Erst kürzlich hat EU-Kommissionspräsidentin Ursula von der Leyen in einer flammenden Rede zu einem Kraftakt der Union im Kampf gegen den Klimawandel aufgerufen. Nach dem Willen der Europäischen Kommission soll der Schadstoffausstoß der EU mindestens um 55 Prozent bis 2030 reduziert werden. Das 2015 in Paris unterzeichnete UN-Klimaabkommen verpflichtet die Staatengemeinschaft, die globale Erwärmung auf unter 2 °C zu begrenzen, einschließlich einer deutlichen Absenkung klimaschädlicher Emissionen. Kaum ein anderer Klimaschutzaspekt wird dabei derart intensiv und kontrovers diskutiert wie der Verkehr und kaum ein anderer ist von so herausragender Bedeutung, denn er trägt erheblich zum Thema bei. Nur leider wurden die positiven CO2-Effekte von verbraucherfreundlicheren Motoren in den letzten Jahren wieder mit der Zulassung von einer höheren Anzahl und schwereren Fahrzeugen zunichte gemacht. Was es hier also braucht, ist einen Innovationssprung.
Der Markt – Elektromobilität und seine Mitspieler
Die Elektromobilität gilt derzeit als der Schlüssel zur weltweiten Reduktion von klimaschädlichen Emissionen im Transportbereich. Denn Elektrofahrzeuge erzeugen – in Verbindung mit regenerativ erzeugtem Strom – deutlich weniger Kohlenstoffdioxid (CO2) als konventionelle Antriebssysteme. Das bestätigt auch eine aktuelle Studie der TU Eindhoven im Auftrag der Grünen-Bundestagsfraktion im Sommer 2020. Laut ihr sind aktuell verkaufte E-Autos im Vergleich zu Verbrennern für weniger Kohlenstoffdioxidemissionen verantwortlich, selbst wenn die Produktion der Batterie sowie der Stromverbrauch miteingerechnet werden. Zusätzlich können sie Schwankungen von Wind- und Sonnenkraft durch Energiespeicher auffangen und helfen so, die unstete Energie der regenerativen Quellen am Markt zu etablieren.
Die Stunde der Elektromobilität ist gekommen
Neben der Elektromobilität im öffentlichen Sektor – insbesondere bei Bahn, Straßenbahn und Busverbindungen wie auch bei E-Bikes – steht dem gesamten Transportsektor aus Pkw, Lkw, Schiff und sogar Flugzeug ein gigantischer Umbruch hin zur Elektrifizierung bevor. Doch lange schienen die Verbraucher und noch viel mehr die Autobauer kein Interesse zu haben, den Verbrennungsmotor loszulassen. Das Jahr 2017 brachte schließlich in Deutschland den entscheidenden Wendepunkt. Im Zuge des Dieselskandals boten immer mehr Automobilhersteller ihren Kunden Wechselprämien beim Umstieg auf ein E-Auto an. Auch das Jahr 2020 scheint nach den bisher vorliegenden Zahlen für elektrisch angetriebene Fahrzeuge gut zu verlaufen (Abb. 1): Von Jahresbeginn bis Juli wurden rund 61 100 Exemplare neu zugelassen. Kein Wunder, dass immer mehr Hersteller E-Autos beziehungsweise Hybrid-Fahrzeuge ins Programm nehmen. Derzeit sind zahlreiche verschiedene elektrische Fahrzeugmodelle nationaler wie internationaler Hersteller auf dem Markt, wie zum Beispiel der Porsche Taycan, BMW i3, der Audi e-tron quattro, der Renault Mégane eVision, Kia e-Niro beziehungsweise die Tesla Modelle, um nur einige zu nennen.

Abb. 1: Anzahl der Elektrofahrzeuge in Deutschland von 2006 bis 2020 (Quelle: Statista)
Und auch die Bundesregierung steuert klar in Richtung Elektromobilität. Um die Nutzung von Elektrofahrzeugen attraktiver zu machen, beschloss sie bereits am 18. Mai 2016 zusätzliche Impulse für die Elektromobilität. Das Gesamtpaket besteht aus bis 2025 zeitlich befristeten Kaufanreizen, dem sogenannten Umweltbonus, weiteren Mitteln für den Ausbau der Ladeinfrastruktur, einem Beschaffungsprogramm für die öffentliche Hand sowie umfangreichen steuerlichen Maßnahmen. Die Vision ist es, Mobilität ganzheitlich neu zu denken, mit all ihren Komponenten wie Antriebstechnik, Batterieforschung, Energieforschung, vernetzte Autos, Flotten- und Logistikkonzepten, Digitalisierung, Netzintegration sowie die intelligente Abrechnung von Strom an Ladesäulen und der dazugehörigen Infrastruktur. Bis 2030 will die Bundesregierung im Rahmen des sogenannten Masterplans Ladeinfrastruktur deren Zahl auf eine Million erhöhen.
Zukunftsaussicht für E-Autos
Die Elektromobilität befinde sich in der Mitte einer Übergangsphase von einer durch Subventionen getriebenen zu einer aufgrund echter Kundennachfrage und politischer Mechanismen wachsenden Branche, so Bloomberg-NEF-Analyst Colin McKerracher. Die günstiger werdenden Preise für Batterien bei gleichzeitig steigender Effektivität dürften dabei Wachstumstreiber sein. Auch geht die Entwicklung hin zu einem deutlich geringeren Verbrauch von Lithium. Dementsprechend erwartet McKinsey in einem mittleren Szenario weltweit 100 Millionen Elektroautos bis ins Jahr 2040. Und der Hype fängt gerade erst an.
Europäische Batterieallianz bringt neuen Drive
Das Herzstück der Elektromobilität sind moderne leistungsstarke Batterien (Abb. 2). Um der Dominanz der Amerikaner und Asiaten auf dem Gebiet der Batterieproduktion etwas entgegenzusetzen, haben die Europäer eine Batterieallianz gegründet. Der Zeitpunkt erscheint günstig, denn China streicht gerade viele Subventionen. Das Bundesministerium für Wirtschaft und Energie (BMWi) will Deutschland im Rahmen dieser Allianz zum führenden Standort entwickeln und stellt dafür bis 2022 eine Milliarde Euro aus dem Energie- und Klimafonds zur Verfügung. Ziel ist es, den heimischen Markt zum Leitmarkt für Elektromobilität zu machen. Denn nur mit Batterien der neuesten Generation, also mit großer Speicherkapazität und schneller Lademöglichkeit, kann Elektromobilität wirklich gelingen.

Abb. 2: Batterien sind auch bei unterschiedlicher Art der Stromgewinnung das entscheidende Element im Fahrzeug der Zukunft
Deutsche Industrie hat Weckruf vernommen
Der Markt der Elektromobilität entwickelt sich rasant weiter. Um ihre technologische Spitzenstellung zu behaupten und ihre Elektrofahrzeuge hierzulande und auf den Weltmärkten erfolgreich zu vermarkten, braucht es jetzt ganz neue Bündnisse. Weltweit vereinbaren derzeit Automobilkonzerne und Hersteller von Batterietechnologien Joint Ventures. So verkündete Daimler erst im August 2020 seine Zusammenarbeit mit dem Batterielieferanten CATL, VW beteiligte sich mit 26 Prozent in Guoxuan und BMW errichtet momentan ein eigenes Kompetenzzentrum E-Antriebssysteme in Dingolfing. In der Folge entstehen riesige Gigawatt-Fabriken, deren Ausstoß an den entsprechenden Komponenten den gigantischen Energiebedarf der nächsten Jahrzehnte decken sollen, wie zum Beispiel die Batterieproduktion von Tesla in Brandenburg.

Batteriezelle als Herzstück jeder Batterie
Ohne Batteriezellen keine Batterien. Beim Elektroauto entfallen bis zu 40 Prozent der Wertschöpfung auf Batteriezellen. Standardisierte Zellformate gibt es leider noch nicht. So sind bis 2019 in 7,9 Millionen weltweit produzierten Elektro-Pkw Lithiumionenbatterien in hauptsächlich drei Zellformaten zu finden: zylindrisch, prismatisch und pouch. Die gebräuchlichste ist die runde beziehungsweise zylindrische Zelle wie sie im Tesla M3 verbaut wird. Sie wird, flexibel aneinandergereiht in Form von vielen Packs, im gesamten Bodenbereich von E-Autos verwendet.
Die prismatische Zelle, die beispielsweise in der BMW-i-Reihe (i3 und i8) zum Einsatz kommt, ist rechteckig und gilt als sicherstes Zellformat. Pouch-Zellen sind dagegen im Fertigungsprozess günstiger, können aber auch unsicherer, also leichter entflammbar sein.
Lasertechnik – eine Schlüsselkomponente der E-Mobilität
Auf dem spannenden Weg zum Massenmarkt der Elektromobilität benötigt die deutsche Industrie innovative Technologien für die Produktion in Serie. Gefragt sind robuste Verfahren, die sich schnell von den heute geringen Produktionsvolumina hochfahren lassen. Einen wichtigen Beitrag dazu liefert die Materialbearbeitung unter Einsatz der Lasertechnologie als eine Schlüsselkomponente. Neben dem eigentlichen Laser sind dies die extrem wichtigen Systemkomponenten wie Laserablenkeinheiten, Optik, Sensorik, Qualitätsmonitoring und digitale Steuerung. Die Materialbearbeitung mittels Laser kommt bei der Fertigung von wesentlichen Bestandteilen zum Einsatz, dazu zählen unter anderem der elektrische Antrieb selbst, die Herstellung von Batteriezellen, Batteriemodulen und -packs, und schließlich die notwendige Leistungselektronik.
Die Lasermaterialbearbeitung ermöglicht es also erst, die Batterie effizient, kontaktlos und bezahlbar herzustellen bei gleichzeitig maximaler Auslastung und maximaler Flexibilität. Die Raylase GmbH sieht sich hier nach Aussage von Dr. Philipp Schön, CEO der Raylase Gruppe, als kompetenter Partner der Industrie. Das Unternehmen hat bereits früh in der strategischen Produktentwicklung den Fokus auf diesen Markt gelegt. Die vor kurzem gelaunchte Software, die aktuellen Designs der neuesten Ablenkeinheiten und das Angebot von vielseitigem Qualitätsmonitoring machten das Unternehmen heute zu einem der innovativsten Anbieter in der Materialbearbeitung mit Laser für die Fertigung von Komponenten in der Elektromobilität, so Dr. Schön. Das bayrische Unternehmen aus Weßling gehört mit mehr als 14 000 produzierten und gelieferten Ablenkeinheiten in 2020 zu den größten Anbietern weltweit.
Erfolgreiche Zusammenarbeit
Das Unternehmen Raylase arbeitet mit seinen Kunden in den folgenden drei für die Elektromobilität wichtigsten Applikationen zusammen:
- Innerhalb der Batterie:
Schneiden von Elektrodenfolien zur Batterieherstellung - Außerhalb der Batterie:
Kontaktschweißen unterschiedlicher Batteriezellformate - Produktion von Packs und Modulen: Verschweißen von Aluminiumbauteilen
Ergänzend zu den drei Anwendungsfeldern kommen Lasersysteme mit Ablenkeinheiten noch in weiteren Gebieten zum Einsatz:
- bei Kunststoff-Separator-Folien zur sicheren Trennung von elektrischen Potentialen in Batteriezellen
- bei Leistungselektroniken für die Wandlung und Verteilung elektrischer Energie
- bei Elektromotoren und Brennstoffzellen
- zukünftig bei der Trocknung beschichteter Elektrodenfolien
Applikation – Laserschneiden von Elektrodenfolien
Von der effizienten Batteriefertigung hängt derzeit viel für die Branche ab, denn eine schnellere und präzisere Herstellung führt in der Produktion zu enormen Kosteneinsparungen. Die moderne Lasertechnologie erweist sich hier als innovativer Treiber. Bei der Herstellung der Lithiumionen-Batteriezelle geht es im Wesentlichen um drei Produktionsschritte (Abb. 3):
- Elektrodenfertigung
- Zell-Assemblierung
- Zell-Finishing
Die Elektrodenfertigung (Abb. 4) und das Zell-Finishing sind weitestgehend unabhängig vom Zelltyp durchzuführen, während innerhalb der Zell-Assemblierung zwischen pouch- und zylindrischer sowie der prismatischen Zelle unterschieden wird. Unabhängig vom Zelltyp besteht die kleinste Einheit jeder Lithiumionenzelle aus zwei Elektroden, nämlich einer beschichteten Folie für die Anode (Kupfer) und Kathode (Aluminium) und einem mikroporösen Separator aus Kunststoff, der die Elektroden voneinander trennt. Dazwischen befindet sich der ionenleitfähige Elektrolyt.

Abb. 3: Funktionsprinzip der Lithiumionenbatterie und deren Herstellung (Bild: VDMA/RWTH Aachen)

Abb. 4: Fertigung von Elektroden für Batterien (Bild: RWTH Aachen)
Bei der Elektrodenfertigung werden Trägerfolien aus Aluminium und Kupfer auf großen sogenannten Mutterrollen mit Elektrodenmaterial beschichtet und nach der Trocknung und dem Walzen in Tochterrollen getrennt. Dabei sind diese für Pouch-Zellen bereits in Bereiche unterteilt, auf die eine intermittierende Beschichtung kommt, die später in etwa deren Zellgröße entsprechen. Im Gegensatz dazu verfügen die runden, zylindrischen und prismatischen Zellen über eine kontinuierliche Beschichtung (Abb. 4). Die Tochterrollen aus beschichtetem Aluminium und beschichtetem Kupfer weisen meist eine Dicke von jeweils etwa 5 Mikrometer bis 25 Mikrometer auf und müssen nun auf die gewünschten Formate der Zellen separiert werden.
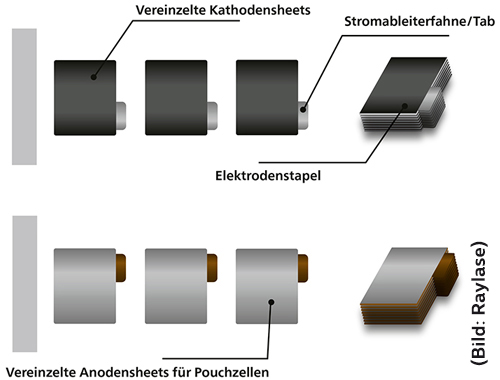
Dabei werden nicht nur die beschichteten Bereiche mit hoher Genauigkeit mit dem Laserstrahl-Ablenksystem beschnitten. Üblich sind derzeit immer noch Stanzungen, obwohl moderne Lasersysteme hier deutliche Vorteile bringen. So lässt sich mit der Ablenkeinheit ein sehr gerader Schnitt an der Beschichtung gut durchführen und auch die jeweiligen Stromableiterfahnen durch Konturschneiden lassen sich schnell und präzise generieren (Abb. 5).

Abb. 5: Schematische Darstellung der vereinzelten Batteriebauteile
Um die Produktivität in diesem Prozessschritt zu erhöhen, werden üblicherweise das Schneiden der Batteriefolien und die Generierung der Folienstapel von Pouch-Zellen bei laufender Tochterrolle durchgeführt. Für zylindrische und prismatische Zellen spricht man hier von Folienwickel. Ein hochkomplexer Vorgang, der höchste Präzision bei größter Schnelligkeit erfordert, und eine Aufgabe, bei der moderne Laserschneidsysteme all ihre Vorzüge ausspielen können. Mit Hilfe der entsprechenden Software und der exakten Berücksichtigung der Bahngeschwindigkeit können Laserablenkeinheiten den Schnitt positionsgenau in herausragendem Tempo durchführen. Der Laser arbeitet zudem völlig verschleißfrei im Gegensatz zu herkömmlichen Stanzwerkzeugen.
Besonders gut geeignet sind für diesen Produktionsschritt vorfokussierende Laserablenkeinheiten in den entsprechenden Prozessfeldgrößen, die mit sehr feinem Spot und hoher Kantenqualität den Schneidevorgang verrichten. Sinnvoll sind Ablenkeinheiten mit großen Spiegelaperturen im Bereich von 50 Millimeter, wie sie bei dem Berliner Unternehmen Jonas & Redmann, einem weltweit tätigen Sondermaschinenbauer zum Einsatz kommen. Dieser entwickelt und produziert Maschinen und Produkte für Montagetechnik, Medizintechnik, Photovoltaik und nicht zuletzt für Energiespeicher in Form von Batteriezellen (Abb. 6).

Abb. 6: Sondermaschinenbau bei der Jonas & Redmann Group GmbH (Bild: Jonas & Redmann Group GmbH)
Axel Albrecht, Geschäftsleiter für den Bereich Lasertechnik und Experte für Laser Technology bei Jonas & Redmann, fasst die Vorteile der Technologie zusammen: Von der Zellfertigung bis zum assemblierten, einbaufähigen Batteriepack gibt es eine enorme Anzahl einzelner Fertigungsschritte, wovon jeder einzelne die Gesamtproduktivität und den Ausstoß fertiger Einheiten beeinflusst. Die Lasertechnik ist dabei nach Aussage von Albrecht mittlerweile unverzichtbar, weil damit unter anderem die Wartung an den Maschinen minimiert und somit der Personaleinsatz bei den Kunden auf ein Mindestmaß beschränkt werden kann. Mit Hilfe von vorfokussierenden Ablenkeinheiten der Raylase gelingt Albrecht zufolge ein qualitativ sehr hochwertiger Laserschnitt an den zu separierenden Elektrodenfolien bei laufendem Folienwickel.
Applikation - Schweißen von Zellen
Ein weiteres wichtiges Einsatzgebiet moderner Lasersysteme in der Elektromobilität ist der Bereich Schweißen. Bekanntlich soll die Ladung einer Batterie möglichst in vollem Umfang, in möglichst hoher Spitzenlast, über einen möglichst langen Zeitraum zur Verfügung stehen. Dabei spielen die elektrischen Widerstände entlang der Leitungswege eine große Rolle. Diese können unter Umständen den Wirkungsgrad der Batterie drastisch begrenzen. Gerade bei der Reihenschaltung von vielen einzelnen kleinen Batteriezellen oder Submodulen zu einem größeren Zellverbund (Pack oder Stack; Abb. 7) können sich solche kleinen Übergangswiderstände schnell zu einem großem Gesamtwiderstand summieren, was zu vermeiden ist.

Abb. 7: Die einzelnen Zellen werden in einem Modul (links) seriell oder parallel verschaltet; mehrere Module sowie weitere elektrische, mechanische, und thermische Komponenten ergeben ein Batteriepack (rechts) (Bild: VDMA/RWTH Aachen)
Die Pole der Zellen werden nach Aussage von Dr. Schön je nach Zellart parallel zu Submodulen oder in Serie zu Batteriepacks verschaltet. Die Qualität der Verschweißung ist damit immer auch ein Indiz für die Qualität der Durchkontaktierung und somit des Übergangswiderstandes: Je besser die Verschweißung, umso geringer ist der Widerstand. Treten bei diesem Prozess Fehler im Schweißprozess auf, beispielsweise durch eine nicht ausreichende Verschweißung der Zelle mit dem Kontaktmaterial, so entsteht Schön zufolge erheblicher Ausschuss, weil der Rest der bereits verschweißten Zellen dadurch unbrauchbar werde. Es kommt also auf eine hochpräzise Verschweißung der einzelnen Zellformate an.
Zylindrische Zellen – optimal durchkontaktiert, optimal verschweißt
Zylindrische Zellen in den derzeit üblichen Bauformen 18650 und 21700 sowie in der künftigen Bauform 4680 werden zunächst flächig über Stromleitbleche parallelgeschaltet, um die verfügbare Speicherkapazität zu erhöhen (Abb. 8). Als Material für die Stromleitbleche wird Kupfer aufgrund der sehr hohen elektrischen Leitfähigkeit verwendet. Die Stromleitbleche bilden ein Submodul, das mit weiteren Submodulen in Form eines Batteriepacks seriell in einem gemeinsamen Gehäuse verbunden wird. Der Laserschweißprozess ist dabei essentiell, denn bei den extrem dünnen Kontaktblechen, kommt es auf die exakte Einschweißtiefe an.

Abb. 8: Submodul und Batteriepack von zylindrischen Zellen (Bild: Fraunhofer ILT)
Die Serienschaltung der Zellen ermöglicht nun ein Aufsummieren der Zellspannungen der Submodule. Diese Einheiten können mit anderen Zellverbunden, zum Beispiel in der Bodengruppe eines Elektrofahrzeugs, gesteuert und über die Leistungselektronik beliebig weiter verschaltet werden. Trotz der hohen Komplexität lassen sich die einzelnen Arbeitsschritte mit Hilfe von Laserablenkeinheiten stabil und regelmäßig wiederholbar steuern.
Vor allem das Lasermikroschweißen mit Laserablenkeinheiten bietet hier einen optimalen Schweißprozess ohne mechanische Krafteinwirkung. Bei üblichen zylindrischen Zellen kommen insbesondere Tiefenschweißprozesse zur Anwendung, bei denen der Laserstrahl mit sehr kleinem Spotdurchmesser in beide zu verschweißenden Bleche eindringt, jedoch eine definierte Einschweißtiefe im unteren Blech gewährleistet. Dabei bildet sich ein sogenanntes Keyhole aus, eine Schweißkapillare, die sich mit der verflüssigten Metallmischung füllt und erkaltet, sobald der Laserstrahl sich wegbewegt. Um nun die Anbindungsfläche auf einen genau definierten Wert zu erhöhen, wird der Laserstrahl hier moduliert beziehungsweise gewobbelt.
Geeignete Ablenkeinheiten verfügen daher sowohl über eine hohe Sprunggeschwindigkeit von Kontaktstelle zu Kontaktstelle als auch über eine hohe Wobbelgeschwindigkeit bei sehr guter Positionsgenauigkeit. Dafür kommen unter anderem speziell von Raylase entwickelte Ablenkeinheiten zum Einsatz, die für diese Anwendungen optisch, dynamisch und mechanisch optimiert sind. Auch die Regelung und Elektronik ist für diese Zwecke individuell ausgelegt. Zum Einsatz kommen bei diesem Fertigungsschritt Single Mode- oder Single Mode-nahe Laser.
Eine besondere Herausforderung im Bereich des Laserschweißens ist zudem das Verschweißen sogenannter dissimilarer, also unterschiedlicher Werkstoffe. In Falle der zylindrischen Zellen sind das die Stromleitbleche aus Kupfer in Verbindung mit den Aluminiumpolen der Zellen. Durch die hier gegebenen unterschiedlichen Absorptionsgrade der Metalle ergibt sich auch ein unterschiedliches Aufschmelzverhalten, was den Prozess erschwert. Neue Wellenlängen im grünen (515 nm, 532 nm) und auch blauen Wellenlängenbereich (450 nm) scheinen ein günstigeres Absorptionsverhalten der Materialen zu bieten, das den Schweißprozess homogener und hochwertiger machen kann. Hier wird weiter laufend geforscht (Abb. 9), um die Verfahren noch effizienter zu gestalten.

Abb. 9: Eine Mitarbeiterin des Frauenhofer ILT prüft die Einstellungen des Scannersystems für die Bearbeitung einer Spannvorrichtung für ein Submodul aus zylindrischen Zellen (Bild: Fraunhofer ILT Aachen)
Dem Auslegen des Schweißprozesses, bestehend aus den Scanparametern, und schließlich der Qualitätskontrolle durch geeignete Sensorik kommt damit große Bedeutung in der Elektromobilität zu. Dementsprechend benötigen die verschiedenen Arbeitsschritte für das Schweißen absolute Maßarbeit.
Fast immer geht es um den Anschluss von koaxialem, das heißt über das Spiegelsystem der Ablenkeinheit laufendem, Prozessmonitoring. Die angeschlossene Sensorik fällt oft unterschiedlich aus. Ebenfalls unverzichtbar ist die Steuerelektronik, die eine Vielfalt an echtzeitfähigen Funktionalitäten, speziell für die Anforderungen der Elektromobilität, bereithält. Die Lasersoftware von Raylase bietet nach den Worten von Produktmanager Wolfgang Lehmann beispielsweise eine optimale Kundenschnittstelle zur Steuerelektronik und kann bei Bedarf eine intuitive und gleichsam hochfunktionelle Oberfläche für die Konfiguration bereitstellen, die die auszuführenden Prozesse anschaulich visualisiert und deren Ausführung positionsgenau mit Zeitstempel aufzeichnet.
Pouch-Zellen in Serie verschweißt
Meist kommen bei Pouch-Zellen Wärmeleitschweißungen zum Einsatz. Sie sind immer dann möglich, wenn die Tabs (Abb. 10) beziehungsweise Kontaktfahnen über genügend Dicke verfügen, um mit relativ hoher Laserleistung eine sehr robuste Schweißverbindung bereitzustellen. Aufgrund des Wärmeleitprozesses ergibt sich eine Breite der Schweißraupe von mehreren 100 Mikrometern. Auch hier sind die Tabs der Pouch-Zellen je nach Pol aus unterschiedlichen Materialien – Aluminium oder Kupfer – ausgebildet.
Aufgrund der großzügigeren Platzverhältnisse bei Pouch-Zellen kann mit Multi-Mode-Lasern bis sechs Kilowatt und zusätzlichen redundanten Schweißungen gearbeitet werden. Dies ermöglicht eine qualitativ hochwertige Verbindung ohne relevante Übergangswiderstände (Abb. 11). Auch hier ist die Laserablenkeinheit mit ihren Eigenschaften das geeignetste Werkzeug. Sie ermöglicht es, alle Schweißungen in einer Position und einem Laserprozessfeld vorzunehmen. Gerade bei den vorfokussierenden Ablenkeinheiten könnten Prozessfelder in der Größe der Batteriepacks spielend erreicht werden, unterstreicht Harnesh Singh, Vertriebs- & Marketingleiter bei Raylase die Vorzüge des Laserschweißens.

Abb. 10: Zellverbund von Pouch-Zellen in Batteriepacks, Seite an Seite angeordnet und über Tabs in Serie verschweißt; jede einzelne Pouch-Zelle verfügt über so viel Speicherkapazität, dass keine weitere Parallelschaltung der Zellen notwendig ist (Bild: Fh Systemforschung Elektromobiliät)

Abb. 11: Die Tabs der Pouch-Zelle sind als Kontaktfahnen gut sichtbar (Bild: Fraunhofer Allianz Batterie)
Internationale Zusammenarbeit in der Elektromobilität
Um neue Prozesserfordernisse zu verstehen und bestmöglich in neue maßgeschneiderte Produkte umzusetzen, kooperiert Raylase bereits seit mehreren Jahren mit nationalen und internationalen Universitäten und Instituten. Sie alle haben sich speziell der Erforschung der Prozesse in der Elektromobilität und deren anwendernahe Industrialisierung verschrieben. Das britische TWI Welding Institute, das sich auf Schweißprozesse in der Elektromobilität spezialisiert hat, arbeitet beim Laserschweißen mit dem Axialscan-50 Digital II von Raylase. Im Bereich Verbindungstechnologien begleitet das TWI seit Jahren die Automobilindustrie bei der Herstellung von Elektrobatterien.
Eine weitere renommierte Einrichtung ist das Fraunhofer-Institut für Lasertechnik ILT in Aachen. Auch dort wird an elektrischen Antriebssystemen geforscht: Für die neue Mobilität ohne fossile Brennstoffe, stellten batterieelektrische Fahrzeuge eine wichtige Säule dar, was sich auch in den wachsenden Stückzahlen in der Herstellung von elektrischen Speichern widerspiegle, sagt Dr. Alexander Olowinsky, Gruppenleiter Mikrofügen beim ILT. Er ist sich sicher, dass derzeitige laserbasierte Fertigungsverfahren aus der Batterietechnik nicht mehr wegzudenken sind. Gerade beim Aufbau von Batteriemodulen und -packs, die aus einer großen Anzahl von Zellen bestehen, könne die Lasertechnik ihre Stärken ausspielen: hohe Flexibilität und gute Steuerbarkeit des Energieeintrags für die Verbindung. Herausforderungen sieht Dr. Olowinsky in der Prozessstabilität und -qualität: Eine Online-Prozesskontrolle in Kombination mit Scanner-basierten Strahlführungssystemen werde der Weg sein müssen, um die hohen Stückzahlen mit den geforderten Prozessgeschwindigkeiten zur erreichen, betont er die Wertigkeit des Lasereinsatzes für die Elektromobilität.
Applikation – Verschweißen von Aluminiumbauteilen an Batteriepacks
Ein anderes, und nicht weniger wichtiges Einsatzgebiet von Laserablenkeinheiten an Batteriepacks, sind die unterschiedlichen Schweißapplikationen an Aluminiumbauteilen. Sie werden mittels Lasertechnologie gefügt.
Diese teilweise sehr dünnen Aluminiumteile stellen hohe Anforderungen an den Schweißprozess. Gefordert sind große Flexibilität in der Erzeugung komplexer Schweißkonturen bei gleichzeitig hoher Positionsgenauigkeit. Die Herausforderung liegt zudem darin, die sehr großen Prozessfelder mit nur einer Lasereinheit mit sehr feiner Spotgröße bearbeiten zu können. Intelligente Schweißrampenfunktionen auf der Kontrollelektronik sorgen dafür, dass der Energieeintrag in die Fügepartner zu jedem Zeitpunkt ein gleichmäßiges Schweißergebnis erzeugt.
Die Einschweißtiefe sollte dabei immer konstant sein und immer überwacht werden. Spezielle Ablenkeinheiten, die geeignete Schweißüberwachungssysteme koaxial über die Spiegel der Ablenkeinheit anbinden, erscheinen hier als Mittel der Wahl, um die Prozessqualität zu überwachen und abzusichern. Je nach Materialdicke der Aluminiumbauteile kommen in der Regel CW-Laser, also Dauerstrahllaser mit bis zu sechs Kilowatt Laserleistung zum Einsatz. Die Laserleistung muss von der Laserablenkeinheit stabil in das Material eingebracht werden. In bestimmten Applikationen wird der Laserstrahl zudem moduliert (Wobbelschweißen), um bei einem Wärmeleitschweißvorgang die Homogenität der Schweißraupe zu optimieren und die Anbindungsfläche zwischen den Bauteilen zu erhöhen. Aber auch nicht moduliertes Wärmeleitschweißen sowie Tiefenschweißprozesse können dafür geeignet sein.

Schweißen von Dichtungselementen
Ein renommierter Anwender von Schweißvorgängen zum Fügen von Aluminiumbauteilen mittels Ablenkeinheiten von Raylase ist die REINZ-Dichtungs-GmbH. Diese beschäftigt über 1000 Mitarbeiter und ist eine Tochter der Dana Incorporated. Unter dem Markennamen Victor Reinz entwickelt und produziert Dana ein breites Spektrum innovativer Dichtungstechnologie mit höchsten Qualitätsstandards für die Fahrzeugindustrie.
Kurt Höhe, Projektleiter Laserschweißen bei Reinz, erinnert sich an die ersten Einsätze dieser so zentralen und wichtigen Technologie für die Elektromobilität. So wurde ihm zufolge schon vor mehreren Jahren begonnen, mit Scanner-basierenden Laseranwendungen, Edelstahl- und Aluminiumbauteile miteinander hoch präzise zu verschweißen. Laserscanner helfen heute dabei, die Maschinenkomplexität zu begrenzen und ermöglichen hohe Prozessgeschwindigkeiten in großen Arbeitsfeldern mit hoher Bauteilqualität. Ein weiterer Vorteil bei der Verwendung von Aluminiumbauteilen ist der Leichtbau der Einheiten bei gleichzeitig hoher Bauteilsteifigkeit. Raylase unterstützte Reinz hier von Anfang an: vom Beginn der Planungen für die entsprechenden Anwendungen bis hin zur Umsetzung in bestehende und neue Fertigungsanlagen. Kurze Reaktionszeiten, die Bereitschaft zum gemeinsamen Test von neuen Technologien und das offene Miteinander seien bis heute kennzeichnend für die partnerschaftliche Zusammenarbeit, so Kurt Höhe.
Mit Raylase in eine nachhaltige elektrifizierende Zukunft
Die Elektromobilität befindet sich also auch Dank des vielfältigen Einsatzes von Lasern mit Ablenkeinheiten auf direktem Weg zum Massenmarkt. Denn diese verringern den Kostendruck und fördern die Produktion in Serie. Jetzt nicht mitzuspielen auf dem Markt der Elektromobilität, wäre fahrlässig. Viel zu lange haben die internationalen Automobilbauer am Verbrennungsmotor festgehalten und gezögert. Angesichts des riesigen Markts China, wo eine Quote von zehn Prozent Elektroautos im Reich der Mitte im letzten Jahr verabschiedet wurde, kann sich keiner mehr diesem Trend entziehen.
Aber dies ist nur ein Argument, denn Elektromobiltät ist eben auch ein unverzichtbarer Baustein für eine bessere Zukunft. Davon ist Raylase CEO Dr. Philipp Schön überzeugt: Es muss in unserem Interesse sein, der nächsten Generation eine Welt zu überlassen, in der nachhaltig und ressourcenschonend mit unserer Umgebung umgegangen wird. Wenn man den Weg zur Energiewende holistisch betrachtet, wird es gelingen, die gesteckten Klimaziele zu erreichen. Das schließt Schön zufolge zum einen die Energiegewinnung durch Photovoltaik mit ein, zum anderen die Energiespeicherung durch Batterien und schließlich die Energieumwandlung durch elektrische Antriebe. Die Zeichen der Zeit stehen für Dr. Philipp Schön klar für eine elektrifizierende Zukunft. Raylase wird dazu in diesen drei Bereichen einen wichtigen Beitrag leisten.
- www.raylase.de
Quellen
Bundesministerium für Wirtschaft und Energie BMWi Elektromobilität und Batteriezellfertigung; Europäische Batterieallianz; Raylase GmbH; Handelsblatt;www.elektro-auto-news.net; statista.de; Fraunhofer-Allianz Batterien; www.umweltbundesamt.de; www.electrive.net; ADAC; SZ 17.9.20
