Das am Fraunhofer-Institut für Lasertechnik ILT entwickelte Extreme Hochgeschwindigkeits-Laserauftragschweißen EHLA gilt als effiziente und umweltfreundliche Alternative zu den herkömmlichen Beschichtungsverfahren. Wesentliche Vorteile bringt es vor allem dort, wo metallische Bauteile extrem beansprucht werden und deshalb durch Beschichtung vor Korrosion und Verschleiß geschützt werden sollen. Zusammen mit der Ponticon GmbH arbeiten Wissenschaftlerinnen und Wissenschaftler des Fraunhofer ILT unter der Bezeichnung EHLA 3D daran, das patentierte Verfahren für die additive Fertigung weiterzuentwickeln und damit die Möglichkeiten des Verfahrens um ein Vielfaches zu erweitern.
Metallische Bauteile sind oft extremen Bedingungen ausgesetzt, etwa beim Einsatz in der Luft- und Raumfahrt, auf Ölbohrplattformen im Meer, in Form von Papierwalzen, Hydraulikzylindern oder als Bremsscheiben in Autos. Spezielle Beschichtungen sollen die Werkstoffe deshalb vor Korrosion und schnellem Verschleiß bewahren. Mit dem technologischen Fortschritt jedoch steigen die Anforderungen auf dem internationalen Markt stetig. Die Nachfrage ist infolgedessen zunehmend gekennzeichnet vom Bedarf nach noch schnelleren Produktionszeiten, individuellen und hoch performanten Bauteilen sowie einem enorm hohen Preisdruck.
Wissenschaftlerinnen und Wissenschaftler des Fraunhofer ILT haben ein alternatives Beschichtungsverfahren entwickelt: das Extreme Hochgeschwindigkeits-Laserauftragschweißen EHLA. Seit 2015 kommt es insbesondere für Beschichtungen zum industriellen Einsatz, jetzt erfolgt für EHLA der Schritt in die dritte Dimension.
Die perfekte Grundlage
EHLA punktet nach Aussage des Fraunhofer ILT im Vergleich zu den herkömmlichen Verfahren in mehrfacher Hinsicht. Das von den Wissenschaftlerinnen und Wissenschaftlern am ILT entwickelte Verfahren verbessert die Vorschubgeschwindigkeit, mit der die Oberfläche bearbeitet wird, im Vergleich zum klassischen Laserauftragschweißen von 0,5 bis 2 Meter pro Minute auf 50 bis 500 Meter pro Minute. Ein Bauteil lässt sich heute also 100- bis 250-mal schneller beschichten. Auch ist es möglich, wesentlich dünnere Schichten aufzutragen. Waren durch konventionelles Laserauftragschweißen Schichten von mindestens 500 Mikrometer Stand der Technik, sind jetzt minimal 25 Mikrometer möglich.
Ein weiterer Vorteil liegt im geringen Wärmeeintrag. Beim klassischen Laserauftragschweißen wird der pulverförmige Zusatzwerkstoff in einem verhältnismäßig großen Schmelzbad direkt auf der Bauteiloberfläche aufgeschmolzen, um sie zu beschichten. Das kann die Materialeigenschaften jedoch nachhaltig verändern und kostet eine Menge Energie. Nicht so bei EHLA. Hier werden die festen Pulverpartikel schon in der Luft vom Laser aufgeschmolzen. Sie erreichen die Bauteiloberfläche also bereits im flüssigen Zustand und müssen dort nicht unter hohem Energieaufwand weiter aufgeschmolzen werden. Die Wärmeeinflusszone verkleinert sich so auf fünf bis zehn Mikrometer, beträgt also im Vergleich zum Laserauftragschweißen lediglich noch ein Hundertstel.
So können jetzt auch metallurgisch inkompatible, hitzeempfindliche Werkstoffgruppen miteinander verbunden und verarbeitet werden, Aluminium und Titan zum Beispiel. Insgesamt wird die Bauteiloberfläche zudem wesentlich glatter: die Rauheit verringert sich etwa um den Faktor 10.
Neue Generation der additiven Fertigung
EHLA eignet sich nach den Worten von Jonathan Schaible, wissenschaftlicher Mitarbeiter am Fraunhofer ILT, im Prinzip für alles, was rotationssymmetrisch ist und auf einer schnellen Drehkinematik bearbeitet werden kann. Die Frage ist nur: Warum sollten wir uns auf einfache runde Teile beschränken, wenn eine weitaus größere Bandbreite an Einsatzmöglichkeiten denkbar ist?
Aus diesem Grund arbeitet ein Team von Forschenden seit 2017 daran, eine neue Generation des Verfahrens zu entwickeln. Ihr Vorhaben: Die innovative Technologie für den 3D-Druck zu nutzen; Arbeitstitel: EHLA 3D. Schaibles Promotion darüber dürfte spannende Erkenntnisse zutage fördern. Im Zentrum stehe die Frage, welche speziellen Anforderungen für Maschinen- und Systemtechnik zu erfüllen seien, um EHLA mit dem Highspeed-3D-Druck kombinieren zu können.

3D-Druck eines Fraunhofer ILT-Schriftzuges aus drei verschiedenen Pulverwerkstoffen als Demonstratorbauteil für das neue, hochproduktive EHLA-٣D-Verfahren (© Fraunhofer ILT, Aachen)
EHLA 3D ermöglicht gleich mehrere einzigartige, verfahrenstechnische Vorteile: hohe Aufbauraten, große Flexibilität und Materialvielfalt und gleichzeitig eine hohe Präzision. In naher Zukunft sollen Schaible zufolge selbst komplexe, filigrane Strukturen im großen Maßstab einfach und kostengünstig hergestellt werden können. Auch individualisierte Bauteile seien denkbar.
Erste Projekte gestartet
Der erste Prototyp der Anlage ist bereits erfolgreich im Einsatz. Er wurde 2019 in Zusammenarbeit mit der Ponticon GmbH aus Wiesbaden fertiggestellt. Das Konzept dafür basiert auf dem kinematischen Prinzip des Tripoden, einer Konstruktion mit drei Linearmotoren, die über Koppelstangen mit der Bauplattform, auf der das zu bearbeitende Bauteil bewegt wird, verbunden sind. Das funktioniert laut Schaible ähnlich wie bei der Transrapid-Schwebebahn. Der spezielle Aufbau gleiche die Trägheitskräfte weitgehend aus. In unserem Fall kann die Bauplattform dadurch sehr schnelle und präzise Bewegungen ausführen, ohne dass dabei große Schwingungen auftreten, so Schaible. Inzwischen kann die Anlage so bis zu 25 Kilogramm schwere Bauteile bearbeiten – mit bis zu fünffacher Erdbeschleunigung und Geschwindigkeiten von bis zu 200 Metern pro Minute, bei zugleich sehr hoher Präzision von 100 Mikrometern.
Um die Vorteile von EHLA 3D für einen großen Anwenderkreis im industriellen Umfeld nutzbar zu machen, würden am Fraunhofer ILT zielgerichtete Forschungsarbeiten durchgeführt, sagt Schaible. Auf dem Weg dorthin müssen wir die Komplexität beherrschbar machen. Zentral sind etwa Prozessüberwachungskonzepte und automatisierte Bahnplanungs-Tools; am wichtigsten bleibt zunächst die Parametervariation im Labor. Bei der Prozessentwicklung müssen alle Parameter exakt aufeinander abgestimmt werden: Geschwindigkeit, Laserleistung sowie Pulvermenge in Abhängigkeit von der jeweils verarbeiteten Werkstoffkombination. Da gibt es nach Aussage von Schaible noch eine Menge experimenteller und empirischer Vorarbeit zu leisten. Die ersten Interessenten aus der Industrie haben aber schon ihre Fühler ausgestreckt, ist Schaible optimistisch. Wir sind also genau auf dem richtigen Weg.
Derzeit wird EHLA 3D bereits in einem Projekt des Industriekonsortiums ICTM International Center for Turbomachinery Manufacturing unter Beteiligung von zahlreichen namhaften Unternehmen aus den Bereichen Luftfahrt und Turbomaschinenbau weiter erforscht, ein Folgeprojekt ist für 2022 beantragt. Weitere bilaterale sowie öffentlich geförderte Konsortialprojekte und Machbarkeitsstudien sind in Planung. Die Bandbreite der Möglichkeiten für die Fertigung und Verarbeitung von Bauteilen wird mit EHLA 3D um ein Vielfaches erweitert, gleichzeitig effizienter und umweltverträglicher.
Kontakt:
M.Sc. Jonathan Schaible,
E-Mail: jonathan.schaible@ilt.fraunhofer.de
- www.ilt.fraunhofer.de


Außenansicht der pE3d-Tripodanlage der Ponticon GmbH im EHLA-3D-Labor des Fraunhofer ILT (© Fraunhofer ILT, Aachen)

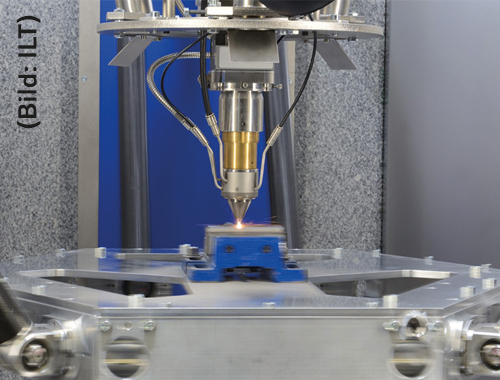
Text zum Titelbild: Die Tripod-Kinematik in Aktion: stationäre Pulverzufuhrdüse und bewegte Bauplattform zur Durchführung schneller und präziser Vorschubbewegungen (© Fraunhofer ILT, Aachen)
