphasige, makroskopisch homogene Werkstoffe (d. h. von außen ist der Verbund nicht erkennbar), deren Bestandteile oder Phasen in der Regel aus unterschiedlichen Werkstoffhauptgruppen (Metalle, Polymere oder Keramiken) stammen, die ineinander nicht löslich sind. Die überwiegende Komponente (nach Masse oder Volumen) wird als Matrix (bzw. Substrat oder Grundmasse) bezeichnet. Sie übernimmt die Erhaltung der Form, stützt die andere(n) Komponente(n) und schützt sie vor äußeren Einflüssen (z.B. Korrosion). In diese Matrix sind zur Verbesserung bestimmter Eigenschaften zwei oder mehrere andere Komponenten (Verbundphase) eingelagert. Aufgrund ihrer besonderen Eigenschaften übernimmt die Verbundphase bestimmte Funktionen (z.B. Festigkeit), die vom Matrixwerkstoff nicht erfüllt werden kann.
Metallabscheidung – allgemein
Der Begriff der Metallabscheidung wird im allgemeinen für die Herstellung von metallischen Beschichtungen verwendet, im engeren Sinn allerdings für die elektrochemische Herstellung von metallischen Überzügen. Die elektrochemische Abscheidung wird unterteilt in die Abscheidung über einen äußeren Stromkreis (galvanische Metallabscheidung) und eine außenstromlose oder chemische Metallabscheidung.
Neben der elektrochemischen Metallabscheidung existieren einige Arten der physikalischen Abscheidung beispielsweise durch Tauchen in flüssiges Metall (Feuerverzinken, Tauchverzinnen), verschiedenen Arten des mechanischen Auftragens durch Hämmern, Reiben (Blattvergolden) oder Walzen (Walzplattieren) oder das Aufdampfen im Vakuum.
Mit Hilfe der Metallabscheidung ist es möglich, die Eigenschaften des Grundwerkstoffes zu ändern oder zu erweitern. Eine der wichtigsten Aufgaben besteht heute in der Erhöhung der Korrosionsbeständigkeit, was insbesondere bei Eisenwerkstoffe zum Einsatz kommt. Ein weiterer interessanter Aspekt ist die Erhöhung der Verschleißbeständigkeit, die vor allem durch die Abscheidung von Chrom oder Nickel-Phosphor möglich ist. Schließlich bietet die Abscheidung von Mehrfachschichten aus Nickel-Chrom oder auch aus Edelmetallen wir Gold, Palladium oder Silber die Möglichkeit, die Farbe und die Haptik zu ändern. Insbesondere im Automobilbereich stehen bei der Beschichtung von Kunststoffteilen für den Innenbereich von Fahrzeugen Farbe und Haptik im Vordergrund.