

Gut benetzend ist nicht immer sauber! Teil 2
Nur mit einer ausreichenden Vorbehandlung – insbesondere einer Vorreinigung zur Entfernung von unterschiedlichen Arten an Schmutz oder störenden Stoffen – ist es möglich, die gewünschte Funktion oberflächenbehandelter Bauteile zu erzielen. Zu den abzureinigenden Stoffen zählen je nach Art des Grundwerkstoffes meist Hilfsstoffen wie Schneidöle-/-emulsionen, Tiefziehfette, Wachse oder Polier-pasten, aber auch Rückstände aus der Werkstoffbearbeitung wie Späne. Für den Vergleich der beiden Verfahren Plasmareinigung und CO2-Schneestrahlreinigung wurden Kombinationen von unterschiedlichen Verunreinigungen und Grundwerkstoffen gereinigt und die erzielten Ergebnisse mit verschiedenen Verfahren der Reinheitsprüfung bewertet. Es zeigt sich hierbei, dass je nach Art der Verunreinigung und des Substrats eine Reinigungstechnologie ausreichend ist, darüber hinaus aber auch die Kombination der beiden Verfahren im Hinblick auf die Reinigungsqualität empfohlen werden kann.
5 Studie zur Kombination von Atmosphärenplasma-Reinigung und CO2-Schneestrahlreinigung
Die Atmosphärenplasma-Feinstreinigung von Teilen aus Metall, Aluminium, Kunststoff oder Glas ist ein seit längerem industriell etabliertes Verfahren. Dabei werden Partikel und organische Stoffe entfernt. Auch die CO2-Schneestrahlreinigung ist ein verbreitetes, etabliertes Verfahren, das durch eine Kombination aus thermischem, mechanischem, Sublimations- und Lösemitteleffekt partikuläre und filmische Verunreinigungen entfernt.
Bisher gibt es jedoch keine Erfahrungen mit der Kombination beider Verfahren, was anlagentechnisch relativ einfach zu realisieren wäre. Ziel der vorliegenden Studie war die Klärung der Frage, ob eine Kombination der beiden Verfahren hinsichtlich des Reinigungsergebnisses Vorteile bietet und damit das Einsatzspektrum erweitert werden kann. Dazu wurden eine Reihe von Reinigungsversuchen mit verschiedenen Substraten und definierten Verunreinigungen durchgeführt.
Im Folgenden werden die gewählten Testmaterialien, die aufgebrachten Verschmutzungen sowie auch die Paramater der beiden Reinigungsmethoden dargelegt. Des weiteren werden die erhaltenen Messmethoden für die Oberflächenbenetzbarkeit (Randwinkelmethode) und Sauberkeit (EDX/EDS sowie Fluoreszenzmessung) erläutert. Da hier einige hundert Messwerte für die vielen Kombinationen aus Substratmaterial und Verschmutzungen angefallen und ausgewertet wurden, kann hier aus Platzgründen nicht die Gesamtheit der Ergebnisse dargestellt werden. Es werden aber exemplarisch einige Ergebnisse der EDX/EDS-Messung gezeigt und es wird ein Überblick über die Korrelation zwischen Randwinkelmessung und der Sauberkeit aus Fluoreszenzmessung gegeben.
5.1 Substrate und Testverschmutzungen
Als Testobjekte wurden folgende Materialien herangezogen:
- Aluminium blank, unbehandelt, Dicke 1,0 mm
- Aluminium eloxiert, Dicke 10 mm
- Leiterplatte mit Kupferbahnen, drei Schichten, Dicke 1,6 mm
- Industrieglas, Dicke 3,0 mm
- PP schwarz, Dicke 3,0 mm
- Edelstahl 1.4301, Dicke 5,3 mm
Zur Herstellung einer definierten Verunreinigung wurden folgende Testsubstanzen verwendet:
- WD 40 (Kriechöl)
- Schmieremulsion
- Minimalmengenschmierung (MMS)
- Elektrolytlösung
- Handcreme (Kamill Hand- und Nagelcreme, Burnus GmbH)
Die Testsubstanzen wurden auf die verschiedenen Substrate in einer kleinen, jeweils etwa gleichen Menge aufgetragen und auf eine Fläche von etwa 2 cm2 gleichmäßig verteilt.
5.2 Anlagenparameter CO2-Reinigung

Abb. 4: CO2-Schneestrahl-Anlage der acp AG
Bei der verwendeten Strahlanlage zur Reinigung mit Kohlenstoffdioxid handelt es sich um einen Prototyp der acp AG, Baujahr 2005 (Abb. 4). Eingesetzt war eine Kapillare mit einem Durchmesser von 0,35 mm. Die Proben wurden mittels Federklammern an einem programmierbaren xyz-Tisch fixiert. Die Anlage wurde mit folgenden Anlagenparametern betrieben:
- CO2 Druck: 57 bar
- Druckluft Arbeitsdruck: 11 bar
- Bahnabstand: 3 mm
- Abstand Düse – Probe: 50 mm, 60 mm oder 70 mm
- Geschwindigkeit: 60 mm/s oder 100 mm/s
- Auftreffwinkel:90°
5.3 Anlagenparameter Atmosphärenplasma-Reinigung
Bei der Reinigung mittels Atmosphärendruckplasma wurde eine Anlage mit einem Plasmagenerator der Plasmatreat, Typ FG5001, mit einer Rotationsdüse RD1004 eingesetzt (Abb. 5). Für den Betrieb standen folgende Anlagenparameter zur Verfügung:
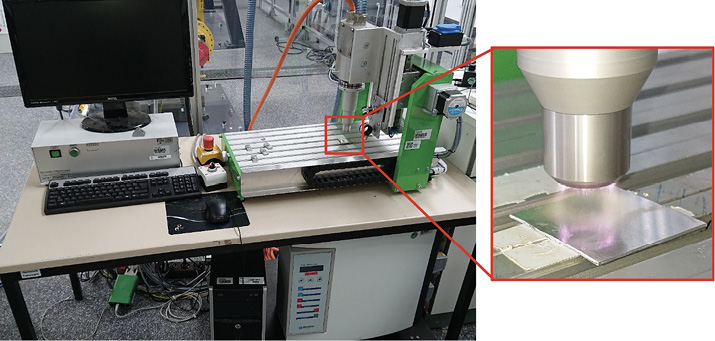
Abb. 5: Atmosphärenplasmaanlage mit Plasmatreat-Generator
- Generatorleistung: 1 kW
- Druckluft Arbeitsdruck: 3 bar
- Anzahl Zyklen: 1 oder 3
- Anzahl Bahnen: 3
- Vertikaler Abstand: 15 mm, 30 mm oder 40 mm
- Geschwindigkeit: v1 = 2000 mm/min, v2 = 500 mm/min oder 600 mm/min
5.4 Messung - Kontaktwinkel
Die Messung des Kontaktwinkels erfolgte mit einem Kontaktwinkelmessgeräte des Herstellers Dataphysics, Typ OCA 200 (Abb. 6), nach der Norm DIN EN ISO 19403. Als Prüfmedium wurde deionisiertes Wasser verwendet, das Probenvolumen war 2,5 µL und die Auftraggeschwindigkeit 1,0 µL/min. Die Berechnung des Kontaktwinkels erfolgte softwaregestützt. Es wurde jeweils der Mittelwert aus drei bis 13 Einzelmessungen gebildet und für die Auswertung verwendet (Abb. 7 und 8).

Abb. 6: Kontaktwinkelmessgerät Dataphysics OCA 200

Abb. 7: Kontaktwinkelmessung an einer Elastomerprobe
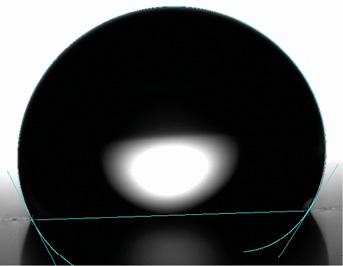
Abb. 8: Bild eines gemessenen Wassertropfens mit Tangenten und berechneten Kontaktwinkeln
5.5 Messung – Fluoreszenzintensität
Die Messung der Fluoreszenzintensität erfolgte berührungslos und zerstörungsfrei mit einem mobilen Messgerät CleanoSpector der SITA Messtechnik GmbH, Dresden (Abb. 9). Der CleanoSpector wird kommerziell zur Kontrolle der Sauberkeit von verschiedensten, vor allem metallischen Bauteilen verwendet. Erfasst werden organische Stoffe, die entweder aromatische oder ungesättigte Anteile (Doppelbindungen) enthalten, wie zum Beispiel Ester, Ketone oder Carbonsäuren. Es wird ein relativer Wert angezeigt, der umso niedriger ist, je sauberer die Oberfläche ist. Der Messwert kann zwischen 0 und etwa 3000 Einheiten liegen. Der Messabstand betrug bei den durchgeführten Untersuchungen etwa 5 mm bei einem Durchmesser des Messpunkts von etwa 1 mm. Die Anregung erfolgt bei 365 nm, die Detektion bei 460 nm (Herstellerangaben). Das Messergebnis ist abhängig von der Schichtdicke und kann bei Änderungen des Messabstands variieren. Umgebungslicht kann das Messergebnis geringfügig beeinflussen.

Abb. 9: CleanoSpector-Messgerät zur Bestimmung der Fluoreszenzintensität
5.6 Messung – Elementzusammensetzung mittels EDX
Die Elementzusammensetzung an der Oberfläche der Probe wurde mit energiedispersiver Röntgenspektroskopie (EDX) untersucht. Verwendet wurde dabei ein Rasterelektronenmikroskop (REM) Philips XL30 ESEM mit zusätzlichem EDX-Detektor (Abb. 10). Die Nachweisgrenze liegt bei diesem Verfahren typischerweise bei 0,1 Gew.-% für Elemente mit einer Ordnungszahl > 11. Die Eindringtiefe der Röntgenstrahlen beträgt etwa 0,1 µm bis 2 µm; oberflächliche Verunreinigungen konnten deshalb nur punktuell bestimmt werden.

Abb. 10: Rasterelektronenmikroskop (REM) mit EDX-Detektor
6 Kombination der Verfahren – Ergebnisse
In der Kombination der beiden Reinigungsverfahren wurde bei den Versuchen im ersten Schritt mit CO2-Schneestrahl und unmittelbar danach mit Atmosphärenplasma gereinigt.
6.1. EDS/EDX-Messungen
Die für die Untersuchungen herangezogenen Leiterplatten mit Kupferbahnen wurden für die Messungen mittels EDX in folgenden Zuständen untersucht:
- unbehandelt (Referenz) (Abb. 11)
- mit Schmieremulsion, gereinigt mit CO2-Schneestrahl, ohne sichtbare Rückstände
- verschmutzt mit Schmieremulsion, gereinigt mit CO2-Schneestrahl + Plasmareinigung, Rückstand visuell erkennbar
- verschmutzt mit Elektrolytlösung, gereinigt mit CO2-Schneestrahl, Rückstand visuell erkennbar
- verschmutzt mit Elektrolytlösung, gereinigt mit CO2-Schneestrahl + Plasmareinigung, Rückstand visuell erkennbar
- verschmutzt mit Handcreme, gereinigt mit CO2-Schneestrahl + Plasmareinigung, ohne sichtbare Rückstände
Außer Kupfer zeigt das Spektrum der Leiterplatte nur Kohlenstoff und Sauerstoff in Spuren (Abb. 11). Das Spektrum der mit Schmieremulsion verschmutzten Leiterplatte nach Reinigung mit CO2-Schneestrahl und ohne erkennbare Rückstände war dem in Abbildung 11 nahezu identisch. Deutlich erkennbar im Spektrum der Leiterplatte mit Schmieremulsion als Verunreinigung, gereinigt mit CO2-Schneestrahl + Plasma sowie erkennbarem Rückstand war ein erhöhter Anteil von Kohlenstoff und Sauerstoff sowie ein geringfügiger Gehalt von Schwefel (Abb. 12). Bei der Probe mit Elektrolytlösung als Verschmutzung, gereinigt mit CO2-––Schneestrahl und erkennbarem Rückstand waren ein leicht erhöhter Gehalt an Kohlenstoff und Sauerstoff sowie ein kleiner Anteil von Phosphor erkennbar (Abb. 13). Ein weitgehend vergleichbares Bild zeigt die Probe bei Verschmutzung mit Elektrolytlösung nach Reinigung mit CO2-Schneestrahl + Plasma sowie erkennbarem Rückstand. Auch die mit Handcreme verschmutzte Probe war nach Reinigung mit CO2-Schneestrahl + Plasma und ohne erkennbare Rückstände dem Spektrum der Referenzleiterplatte identisch.
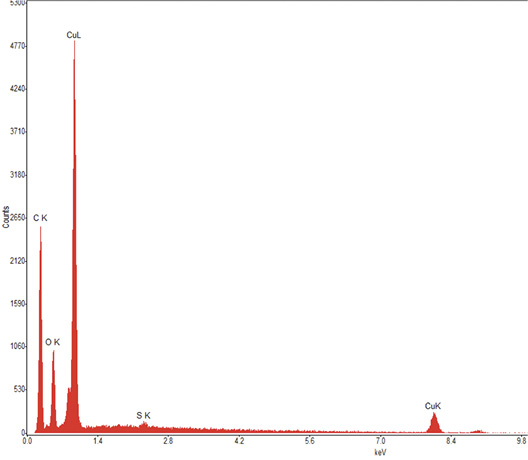
Abb. 11: EDX-Spektrum der Oberfläche einer Kupferleiterplatte, Referenz

Abb. 12: EDX-Spektrum der Leiterplatte, verschmutzt mit Schmieremulsion, gereinigt mit CO2-Schneestrahl + Plasma, Rückstand

Abb. 13: EDX-Spektrum der Leiterplatte, verschmutzt mit Elektrolytlösung, gereinigt mit CO2-Schneestrahl, Rückstand
6.2. Korrelation Kontaktwinkelmessung und Sauberkeit
Der Kontaktwinkel wurde auf verschiedenen Materialien mit unterschiedlichen Verschmutzungen und Reinigungsprozessen (CO2-Schneestrahl, Plasma oder eine Kombination aus beiden) gemessen. Das Ergebnis aller Messungen ist in Abbildung 14 zusammengefasst. Daraus lässt sich keine Korrelation zwischen Kontaktwinkel und Fluoreszenzwert, also der Sauberkeit, erkennen. Es kann lediglich festgestellt werden, dass sich sehr kleine Kontaktwinkel (< 30°) und gleichzeitig sehr niedrige Fluoreszenzwerte (< 20) gegenseitig ausschließen (Bereich links unten). (Die vollständigen genauen Messwerte sind im vorliegenden Artikel aus Platzgründen nicht aufgeführt.)

Abb. 14: Fluoreszenzwert in Abhängigkeit vom Kontaktwinkel auf verschiedenen Substraten und mit unterschiedlichen Verschmutzungen
6.3 Ergebnisse CO2-Schneestrahlreinigung acp
WD 40 (Kriechöl) ließ sich von allen Substraten außer PP, Industrieglas und Aluminium blank mit einer einfachen Reinigung gut bis sehr gut entfernen. Nach einem zweiten Reinigungsdurchgang war das Ergebnis sogar sehr gut (es wurden nur Aluminium blank und Leiterplatte mit Kupfer getestet).
Schmieremulsion ließ sich ebenso gut bis sehr gut von fast allen Substraten entfernen; eine Ausnahme bildete hier das anodisierte (eloxierte) Aluminium. Ein zweiter Reinigungsschritt mit Kohlenstoffdioxid zeigte auf Stahl, Aluminium blank und Leiterplatte nochmals eine Verbesserung.
Bei Verschmutzung in Form der Minimalmengenschmierung ergab sich ein ähnliches Ergebnis. Der zweite Reinigungsschritt brachte dabei eine weniger deutliche Verbesserung als bei der Schmieremulsion.
Elektrolytlösung wurde unterschiedlich gut entfernt, am besten von Stahl.
Handcreme ließ sich von allen Substraten mit Ausnahme von anodisiertem Aluminium gut entfernen; ein zweiter Reinigungsschritt brachte auf der Leiterplatte nochmals eine Verbesserung.
6.4 Ergebnisse Plasmareinigung
Die Versuche mit der Plasmareinigung ergaben kein eindeutiges Bild. Auf einer Leiterplatte mit Kupferoberfläche ließen sich Verunreinigungen von WD 40, Schmieremulsion und Handcreme gut entfernen. Ein gewisser Reinigungseffekt zeigte sich bei der Verschmutzung mit WD 40 auf Stahl und blankem Aluminium, Schmieremulsion auf Stahl, Minimalmengenschmierung und Handcreme auf Leiterplatte und Stahl. Bei einer Verunreinigung mit Elektrolytlösung auf Stahl, Leiterplatte und blankem Aluminium war die Behandlung kontraproduktiv.
Deutliche Unterschiede zeigten sich bei den verschiedenen Einstellwerten für das Plasma. Die Ergebnisse waren bei geringerem Abstand und kleinerer Geschwindigkeit bei fast allen Versuchen eindeutig besser als bei größerem Abstand und Geschwindigkeit. Ausnahme war die Minimalmengenschmierung auf der Leiterplatte mit ausschließlicher Plasmabehandlung.
6.5 Ergebnisse CO2-Schneestrahlreinigung und Kombination mit Plasmareinigung
Die Ergebnisse einer zweifachen CO2-Schneestrahlreinigung von verschiedenen Verunreinigungen auf blankem Aluminium und auf der Leiterplatte mit Kupfer wurden mit den Ergebnissen einer kombinierten Reinigung (zunächst CO2-Schneestrahl-, dann Plasmareinigung) verglichen. Abbildung 15 und Tabelle 5 zeigen die Vergleichsergebnisse.

Abb. 15: Veränderung der CleanoSpector-Werte nach zweifacher CO2-Schneestrahlreinigung und kombinierter Reinigung (1 x CO2, 1 x Plasma) bei verschiedenen Verunreinigungen auf blankem Aluminium und Leiterplatte mit Kupferoberfläche
Tab. 5: Ergebnisse der Fluoreszenzmessungen bei zweifacher CO2-Schneestrahlreinigung und kombinierter Reinigung mit Plasma im Vergleich

Es ist zu erkennen, dass die kombinierte Reinigung im Vergleich zu einer zweifachen CO2-
Schnestrahlreinigung bei fast allen getesteten Kombinationen leicht bis deutlich bessere Reinigungsergebnisse brachte. Bei Handcreme auf Leiterplatte war das Ergebnis, abweichend von den übrigen Proben, nicht eindeutig. Auf blankem Aluminium war gegenüber der reinen CO2-Schneestrahlreinigung eine leichte Verbesserung der Werte feststellbar.
7 Zusammenfassung
Verschmutzung und Substrat müssen als zusammenhängendes System betrachtet werden. Ein Reinigungsprozess, der auf dem einen Substrat funktioniert, kann auf einem anderen erfolglos sein. Gleiches gilt auch für die Art der Verunreinigung.
Kontaktwinkel und Verschmutzungsgrad beziehungsweise Sauberkeit hängen nicht oder nur unwesentlich voneinander ab. Es konnte jedoch festgestellt werden, dass sehr kleine Kontaktwinkel (< 30°) nicht mit sehr niedrigen Fluoreszenzwerten (< 20, also sehr saubere Oberflächen) korrelieren. Daher sind Kontaktwinkelmessungen zur Erfassung von Verunreinigungen beziehungsweise zur Beurteilung der Sauberkeit nur bedingt geeignet und müssen im Einzelfall genauer betrachtet werden.
Mit Hilfe der EDX-Messungen wurden in visuell erkennbaren Rückständen typische, erwartbare Elemente gemessen, wie beispielsweise Kohlenstoff, Sauerstoff oder Schwefel bei Schmieremulsionen oder Phosphor bei Elektrolytlösung. Bei visuell sauberen Proben konnten keine Rückstände messtechnisch erfasst werden.
1 Hochschule Furtwangen, Institut für Mikrosystemtechnik (iMST) / Forschungszentrum Rottweil,
Neckartal 142, D-78628 Rottweil
2 acp systems AG, Berblingerstraße 8, D-71254 Ditzingen
