Laser stehen in einem weiten Leistungsumfang zur Verfügung. Dies erlaubt es, die Leistung auf die unterschiedlichen Anforderungen, wie sie für das Reinigen, das Strukturieren oder das thermische Verbinden von Oberflächen benötigt werden, anzupassen. Darüber hinaus zeichnen sich die Verfahren durch eine geringe Belastung der Werkstoffe und eine hohe Arbeitsgeschwindigkeit aus. Insbesondere für die Herstellung von Batteriesystemen werden aktuelle Arbeitsschritte wie das Reinigen, das Strukturieren oder das Verschweißen zunehmend unter Lasereinsatz in die Fertigung eingeführt.
Die E-Mobilitätswelle rollt weiter, und so steigt auch die Nachfrage nach Komponenten für alternative Antriebe kontinuierlich. Das Hauptaugenmerk liegt auf Hochleistungskomponenten für die Produktion von Batterien, Elektromotoren und Leistungselektronik. Um die Welle weiter zu reiten, setzen viele Unternehmen und Automobilzulieferer auf alternative Antriebskonzepte und die dafür benötigten neuen Fertigungslösungen und Technologien.
Für zahlreiche neue Konstruktionen sind neuartige oder verbesserte Fügeverfahren unabdingbar und Laser können viele dieser Anforderungen optimal erfüllen. In der Elektromobilität und Batterieherstellung werden Laser häufig zur Verbindung von Batteriezellen zu Modulen verwendet, aber auch zur Gewährleistung von gasdichten Verbindungen und Crashsicherheit in Batteriepaketen und Wärmemanagementsystemen.
Die Vielseitigkeit und Flexibilität von Lasern in der Oberflächenvorbereitung zum Fügen lässt sich am Beispiel eines Battery Packs in der Elektromobilität zeigen, wo der Einsatz neuartiger Laser- und Systementwicklungen derzeit industriell realisiert wird.
Da das Battery Pack als Schlüsselkomponente etwa 40 Prozent der Wertschöpfung eines batterieelektrischen Fahrzeugs (BEV) ausmacht, ist es für viele Automobilhersteller ein wichtiger Entwicklungsbereich im Sektor Elektromobilität. Dabei steht der gesamte Automobilmarkt inklusive der Zulieferer vor vielen neuen Herausforderungen, denn die zu erwartenden hohen Stückzahlen des Battery Packs müssen in einem volatilen Marktumfeld den technischen Anforderungen, wie zum Beispiel der Gasdichtheit, gerecht werden.
1 Anforderungen
Die technischen Anforderungen der Fügeprozesse für hochpräzise und sichere Verbindungen steigen und damit einhergehend auch der Bedarf an Oberflächenvorbereitungen. Eine saubere und ebene Oberfläche ist Grundvoraussetzung für erfolgreiche und dauerhafte Schweiß- und Klebeverbindungen. Im industriellen Umfeld werden Bauteile vor dem Fügeprozess häufig verunreinigt, oxidiert oder mit Schutzschichten überzogen. Abhilfe schafft hier der Laser als berührungsloses Werkzeug, das Bauteile schnell von Schmutz und Oxidation reinigt oder innerhalb von Sekunden Funktionsschichten entfernt. Dies geschieht lokal nur dort, wo beispielsweise gefügt werden soll oder wo die Funktionsschicht oder Beschichtung nicht mehr benötigt wird.
Eine Darstellung der einzelnen Komponenten eines typischen Battery Packs macht deutlich, dass bei einer Vielzahl von unterschiedlichen Anwendungen Laseroberflächenbehandlungen zum Einsatz kommen können. Darunter fallen das Reinigen für das Schweißen, das Reinigen/Strukturieren für das Kleben und das Strukturieren für Metall-Kunststoff Verbindungen (Abb. 1).

Abb. 1: Übersicht der Laseroberflächenbehandlungen im Battery Pack (Bild: TRUMPF)
2 Lasertechniken und deren Unterschiede
Um die Anwendungen besser zu verstehen, ist es wichtig, den Unterschied zwischen Laserreinigung, Laserablation und Laserstrukturierung zu verstehen. All diese Prozesse werden typischerweise von gepulsten Festkörperlasern im Nanosekundenbereich wie den Laserquellen TruPulse nano und TruMicro 7070 von TRUMPF durchgeführt.
Beim Laserreinigungsprozess entfernt der fokussierte Laserstrahl Verunreinigungen wie Öle oder Fette sowie Oxide, die den Fügeprozess beeinträchtigen könnten. Der Laser verdampft die unerwünschten Schichten mit sehr hoher Impulsspitzenleistung sehr kontrolliert, um das Substratmaterial nicht zu beschädigen. Die Optimierung der Laserpulse sorgt dafür, dass es praktisch zu keiner thermischen Beeinflussung der Werkstückoberfläche kommt, wodurch Verzüge oder Beschädigungen/Veränderungen am Material/Bauteil verhindert werden (Abb. 2, links).
Beim Entlacken beziehungsweise der Ablation wird die eingebrachte Energie von der zu entfernenden Schicht absorbiert, also durch Laserenergie erhitzt und verdampft oder sublimiert (Abb. 2, Mitte). Transparente Materialien werden in ihrem festen Zustand abgetragen.
Bei der Laserstrukturierung werden mittels gepulster Laserstrahlung regelmäßig angeordnete geometrische Strukturen auf gezielten Oberflächen reproduzierbar erzeugt. Der Laserstrahl schmilzt das Material kontrolliert auf und erstarrt zu einer definierten Struktur (Abb. 2, rechts).

Abb. 2: Verfahrensprinzipien: Laserreinigung (links), Laserablation (Mitte) und Laserstrukturierung (rechts)
3 Anwendungen
Lokale Reinigung zur Schweißvorbereitung ist erforderlich, um für optimale Schweißergebnisse eine saubere Oberfläche frei von Ablagerungen, Ölen und Korrosion zu schaffen. Dies kann entscheidend sein, um die Schweißqualität des Battery Packs und somit die mediendichte Verbindung aufrechtzuerhalten.
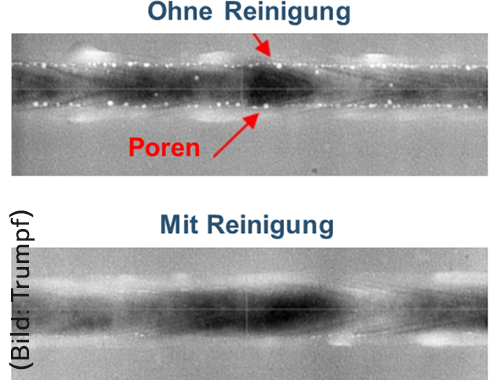
Um die Anforderungen für Stahl und Aluminium zu erfüllen, dürfen die Schweißnähte keine Fehlstellen oder Unregelmäßigkeiten wie Poren aufweisen. Zunehmende Porosität führt zu verringerter Schweißnahtfestigkeit und zu Undichtigkeiten. Spritzer werden unter anderem durch Restschmierstoffe wie Fette und Öle sowie Rost und andere Oxide verursacht. Diese potenziellen Verunreinigungen können durch einen vorgeschalteten Laserreinigungsprozess vor dem Schweißen beseitigt werden. Experimentelle Ergebnisse zeigen eine signifikante Verringerung der Porosität beim Laserreinigen vor dem Laserschweißen von Aluminium, was zu qualitativ hochwertigeren Schweißnähten führt (Abb. 3).

Abb. 3: Querschliff lasergeschweißter Aluminiumbleche mit und ohne Laserreinigung (AlMn1Cu + AlMg3)
Kleben wird zunehmend für Aluminiumlegierungen im Automobilbau eingesetzt, da es eine gleichmäßige Lastverteilung, eine verbesserte Verbindungssteifigkeit und Energieabsorption sowie die Fähigkeit hat, als Isolator für unterschiedliche Materialverbindungen zu fungieren. Beim Kleben ist die Oberflächenvorbereitung ein wichtiger Teil der Prozesskette. Die Laserbehandlung ist eine effektive und umweltfreundliche Option für die Vorbereitung.
Laserreinigung und -strukturierung sind reproduzierbare und effektive Technologien, die die Haftfestigkeit in nachfolgenden Fügeprozessen erhöhen können. Durch die Laserbehandlung wird die Oberfläche von Schmutz und Oxiden gereinigt und die schnelle Passivierung der Oberfläche gefördert, die eine Schutzschicht gegen weiteren chemischen Angriff bildet. Die Modifikation der Oberflächenchemie und die Schaffung einer gleichmäßigeren und dickeren Aluminiumoxidschicht dürfte ein weiterer Faktor für die verbesserte Bindungsleistung sein.
Versuche zeigen, dass die Laserbehandlung die Scherfestigkeit einer Klebeverbindung von 3 MPa auf über 17 MPa im initialen Ausgangszustand erhöhen kann; nach einer Lagerung von 1000 Stunden bei 85 °C kann die Festigkeit von 5 MPa auf über 17 MPa gesteigert werden. (Abb. 4). Das Prozessfenster für die Laservorbehandlung erscheint robust. Mit unterschiedlichen Parametern wie Laserleistung, Spotgröße und Frequenz werden unterschiedliche Zykluszeiten eingestellt. Alle Parameter zeigen identische Scherfestigkeiten. Damit können die Anforderungen einer Verklebung mit hohen Taktzeiten und entsprechend hohen Laserleistungen von bis zu 2000 W sowie langsamere Taktzeiten mit Laserleistungen von bis zu 300 W erreicht werden.

Abb. 4: Scherfestigkeit der Klebeverbindung (Material: EN AW-5754, Klebstoff: DELO-DUOPOX TC8686) über verschiedene Zykluszeiten der Laserbehandlung (links); Beispiel einer Klebeverbindung im Battery Pack (rechts) (Die Versuche wurden in Kooperation mit DELO durchgeführt.)
Der steigende Bedarf an direkten Metall-Kunststoff-Verbindungen kann durch die Oberflächenstrukturierung mittels Lasertechnologie gedeckt werden. Im Beispiel des Battery Packs schafft das Thermomanagementsystem die optimalen Betriebsbedingungen für einen zuverlässigen und effektiven Einsatz. Als Demonstrationskomponente wurde eine Thermomanagementkomponente ausgewählt (Abb. 5, links). Dieser Wärmetauscher dient als Kühlsystem, indem Kühlkanäle im Bauteil ausgebildet werden. Anhand dieses Bauteils wurde die Fähigkeit demonstriert, mit einer Metall-Kunststoff-Verbindung eine gasdichte Verbindung bis 5 bar maximaler Druckbelastung zu erzeugen.

Abb. 5: Arbeitsschritte beim direkten thermischen Fügen zur Herstellung von Metall-Kunststoff-Verbindungen
Neben der Erfüllung der Anforderungen an die Gasdichtheit und den erreichbaren Maximaldruck demonstriert dieses Teil auch die Einfachheit der Prozesskette (Abb. 5, rechts) zur Herstellung von Metall-Kunststoff-Verbindungen. Die Verwendung des Polymers bietet zahlreiche technische Vorteile, da es das Gewicht des Demonstrators reduziert, eine elektrische Isolierung bietet und eine direkte Sichtprüfung der Kühlkanäle ermöglicht.
Ein Verfahren für die Metall-Kunststoff-Verbindung ist das direkte thermische Fügen, ein zweistufiger Prozess (Abb. 5). Im ersten Schritt wird die Metalloberfläche des Fügepartners mit einem gepulsten Laser modifiziert oder strukturiert. Eine strukturierte Oberfläche wird mittels Hochenergieimpulse erzeugt. Dabei wird das Metall in einem Prozess lokal geschmolzen und dadurch eine lokal aufgeraute Oberfläche erzeugt. Die hergestellten Oberflächenstrukturen bilden die Voraussetzung für den Kunststoffpartner, in die Metalloberfläche einzufließen beziehungsweise sich zu verkrallen.
Der zweite Schritt betrifft das eigentliche Fügen der Materialien. Die Metalloberfläche wird durch Induktion erhitzt, sodass der Kunststoff an der Grenzfläche schmilzt. Der geschmolzene Kunststoff wird zur Herstellung einer Verbindung gegen den Metallpartner gedrückt. Mit diesen beiden Schritten wird eine mechanische Verbindung geschaffen. Nach Selbstabschreckung oder aktiver Kühlung kann das Bauteil schnell für nachfolgende Montageschritte bestückt werden.
Ein typisches Laserreinigungssystem, das in Battery Pack-Anwendungen verwendet wird, besteht aus einem gepulsten Laser im Nanosekundenbereich in Kombination mit einer Scanneroptik. Die kurzen Laserpulse werden über ein optisches flexibles Lichtleitkabel von der Strahlquelle zur Scanneroptik geführt. Dies ermöglicht eine einfache Integration in ein Fertigungssystem. Vorteile und Nutzen der Oberflächenbehandlung mit dem Laser gegenüber konventionellen Methoden wie chemischen Verfahrenstechnologien oder mechanischer Bearbeitung sind in Tabelle 1 aufgeführt.

Die Nanosekundenlaser sind in verschiedenen Ausführungen erhältlich. Ein Unterschied ist die maximale durchschnittliche Laserleistung, die von 100 W bis 2000 W variiert. Sie können beispielsweise die Zykluszeiten beeinflussen. Für jede Anwendung gibt es den passenden Laser mit den richtigen Eigenschaften. Dazu steht auch eine Optik mit integrierter lokalisierter Abgas-/Rauchabsaugung, die für Anwendungen wie das Abbeizen von Farbe erforderlich sein kann, zur Verfügung.
4 Zusammenfassung
Der Laser ist ein effektives, umweltfreundliches und flexibles Werkzeug zur Oberflächenbearbeitung. Der Laser kann reinigen, Lacke/Beschichtungen entfernen und Oberflächenstrukturen erzeugen, je nach dem, was die jeweilige Anwendung erfordert. Zum Schweißen oder zur elektrischen Kontaktierung ist eine technisch saubere Oberfläche erforderlich, während zum Kleben eine bestimmte Oberflächenstruktur oder Aktivierung aufgebracht wird und für eine Metall-Kunststoff-Verbindung eine raue Struktur erforderlich ist. Die heutigen Nanosekundenlaser sind in der Lage, all diese Anwendungen zu liefern und bieten bewährte industrielle Lösungen zur Verbesserung von Fügeprozessen.
