


Distraction osteogenesis is a method of generating new bone formation by the gradual application of tensile stress across a cleft with callus tissue after cutting the bone. A concept for a mechanically flexible encapsulation for an active implantable bone distractor will be presented. One requirement is long-term protection against liquids since moisture penetration would damage the electrically driven actor. The flexible encapsulation must also be expandable in the range of some centimetres. A bellow/tube-like shape is a promising concept. Latex and synthetic latex (polyisoprene) were tested as a suitable material. A method for producing these flexible and expandable samples out from liquid material on arbitrarily shaped moulds was established. Electrical insulation tests after long-term exposure to physiological buffered saline solution and sterilization with an autoclave showed sufficient insulation above 1,000 Volts for a wall thickness of 0.75 mm. Coating of latex and polyisoprene with parylene C led to improved mechanical compressibility. After autoclave-stress, parylene adhesion tests, electrical insulation tests and compression tests to check the elasticity of the bellow/tube-like systems were carried out. For testing the long-term stability, industrially manufactured condoms made from latex and polyisoprene were filled with PBS (phosphate-buffered saline) and electrical breakdown voltage tests over a period of five weeks was investigated. The measured stability of the electrical breakdown voltage showed their potential as an encapsulation material for electrically driven active bone distractors.
Keywords: encapsulation, distractor, latex, polyisoprene, bellow, parylene
Paper: Date of submission for publication: 22.07.2020 Date of review finishing: 28.07.2020 Publication acceptance: 06.08.2020
1 Introduction
Distraction osteogenesis is a method of generating new bone formation by the gradual application of tensile stress across a complete cut through the bone. This work aimed to find a suitable flexible and biocompatible material serving as an encapsulation for an electrically driven actuator used for bone distraction. Figure 1 shows a sketch of a bone distractor. The two plates at either end are fixed to the bone to be expanded. They can be pushed apart via the electronic drive of the piezo actuator (red arrow) and the tube-like bellow in between must be a protective insulation. The material to be used for developing the tubes/bellows should be moisture-proof and mouldable.
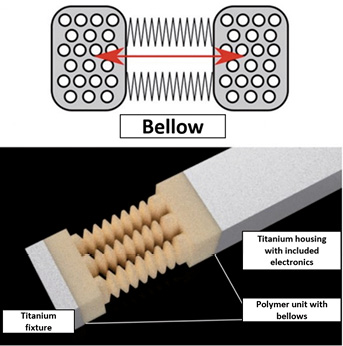
Fig. 1: Sketch showing the actuator system with the tube/bellow in between; the red arrow symbolizes the piezo actuator, which can expand the tube/bellow by a few centimetres
Condoms made of latex show high mechanical flexibility and stability. Due to their purpose of use, they are innately moisture-proof to a certain degree. Some people show allergies against latex. In some cases, type 4 allergy, also known as latex allergy, can develop. Here, the allergens are absorbed through the skin and thus reach the immune system [1]. Hence, we also investigated nonallergic polyisoprene. It is possible to tailor the material to special requirements. For this reason, synthetic rubbers are superior to latex in some respects: wear resistance and ageing resistance [2]. Another advantage is that synthetic rubber does not contain any proteins. Thus, the allergy problem is almost completely excluded [1].
During the research work, latex and polyisoprene were tested for their suitability for use in the active, implantable actuator. To guarantee a constant wall thickness and quality of the materials to be tested, some tests were carried out with commercially available condoms. They are manufactured and tested at the production sites according to high quality standards. This ensures that every test object (condom) is like the others. Also, the condoms are already available in the desired materials (latex and polyisoprene).
The structures were additionally coated with parylene C to ensure long term biocompatibility. Parylene C not only acts as a barrier against latex allergies, it may also lead to better electrical insulation and better diffusion barrier against moisture for long-term implantation.
2 Methods
2.1 Material Considerations
Liquid natural ammonia-free latex was procured from Centrotrade GmbH and liquid synthetic latex (poly-isoprene) was procured from Kraton GmbH. 3D printed moulds (PLA, Fig. 2) were immersed in the liquid latex. The dried layers were removed from the mould mechanically. Experiments were carried out with different numbers of layers for obtaining a shape being as thin in as possible, but mechanically stable and durable.
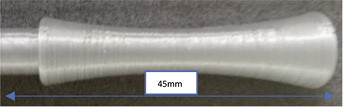
Fig. 2: 3D printed hourglass-like shape of the mould
2.2 Design Considerations
The biggest challenge for the tube-like bellows in the given distractor prototype was that the flexibility and compression must be given at small sizes. The outside diameter was not allowed to exceed 7 mm and the inner diameter had to be 5 mm. This allowed only wall thicknesses below 1 mm combined with the ability to be highly compressed in the direction of the symmetry axis.
For this reason, after various attempts, a system with the shape of an hourglass was chosen. It is narrow in the middle and wider at the ends. Bellows with this shape, may be compressed together to a few percent of the expanded length. The latex and the polyisoprene coating with this mould worked well and after drying, the bellow could be removed easily.
2.3 Bellow Production
For producing bigger numbers of bellows with reproducible production parameters, a small gear drive system was 3D printed and connected to a DC Motor. With this configuration five moulds mounted on the gear drive (Fig. 3) could be used for producing similar bellows. After dipping the moulds into synthetic or natural liquid latex, the system was placed under a heat lamp for drying the bellows under rotation. They dried at approximately 30 °C for 25 minutes before the next layer was applied. Several dips (e.g. 2-3) were carried out one after the other.

Fig. 3: Rotating moulds with liquid latex mounted on a gear drive; the moulds are placed under a heat lamp and rotate during drying
One layer leads to a thickness of approximately 0.3 mm. If only one or two layers were used, the tube-like bellow was too unstable. The insufficient layer thickness led to cracks during detaching the insulation from the mould. The sheath was destroyed.
Stable tube walls could be produced when applying at least three layers, which corresponds to a thickness of approximately 0.75 mm. Since the layer thickness should be as small as possible to achieve maximum flexibility, only three layers were deposited above each other. The integrity of the films was examined under a light microscope (Fig. 4). The tube wall shows no substructures and forms a homogeneous layer.
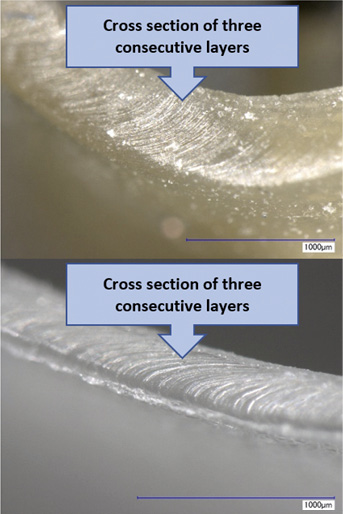
Fig. 4: Cross section of latex (top) and polyisoprene (bottom) under the microscope; the three layers combine to a single film without transitions
Another challenge is separating the tube-like bellows from the moulds. Both the latex and the polyisoprene show a strong sticking to itself when being unrolled or pulled down from the mould. One solution is applying commercially available baby powder on a pure mineral talcum base (Penaten Baby Puder from Johnson & Johnson GmbH) on the surface before removal from the moulds. With this powder, the coated elastomeric material can be rolled up and unrolled without sticking. After removal of the tube-like bellows from the moulds, the powder can then be easily washed off with isopropanol in an ultrasonic bath.
Figure 5 shows two hourglass-shaped tube-like bellows produced by three steps of dipping und drying under rotation. They may be cut at the ends to get well defined interfaces for clamping to solid parts of the distractor.
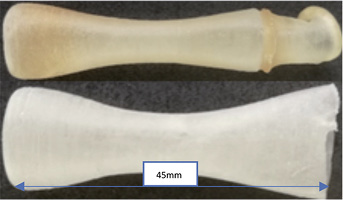
Fig. 5: Natural Latex Bellow (above) and the synthetic Latex bellow (below)
2.4 Parylene Coating
Parylene C belongs to the group of crystalline polymers [4, p. 4]. The coating with parylene is possible with a very small thickness. Even starting at a small thickness of 1 µm, the coating has excellent insulating properties that can be used for increasing the electrical breakdown voltage of latex or polyisoprene. The parylene C coating serves as a moisture, chemical and dielectric barrier [5]. Parylene also has good thermal and UV stability. This means it can also be used as a dry film lubricant [5].
A major advantage for use in medical technology is that parylene C is biocompatible. Hence, coating the bellows with parylene C leads to a lower risk of allergies as well as better electrical and thermal stability. Some of the tube-like bellows made of latex and polyisoprene were coated with 3 µm parylene C.
2.5 Chemical Barrier of Parylene using Benzene Test
Latex and polyisoprene are highly reactive towards benzene. Coating latex and polyisoprene with chemical inert parylene C would make the elastomer resistant to benzene, if the film is deposited without defects and with a good film adhesion. Hence strips from latex and polyisoprene were produced and coated with a parylene C film with a thickness of 3 µm. Two strips of uncoated latex and two strips of uncoated polyisoprene as well as two strips of these materials coated with parylene C were clamped onto a beaker. Drops of liquid benzene were applied in the middle of the strips. Good film properties will result in no chemical influence on the underlying latex or polyisoprene.
2.6 Humidity Validation Test
The humidity validation test monitors whether the latex or polyisoprene condoms become leaky and permeable to liquids after a certain period and to check if latex and polyisoprene develop cracks when exposed to PBS (phosphate-buffered saline solution [3]) for a longer time. The condoms were filled with PBS and stored for five weeks (longer than 30 days as a threshold for long time implantation). Figure 6 shows how the condoms were hung. The stability was assessed using electrical breakdown voltage tests.

Fig. 6: Condoms filled with PBS; a short tube with a lid at the upper end allowed for hanging them for a longer period
2.7 Autoclave test
An autoclave is used to carry out sterilisation using the superheated steam process [6]. The autoclave is filled with distilled water. Then it heats up to approximately 140 °C, which produces a pressure of 2 bar. In this test, the tube-like bellows made of latex or polyisoprene were placed in an autoclave. Autoclaving can also be used to test whether the parylene C coating adheres to the material. If the parylene C layer is not complete, water vapour can penetrate between the coating and the material. Thus, the parylene detaches and can be easily removed [7, p. 10].
2.8 Breakdown Voltage Test
To test the insulation properties of latex and polyisoprene, an insulation test (breakdown voltage test) was carried out. A Sourcetronic ST9201CX AC Hipot Tester was used.
Medical condoms are produced with high security measures. For a first test for principal feasibility of using condom material, commercially available condoms made of latex (Ritex GmbH: RR.1) and polyisoprene (MAPA GmbH: Billy Boy Skyn Hautnah) were cleaned with isopropanol in an ultrasonic bath and rinsed with distilled water. This step was necessary because the condoms were pre-lubricated. After cleaning the condoms were filled with PBS (phosphate-buffered saline solution [3]) and closed with a lid system.
For measuring the electrical insulation properties, the filled condoms were placed between a bowl-shaped measuring tip and a grounded plate. The experiments were carried out in two configurations:
- The measuring tip is slightly pressed onto the condom so that there is still PBS between the opposite walls of the condom (Fig. 7)
- The measuring tip is pressed stronger onto the condom leading to no distance between the opposite walls of the condom, thus the two walls being in direct contact (Fig. 8).
The AC-voltage source (50 Hz) starts at 100 V, then the voltage is increased until a defined leakage current (I = 100 µA) is measured. The maximum voltage is 5,000 V. The measurement is carried out until the previously defined time has elapsed or a previously defined amperage value has been exceeded.
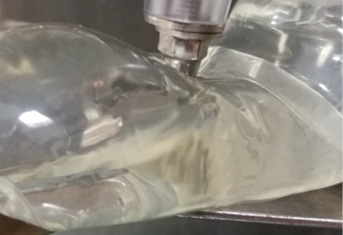
Fig. 7: Breakdown measurement with PBS over the distance between the outer walls

Fig. 8: Breakdown measurement without distance of the two opposite tube walls
2.9 Compression Test
The tube-like bellows must not generate a force bigger than the force generated by the actor in the distractor (F = 30 N). A compression was carried out with the force measuring machine Alluris® FMT-310/FMT-317b. A threaded rod was clamped only at one end to ensure free movement and measuring only the generated force by the compressed elastomer (Fig. 9). To ensure a uniform pressure on the entire insulation-bellow, washers were inserted at both ends.
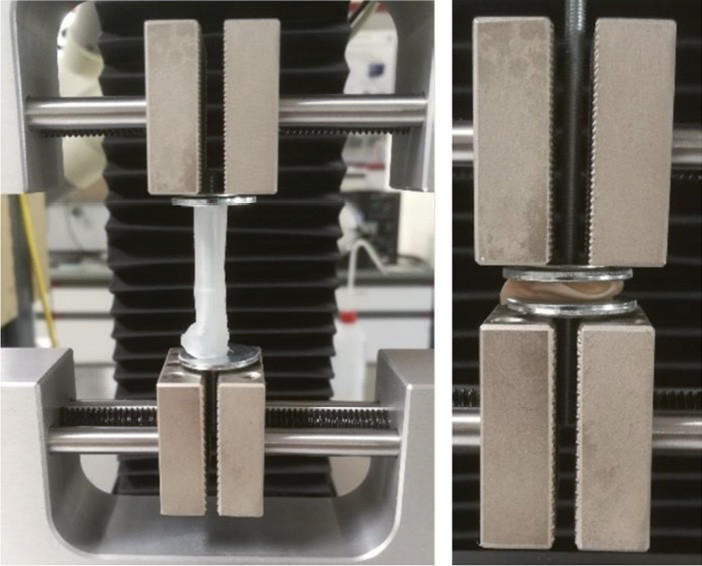
Fig. 9: Compression measurement of hourglass-shaped tube-like bellows (left: without compression; right: after maximum compression)
3 Results and Discussion
3.1 Humidity Validation Test
The test showed that even after five weeks no liquid escapes from the condoms. This test was performed in combination with the breakdown test discussed below.
3.2 Electrical breakdown measurement
Figure 10 and Figure 11 show breakdown voltages of PBS-filled condoms with distance between the outer walls (Fig. 7). Figure 12 and Figure 13 show breakdown voltages of PBS-filled condoms with no distance between the outer walls (see Fig. 8).
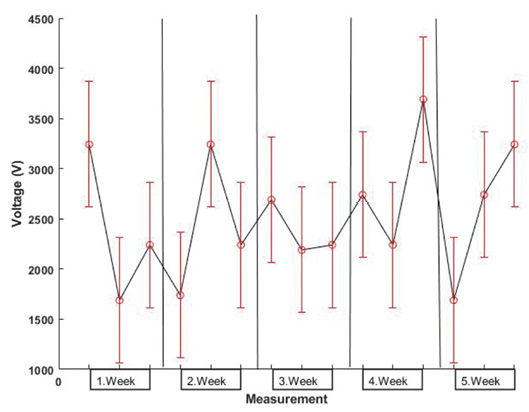
Fig. 10: Breakdown voltage of 15 PBS filled polyisopren condoms with distance between the walls (standard deviation is ± 625 V)
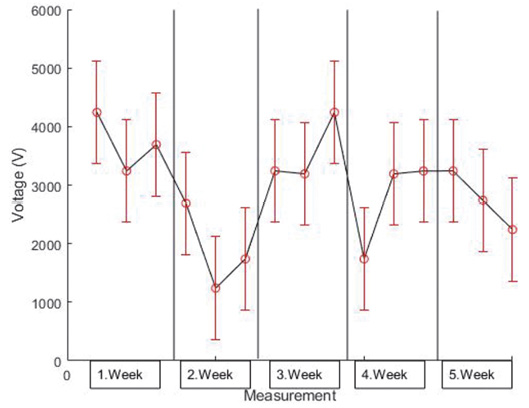
Fig. 11: Breakdown voltage of 15 PBS filled latex condoms with distance between the walls (standard deviation is ± 879 V)
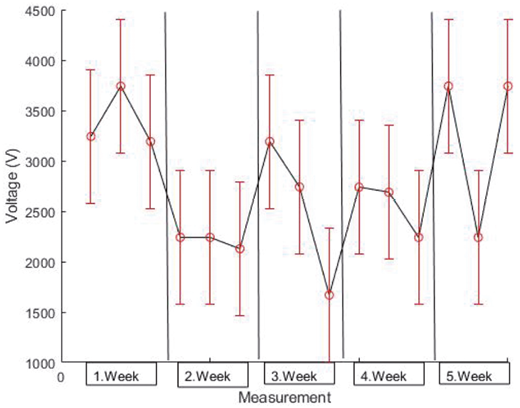
Fig. 12: Breakdown voltage of 15 PBS filled latex condoms with no distance between the walls (standard deviation is ± 663 V)
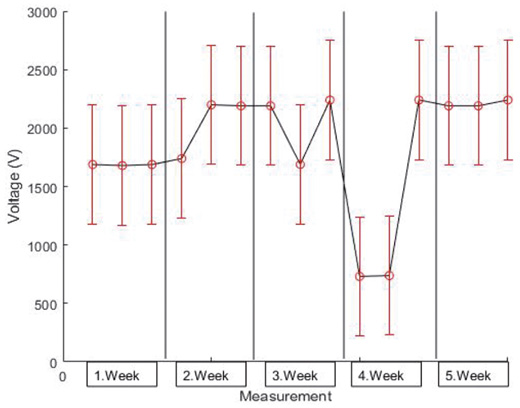
Fig. 13: Breakdown voltage of 15 PBS filled polyisoprene condoms with no distance between the walls (standard deviation is ± 510 V)
3.3 Autoclave Test
The tests clearly showed that the parylene C coating holds well on the bellows. The coated insulations have withstood the temperature and pressure well. There was no visible change in the material hence it was concluded that the parylene adhesion was very good.
3.4 Chemical Stability of Parylene (Benzene Test)
To have a comparison, two strips of uncoated latex and polyisoprene strips and two strips of parylene coated strips were clamped onto a beaker and drops of liquid benzene were applied in the middle and after a few hours, the flexibility of the uncoated strips was reduced and the ones with the parylene coating were still stable which proved that the parylene coating would help in increasing the chemically stability of the bellows.
3.5 Electrical Breakdown Measurement
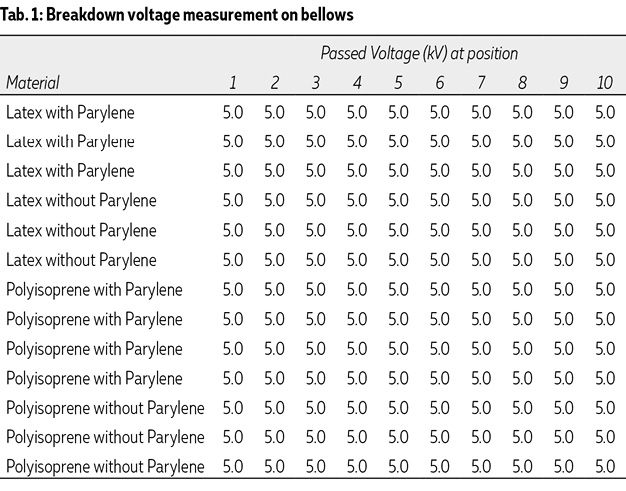
These breakdown measurements (Fig. 14) were performed with bellows of latex and polyisoprene. Some of them were additionally coated with 3 µm parylene C. The measuring parameters were set to 5,000 V, 0.1 A. The maximum voltage was reached after 2 s and held for 5 s.
Table 1 shows results of coated bellows (0.75 mm wall thickness and optionally coated with 3 µm parylene C). 130 such measurements were carried out (10 measurement points on every bellow). All measurements could withstand a voltage of 5,000 V which means that the insulation is fully guaranteed.

Fig. 14: Setup for measuring the electrical breakdown voltage
3.6 Compression Test
The uncoated specimens, especially the polyisoprene bellows, can no longer be used after the compression test. When they are pressed together, they stick together and cannot be returned to their original shape. Therefore a use without additional protection against sticking together is not possible.
The bellows coated with parylene C can be optimally compressed and then automatically return to their original shape. Figure 15 and Figure 16 clearly show that the force required for bellows coated with parylene C increases considerably at the end. The required force is very small at the beginning. Only at the end it rises strongly. In a range below 210 mm the force is constant and significantly lower than the planned force of the actor inside the distractor. However, the required force at the end is lower than with the coated latex samples.
The biggest difference is that all insulations of the coated samples are intact. One last combined test was then carried out as follows: First, two latex and two polyisoprene insulations coated with parylene C were autoclaved. Then they were compressed to a thickness of 2 mm. Subsequently, a compression test was carried out and the results were almost identical to the ones displayed above.
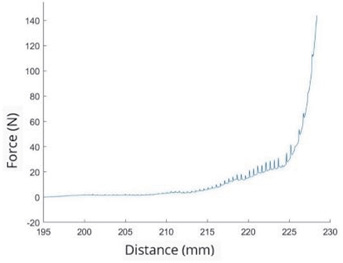
Fig. 15: Force measurement for compressing parylene C coated latex
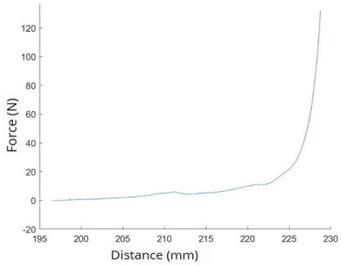
Fig. 16: Force measurement for compressing parylene C coated polyisoprene
4 Conclusion
The tests conducted were able to identify latex as the most suitable material for the insulation of a piezoelectric actuator and by an additional coating with parylene C the problem of allergies could be eliminated. In the tests, it was shown that a coating with parylene C cannot achieve a clear improvement in the breakdown test. A coating is therefore not necessary to improve the pure insulation performance. The further tests show, however, that the compression resistance can be improved by coating latex with parylene since the problem of the bellows being stuck together is removed completely. The tests performed with latex (long-term moisture barrier test, autoclaving, combined tests) also showed the superiority of latex over polyisoprene in the overall evaluation. The shape of an hourglass turned out to be the most suitable during the tests since it allows the insulating bellow to be ideally compressed and to unfold again easily. In the course of the research, the question of how thick insulation should be was also clarified and the examination at a microscope revealed that a layer thickness of 0.75 mm (three layers of liquid latex or polyisoprene) could be held as meaningful. But more work on using different primers and different plasma pretreatments on latex and polyisoprene before coating with parylene C to compare the adhesion remains to be done.
DOI: 10.7395/2020/Bucher20-2
Note:
This work was supported by the German Federal Ministry of Education and Research (FKZ: 13FH5I01IA)
References
[1] N.N.: Latexallergie: Grundlagen – Allergieinformationsdienst (online); available: https://www.allergieinformationsdienst.de/krankheitsbilder/weitere-krankheitsbilder/latexallergie/grundlagen.html; accessed on: Mar. 08, 2019; Surname A and Surname B 2009 Journal
[2] N.N.: Kautschuk in Chemie | Schülerlexikon | Lernhelfer (online); available: https://www.lernhelfer.de/schuelerlexikon/chemie/artikel/kautschuk; accessed on: May 28, 2019
[3] N.N.: PBS-Puffer (online); available: http://www.chemie.de/lexikon/PBS-Puffer.html; accessed on: Mar. 28, 2019
[4] N.N.: VSI-Parylene-Complete-Guide-to-Parylene-Coatings
[5] N.N.: Eigenschaften von SCS-Parylene – Specialty Coating Systems (online); available: https://scscoatings.com/de/scs/what-is-parylene/parylene-properties/; accessed on: Mar. 14, 2019
[6] N.N.: Autoklav (online); available: https://www.chemie.de/lexikon/Autoklav.html; accessed on: Jun. 04, 2019
*Contact: E-mail: volker.bucher@hs-furtwangen.de
