

Parts produced by Fused Filament Fabrication (FFF) exhibit anisotropic mechanical properties due to limited interlayer bonding. Plasma treatment is known to improve adhesion in polymers by introducing reactive surface groups. While previous studies have demonstrated improved interlayer adhesion using plasma treatments with noble gases such as helium or argon, this study investigates the application of atmospheric pressure plasma (APP) with pressurized air in an in-process configuration during FFF. PLA specimens based on ISO 527Type 5A geometry were fabricated and subjected to tensile testing immediately after printing. Under optimized treatment conditions, plasma activation increased the tensile strength across layers by up to 10 %. Reduced exposure resulted in a smaller strengthening effect, whereas excessive exposure decreased tensile strength, likely due to the degradation of surface polymer chains. These results indicate that in-process plasma activation using pressurized air can enhance interlayer bonding in FFF while avoiding the cost and complexity associated with noble gas plasma systems.
1 Introduction
Anisotropic characteristics of 3D prints are a well-documented issue in Fused Filament Fabrication (FFF) resulting from insufficient cohesion between lines and more so layers of material [1]. When a new layer of polymer is dispensed, the hot thermoplastic is transferring heat to the material deposited in previous layers, allowing the polymer chains to bond by diffusion. Due to imperfections in the bonding process, some inherent to FFF, tensile strength is reduced. In a study by Hanon et al. a reduction of tensile strength of about 40 % from along the layer lines as compared to across the layers was reported [2]. This study reports the use of pressurized air for in-process atmospheric pressure plasma (APP) treatment to increase the tensile strength across the layers of 3D printed parts and mitigate anisotropy.
Plasma treatment is a common way in polymer engineering to increase bonding strength for adhesives by introducing free radicals and functional groups into a surface [3]. While several other authors were successful in improving the mechanical properties of produced parts by plasma treatment, the use of atmospheric pressure plasma in-process with pressurized air has not been studied to the authors’ knowledge. Similar methods studied include Narahara et al. who studied the use of helium plasma on inter-layer bonding [4], a study of Shih et al. where shear bond strength was tested and the parts removed during printing for an ex-situ plasma treatment, also with helium [5]. Zarei et al. further demonstrated that in-situ cold argon plasma treatment can enhance surface roughness, interlayer bonding, and tensile properties of PLA scaffolds [6].
In comparison with the other works mentioned the use of pressurized air promises reduced cost compared to helium, argon or other bottled gases while the application in-situ would allow for uninterrupted production without additional, manual steps.
2 Materials and Methods
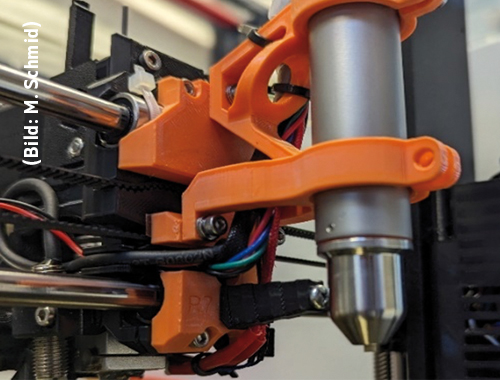
For all experiments, a Prusa i3 MK2.5S 3D printer (Prusa Research, Prague, Czech Republic) was used with 1.75 mm polylactic acid (PLA) filament (Creality, Shenzhen, China). Atmospheric pressure plasma was generated using a kINPen 11 (Neoplas, Greifswald, Germany), equipped with the molecular gas electrode head. Pressurized air served as the working gas at a flow rate of 5 slm to 5.5 slm. The kINPen was mounted on the backside of the printhead by a custom 3D-printed holder, as seen in Figure 1, moving with the nozzle on an offset along the Y-axis.

Fig. 1: Custom mount on the printhead with kINPen
The specimen geometry (Fig. 2) was based onISO 527Type 5A tensile bars and was modified for printing stability. The gripping sections and gauge length were shortened to reduce print errors, while preserving the geometry relevant for mechanical testing. Finite element simulations confirmed that the adapted design did not introduce stress concentrations.

Fig. 2: ISO 527 based tensile bar with clamping
A dual-print strategy was implemented to directly compare treated and untreated samples. Each layer was first printed for both specimens, followed by plasma treatment on one sample, while the other remained untreated as reference. The toolpath was adapted such that after each layer, the printhead automatically moved to the plasma treatment position. The g-code was generated in PrusaSlicer (Prusa Research, Prague, Czech Republic) with the standard printing profile for a 0.4 mm nozzle and a layer height of 0.2 mm. To ensure a fully solid structure, the number of perimeters (wall lines) was increased to three. The g-code was modified in a text editor, avoiding interference with the slicing algorithm for subsequent specimens, when adjusting the tool speed and the distance of the plasma nozzle for the atmospheric pressure plasma treatment. Before each experiment, the kINPen was preheated for 15 minutes according to the manufacturer’s instructions to ensure stable output. While not printing, the filament was stored in a vacuum chamber to protect it from moisture.
Tensile strength tests were carried out on a Alluris FMT-313 Universalprüfstand (Alluris, Freiburg, Germany), in accordance with EN ISO 527-1/-2. The tests were performed immediately after the printing process to minimize potential effects of environmental aging and moisture absorption. Each experiment was repeated six times, resulting in a total of twelve specimens.
Three preliminary test series were conducted with 6 specimens each to evaluate the setup and the tensile strength of the material itself. In a first test series, specimens were printed in horizontal orientation to determine the tensile strength of PLA+ along the layers. In a second series the specimens were printed in vertical orientation to assess the interlayer adhesion with a pause implemented in the program after each layer change, during which the preceding layer was cooled using the part-cooling fan to evaluate if the results are applicable for larger cross-sections that cool before a subsequent layer is deposited and for the additional cooling time in the main tests resulting from the dual print strategy. In a third preliminary series, a nozzle was used to simulate the gas flow of the plasma jet with compressed air, isolating potential effects caused by the airflow.
3 Results
The preliminary tests showed that specimens printed vertically reached only about 40 % of the tensile strength of horizontally printed ones. Both, cooled with only the print fan and cooled with additional compressed air, exhibiting close tensile strength values, within the standard deviation of the other respectively (Tab. 1).

With the preliminary tests concluded, tensile strength tests of plasma treated specimens showed a maximum increase of 10 % with a tool speed during atmospheric pressure plasma treatment of 2000 mm/min at a distance of 26 mm between treatment surface and plasma nozzle. Tensile strength decreased when treatment was done with low speeds and close distance (Tab. 2).

4 Discussion
The preliminary tests resulted in almost identical tensile strength values for both vertically printed series, suggesting no significant effects from cooling or displacement effects of the high-pressure gas flow which would be needed to be accounted for with the untreated reference samples. The vertically printed series show tensile strengths of only about 40 % of the horizontally printed series this value is at 60 % in the study conducted by Hanon et al. [2], showing less anisotropy but lower absolute values in either orientation. Reasons for these differences include but are not limited to:
- different cross-sections and infill pattern of the specimen
- varying printing parameters
- the composition condition of the PLA filament
- the hard- and firmware used.
The tensile strength in plasma treated samples increased up to 10 %, increasing speeds or distance from these settings, resulting in shorter and less intense exposition, reduced the increase of tensile strength, but did not reduce the absolute values below the reference. Stronger exposition, due to closer distances and slower speeds on the other hand resulted in a reduction of the tensile strength even below the reference values. This reduction is possibly attributed to the deterioration of surface molecules as plasma species react with the polymer chains.
5 Conclusion
Plasma activation with atmospheric pressure plasma can increase the tensile strength acrossthe layers of 3D-prints produced with FFF morethan 10 % with moderate plasma exposition. Less exposition can decrease the positive effects but not the absolute tensile strength below values obtained without plasma exposition. An increased exposition from the optimal values can deteriorate the surface molecules, breaking polymer chains and reducing tensile strength even below the original values.
DOI: 10.7395/2026/Schmid2
References
[1] T. Q. Tran, F. L. Ng, J. T. Y. Kai, S. Feih, M. L. S. Nai: Tensile Strength Enhancement of Fused Filament Fabrication Printed Parts: A Review of Process Improvement Approaches and Respective Impact; Additive Manufacturing, vol. 54, p. 102724, 2022, doi: 10.1016/j.addma.2022.102724
[2] M. M. Hanon, J. Dobos, L. Zsidai: The influence of 3D printing process parameters on the mechanical performance of PLA polymer and its correlation with hardness; Procedia Manufacturing, vol. 54, pp. 244–249, 2021, doi: 10.1016/j.promfg.2021.07.038
[3] D. Hegemann, H. Brunner, C. Oehr: Plasma treatment of polymers for surface and adhesion improvement; Nuclear Instruments and Methods in Physics Research Section B: Beam Interactions with Materials and Atoms, vol. 208, pp. 281–286, 2003, doi: 10.1016/S0168-583X(03)00644-X
[4] H. Narahara, Y. Shirahama, H. Koresawa: Improvement and Evaluation of the Interlaminar Bonding Strength of FDM Parts by Atmospheric-Pressure Plasma; Procedia CIRP, vol. 42, pp. 754–759, 2016, doi: 10.1016/j.procir.2016.02.314
[5] C.-C. Shih, M. Burnette, D. Staack, J. Wang, B. L. Tai: Effects of cold plasma treatment on interlayer bonding strength in FFF process; Additive Manufacturing, vol. 25, pp. 104–111, 2019, doi: 10.1016/j.addma.2018.11.005
[6] M. Zarei, S. S. Sayedain, A. Askarinya, M. Sabbaghi, R. Alizadeh; Improving physio-mechanical and biological properties of 3D-printed PLA scaffolds via in-situ argon cold plasma treatment; Scientific reports, vol. 13, no. 1, p. 14120, 2023, doi: 10.1038/s41598-023-41226-x
*Corresponding author
Marvin Schmid, email: marvin.schmid@hs-furtwangen.de
