Das Hartlöten unter Schutzgas hat eine große Bedeutung in der Metallverarbeitung und bietet neben dem Fügen von Rohrbaugruppen und Wärmetauschern für die Automobilindustrie auch eine sehr interessante Möglichkeit im Bereich des Verschleißschutzes von Stahlteilen. Die zu diesem Zweck entwickelten BrazeCoat-M- und BrazeCoat-S-Verfahren ermöglichen die Herstellung von konturgenauen Hartstoffschichten, die bis zu 70 Vol.-% feinkörnige Carbidpartikel enthalten können. Es lassen sich auf diese Weise extrem harte Verbundschichten aus Hartstoffpartikeln in Hartlegierungsmatrix erzeugen, deren Dicke zwischen etwa 0,1 mm und 0,3 mm bei BrazeCoat-S und etwa 1,5 mm bis 3,5 mm bei BrazeCoat-M variiert werden kann. Die durch Löten erzeugte Verbundschicht ist konturgenau kantenscharf und nahezu porenfrei.
1 Einleitung
Die Anforderungen an eine Schutzschicht auf Verschleißteilen sind sehr unterschiedlich und leiten sich aus den Beanspruchungen ab, die auf das entsprechende Bauteil einwirken, sowie aus der erforderlichen Funktion der Beschichtung. Die Wahl des Beschichtungsverfahrens wiederum wird beeinflusst durch die Bauteilgeometrie und den zu beschichtenden Grundwerkstoff.
Die typischen Anwendungen von BrazeCoatSchichten finden sich in Bereichen, in denen starker abrasiver oder erosiver Verschleiß, gegebenenfalls auch in Kombination mit korrosiver Beanspruchung, auftreten. Das BrazeCoat-Verfahren ist eine Ergänzung zu den etablierten Verschleißschutzverfahren, wie zum Beispiel dem thermischen Spritzen oder dem Auftragschweißen. Es ermöglicht für spezielle Anwendungen wirtschaftlich und technisch überlegene Lösungen.
2 Das Beschichtungsverfahren
BrazeCoat-Beschichtungen werden in Verbindung mit einer Wärmebehandlung unter Schutzgas oder Vakuum hergestellt. Die Besonderheit der Beschichtung ist das Einbetten von Wolframcarbid (WC) oder Chromcarbid (Cr3C2) in eine Nickellotmatrix, welche zusätzlich zum Grundwerkstoff eine stoffschlüssige Verbindung aufweist. Der Grundwerkstoff wird dabei nicht aufgeschmolzen, wie es für Lötverfahren charakteristisch ist. Im Vergleich zum Auftragschweißen entsteht keine Aufmischung des Grundwerkstoffs. Dadurch ist der Carbidanteil und somit die Härte höher als beispielsweise beim Auftragschweißen.
Die Carbide werden durch das aufschmelzende Nickellot benetzt und es entsteht dadurch eine hochfeste und extrem harte Verbundschicht mit einem feinkörnigen Carbidanteil bis zu 70 Vol.-%.

2.1 Beschichten mit Hartstoff- und Lotmatten
Beim BrazeCoat-M-Verfahren werden flexible Formteile (Matten) aus kunststoffgebundenen Carbiden sowie aus kunststoffgebundenen Hartlotpulvern (z. B. NiCrBSi/Ni620) maßgenau zugeschnitten und schichtweise auf dem Substrat platziert. Die fertige Beschichtung wird anschließend in einem Ofenprozess bei ungefähr 1100 °C erzeugt, indem die aufgetragene Carbidschicht durch die aufgeschmolzene Lotlegierung infiltriert und im gleichen Zuge auf dem Grundwerkstoff aufgelötet wird. Durch passgenaue Mattenformteile lassen sich konturgenaue und kantenscharfe Verbundschichten von Schichtdicke von 1,5 mm bis 3,5 mm herstellen.
Das Verfahrensschema (Abb. 1) zeigt, wie das flüssige Lot in die Schicht aus den Carbidmatten infiltriert. Dies setzt voraus, dass das Löten unter Schutzgas in einem Förderbanddurchlaufofen oder in einem Vakuumofen stattfindet. Die auf den Werkstoffoberflächen befindlichen Oxidschichten werden dadurch reduziert, was für eine Benetzung der Oberflächen durch das flüssige Lot notwendig ist.

Abb. 1: Schema der Lotinfiltration beim BrazeCoat-M-System

Abb. 2. Einsatz von flexiblen Matten beim BrazeCoat-Verfahren
Komplexe Bauteilgeometrien können aufgrund der flexiblen Mattenstruktur (Abb. 2) mit dem BrazeCoat-M-Verfahren bestückt werden. Das Ausstanzen von Formteilmatten lässt sich sehr einfach mit entsprechenden Stanzwerkzeugen umsetzen. Die hergestellten konturgenauen und kantenscharfen Hartstoffschichten können eine Makrohärte bis zu 1240 HV10 erreichen.
2.2 Beschichten mit Suspensionen aus Hartstoff und Lot
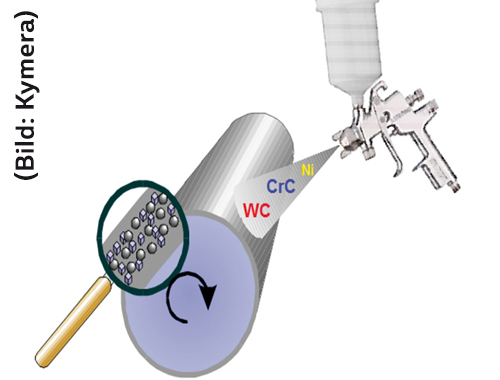
Beim BrazeCoat-S-Verfahren werden die Oberflächen von hoch beanspruchten Bauteilen mit einer Suspension aus Hartstoff beziehungsweise Hartlot durch ein einem Lackierprozess ähnlichen Verfahren aufgetragen (Abb. 3). Die dabei hergestellten Schichten werden anschließend in einem Ofenprozess unter Schutzgas oder Vakuum bei einer Löttemperatur von etwa 1100 °C aufgelötet.

Abb.3: Spritzprozess für das BrazeCoat-S-Verfahren
Die benötigte Suspension wird in einem gesonderten Mischverfahren hergestellt. Sie besteht aus feinem Carbidpulver und Lotpulver, eingelagert in einer organischen Matrix aus Binder und Lösemittel. Der speziell entwickelte Binder für die Suspension dient als Transportmittel mit sehr guter Tragfähigkeit der Carbidkörner und Lotkugeln. Eine weitere Besonderheit ist die sehr gute Klebeeigenschaft an der Bauteiloberfläche. Auf diese Weise können Hartstoffbeschichtungen mit Schichtdicken von etwa 0,1 mm bis 0,3 mm erzeugt werden.
3 Struktur und Eigenschaften auftraggelöteter Schichten
Die durch BrazeCoat-M-Verfahren hergestellten Hartstoffschichten beinhalten in der Matrix aus Nickellot Carbide mit einer sehr hohen Packungsdichte, die bis zu 70 Vol-% erreichen kann. Das Gefüge einer Hartstoffschicht in Abbildung 4 zeigt diese hohe Packungsdichte der Carbide (graue Körner) und die Nickellotmatrix (helle Phase zwischen den grauen Körnern). Gut zu erkennen ist die Diffusionszone zwischen Nickellot und Grundwerkstoff (helles Band zwischen Hartstoffschicht und Grundwerkstoff). Es lässt sich somit eine hochfeste stoffschlüssige Verbindung durch das Löten unter Schutzgas oder Vakuum herstellen.

Abb. 4: Gefüge einer BrazeCoat-Schicht
Auch die mit BrazeCoat-S erstellten Hartstoffschichten sind dicht, glatt und nahezu porenfrei (< 1 %). Auf eine mechanische Nachbearbeitung kann für die meisten Anwendungsfälle verzichtet werden. Aufgrund des hohen Hartstoffanteils der Verbundschicht werden hohe Härtewerte von bis zu 800 HV10 erreicht.
Verschleißuntersuchungen im Labortest als auch am Bauteil unter Betriebsbedingungen, zeigen im Vergleich zu nitrierten, borierten, auftraggeschweißten oder thermisch gespritzten Schichten einen deutlich höheren Widerstand gegen abrasiven Verschleiß.
4 Anwendungen der BrazeCoat-Verfahren
4.1 BrazeCoat-Matte
Typische Anwendungen von BrazeCoat-M-Schichten finden sich in den Bereichen, in denen sehr starker abrasiver Verschleiß oder eine Kombination aus abrasivem und korrosivem Verschleiß auftritt, zum Beispiel an Bauteilen wie Mischerschaufeln, Extrudergehäusen und Förderbandabstreifern. Auch bei hoher erosiver Verschleißbeanspruchung hat sich das BrazeCoat-M-Verfahren bewährt.
Anwendungsbeispiele finden sich in der Kunststoffindustrie, wie beispielsweise bei Granulatorscheiben, Sichterrädern in der Pulververarbeitung sowie für den Schutz von Mahlwerkzeugen. Weitere Einsatzmöglichkeiten liegen bei Gegenschneiden von Schlagmessern in der Landwirtschaft und Schneidewerkzeugen in der Holzindustrie.
4.2 BrazeCoat-Suspensionen
Das BrazeCoat-S-Verfahren wird erfolgreich zum Schutz von Streuschaufeln für den Landmaschinenbau eingesetzt (Düngemittelstreuer). Es ermöglicht auch die konturgenaue Hartstoffbeschichtung für geriffelte Oberflächen einer Prallmühle. Eine besondere Anwendung der BrazeCoat-S-Beschichtung ist die Rohrinnenbeschichtung gegen abrasives Medium. Ebenso werden Oberflächen von Loch- und Spaltsieben beschichtet.
Eine weiter besondere Anwendung der BrazeCoat-S-Beschichtung ist die Oberflächenbeschichtung von Pumpenlaufrädern aus Eisenguss für abrasive Medien wie Schleifmittelkühlwasser oder gegen Erosion durch das Zinnlot beim Weichlöten. Größere Stahlblechkonstruktionen wie zum Beispiel Sichterräder oder Schüttguttrichter können mit der BrazeCoat-S-Beschichtung problemlos beschichtet werden.
5 Über Kymera
Kymera International ist ein weltweit agierender Entwickler von Verfahren unter Einsatz von Werkstoffen in unterschiedlichen Zustandsformen, vorzugsweise in Pulver- und Pastenform. Das Unternehmen agiert in den Branchen Spezialmaterialien und Oberflächentechnologien und bedient eine Vielzahl unterschiedlicher Märkte weltweit; von der Luft- und Raumfahrt bis zur Medizin, von der Automobilindustrie bis zur Elektronik. Die vorhandene Expertise ermöglicht die Bereitstellung innovativer Lösungen aufgrund von transformativem Potenzial fortschrittlicher Materialien.
Das BrazeCoat-S-Verfahren wurde von der Innobraze GmbH für Löt- und Verschleißtechnik entwickelt und wird von ihr vertrieben. Näheres dazu ist auf der Internetseite des Unternehmens zu finden.
- www.innobraze.de
- www.kymerainternational.com

