Fachwörter-Lexikon
Das vollständige Fachwörter Lexikon ist nur für Abonnenten abrufbar. Sie sind nicht angemeldet, bitte loggen Sie sich ein oder schliessen Sie ein Abonnement ab.
Härten
Unter Härten versteht man das Erwärmen auf Härtetemperatur (auch als Austenitisieren bezeichnet) und nachfolgendem Abkühlen mit solcher Geschwindigkeit, dass oberflächlich oder durchgreifend eine erhebliche Härtesteigerung durch Martensitbildung eintritt. Der Härtevorgang lässt sich in drei verfahrenstechnische Schritte gliedern: Erwärmen auf Härtetemperatur, Halten (wenige Minuten bis etwa eine Stunde), Abschrecken mit einer Abkühlgeschwindigkeit, die größer ist als die kritische Abkühlgeschwindigkeit. Das Abschrecken aus der Härtetemperatur kann kontinuierlich oder (zur Verminderung innerer Spannungen) stufenweise erfolgen.
Die erforderliche Härtetemperatur hängt in hohem Maße von der chemischen Zusammensetzung des Stahles, also von seinem Kohlenstoffgehalt sowie von Art und Menge eventuell vorhandener Legierungselemente ab.
Wird ein Stahl aus dem Austenitgebiet abgekühlt, dann muss aufgrund der Polymorphie des Eisens eine Gitterumwandlung von kubisch-flächenzentriert nach raumzentriert stattfinden. Ob nun vor beziehungsweise bei dieser Gitterumwandlung eine Diffusion von Eisen- beziehungsweise Kohlenstoffatomen möglich ist, hängt in hohem Maße von der Abkühlgeschwindigkeit ab. Mit zunehmender Abkühlgeschwindigkeit steht für eine Diffusion weniger Zeit zur Verfügung, der Austenitkristall wird in zunehmenden Maße unterkühlt. Die Umwandlung findet damit bei tieferen Temperaturen und unter zunehmend schlechteren Diffusionsbedingungen statt. Der Kohlenstoff bleibt im krz-Gitter zwangsgelöst und verspannt das Gitter tetragonal. Dies ist die Ursache für die hohe Härte und hohe Festigkeit des Martensits, aber auch für seine außerordentlich geringe Zähigkeit und seine praktisch nicht vorhandene Verformbarkeit.
Üblicherweise wird das Werkstück im Anschluss an das Härten auf Temperaturen zwischen 150 °C und 250 °C in Öl, Warmbädern oder erhitzter Luft angelassen. Die Anlassdauer beträgt mindestens 1 h, üblicherweise 2 h bis maximal 4 h. Dadurch wird das Material in die optimalen Gebrauchsbedingungen überführt.
Feuerverzinken
Durch Feuerverzinken werden Korrosionsschutzschichten mit den höchsten Beständigkeitswerten erzielt. Die Auftragung erfolgt durch Tauchen der gereinigten und in Salzsäure gebeizten Teile. Beschichtbar sind Eisenlegierungen und Stähle in verschiedenen Zusammensetzungen, wobei zur Erzielung der besten Ergebnisse bezüglich Haftung die Bildung einer Übergangszone zwischen den Grundwerkstoff und der Zinkschicht erforderlich ist. Gut für das Feuerverzinken geeignet sind Stähle mit den Elementen Silizium und Phophor. Bei dem aufgebrachten Zink handelt es sich in der Regel um eine Zinklegierung mit geringen Anteilen an Fremdmetallen, durch die sich der Schmelzpunkt der Legierung verändert.
Zusammensetzung der Zinkschmelze
| Anteil in Massen% | |
| Zink | ca. 99 |
| Blei | 0 bis ca. 1 |
| Bismut | <0,1 |
| Zinn | <1,2 |
| Nickel | <0,06 |
| Titan | <0,3 |
| Vanadium | <0,05 |
| Aluminium | <0,03 |
Die Schmelzpunkte der unterschiedlichen Zinklegierungen liegen zwischen etwa 430 °C und etwa 640 °C. Die Beschichtungszeiten hängen deutlich vom Volumen des zu beschichtenden Teils ab, da dieses nur dann eine brauchbare Schicht erhält, wenn die Schmelztemperatur erreicht wird. Üblich sind Zeiten zwischen 5 Minuten und etwa 20 Minuten. Ein weiterer Faktor, bei dem die Zusammensetzung der Zinkschmelze eine Rolle spielt, ist die herstellbare Schichtdicke, die je nach Einsatzfall und Zinklegierung zwischen etwa 50 µm und etwa 200 µm liegen kann.
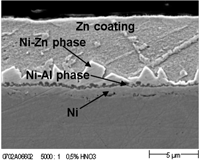
Zinkschicht auf vernickeltem (<0,1 µm) Stahl, wobei sich intermetallische Phasen in der Übergangszone bilden / Bildquelle: M. Blumenau
Damit werden je nach Standort und Kombination mit weiteren Beschichtungsarten wie beispielsweise einer zusätzlichen Pulverlackierung Beständigkeitsdauern von mehr als 50 Jahren erreicht. Die stärksten Belastungen im Hinblick auf die Korrosion stellen marine Umgebungen dar. Hier werden seit einigen Jahren im Bereich der Feuerverzinkung sogenannte Duplexschichten eingesetzt. Duplexsysteme bestehen aus einer durch Feuerverzinken aufgebrachten Zinkschicht sowie einer zusätzlichen Lackierung, entweder als Nasslack oder als Pulverlack. Die Art der Lackierung richtet sich beispielsweise nach der Belastung im Einsatz (z.B. marine oder urbane Umgebung), der gewünschten Farbgebung oder den zulässigen Kosten für die Beschichtung. Zu berücksichtigen ist, dass die durch Feuerverzinken aufgebrachte Schicht relativ spröde ist, weshalb nur Fertigteile vor dem Einsatz verzinkt werden sollten.
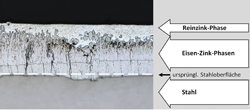
Phasen einer Zinkschicht aus der Feuerverzinkung gemäß DIN EN ISO 1461 / Bildquelle: Fontaine Technologie GmbH

Feuerverzinken eines Fahrzeugrahmens / Bildquelle: Fontaine technologie GmbH
Teilchenverbundwerkstoffe
einbetten von runden oder geometrisch unbestimmten Teilchen in eine metallische, keramische oder polymere Matrix. Die Teilchengrößen liegen in der Regel im Bereich von 0,01 bis 0,1 μm und ihre mittleren Abstände bei 0,1 bis 0,5 μm. Bei den Partikeln kann es sich um Oxide, Carbide, Nitride, Boride oder auch um Graphit handeln. Die Teilchen werden entweder mit dem als Pulver vorliegenden Matrixwerkstoff vermischt und anschließend gesintert oder in die Schmelze des Matrixwerkstoffs eingerührt. Beispiele für wichtige Teilchenverbundwerkstoffe sind bestimmte verstärkte Kunststoffe (z.B. Epoxidharze oder ungesättigte Polyesterharze mit Gesteinsmehl), Hartmetalle und Cermets (Hartmetalle auf der Basis von Titankarbonitrit), dispersionsverfestigte Aluminiumlegierungen mit unlöslichen Oxiden (Y2O5, La2O3, ThO2), dispersionsgehärtete NiCr-Superlegierungen, sogenannte ODS-Legierungen (Oxide Dispersion Strengthened). Letztere werden für mechanisch und thermisch (>1000 °C) hoch beanspruchte Bauteile eingesetzt.