

In Ergänzung zu den metallischen Schichten werden durch Passivierungen und organisch basierte Schichtverfahren die Eigenschaften von Bauteilen im Hinblick auf das Korrosions- oder Verschleiß- und Reibverhalten ergänzt beziehungsweise erweitert. Vor allem funktionale Anforderungen zur Verbesserung der mechanischen Belastung in verschleißenden Anwendungen stellen ein breites Einsatzgebiet für Beschichtungen dar. Diese unterstützen die Bemühungen zum sparsamen Umgang mit Ressourcen, indem sie den beschichteten und oberflächenbehandelten Teilen eine längere Lebensdauer verschaffen. Neben den Werkstoffen mit grundsätzlich guter Beständigkeit wie Chrom oder Nickel spielen hier Mischbeschichtungen mit eingelagerten Hartstoffen oder neuartige Legierungen eine wichtige Rolle, die den galvanischen Verfahren ein hohes Interesse zukommen lässt.
Fortsetzung aus WOMag 11/2019
Kathodischer Korrosionsschutz und Konversionsschichten
Einschichtige Zinklamellensysteme
Zinklamellensysteme stellen seit vielen Jahren eine bewährte Variante unter den wichtigen Beschichtungssystemen, insbesondere für Verbindungselemente, dar. Seit kurzem sind neben den bisher üblichen mehrschichtigen Systemen auch einschichtige verfügbar, mit denen sich Andreas Fink, Atotech Deutschland, befasst. Diese erlauben es, die Herstellungskosten zu reduzieren und den Durchsatz zu erhöhen.
Die Zinklamellenbeschichtungen werden vorwiegend auf Massenteile (z. B. Schrauben) aufgebracht. Hierfür stehen spezielle Anlagen mit Schleudertrommeln zur Verfügung. Die Beschichtung erfolgt durch Tauchprozesse, wobei der Schleudervorgang für eine sichere Beschichtung aller Teile in der Trommel sowie für die Erzielung einer gleichmäßigen Schichtdicke sorgt. Bei den einschichtigen Zinklamellenverfahren wird mit einer durchschnittlichen Schichtdicke von 6 µm bis 8 µm gearbeitet. Damit wird eine Korrosionsbeständigkeit von mindestens 720 Stunden bis zum Auftreten von Grundmetallkorrosion gemäß ISO 9227 erzielt. Bei zusätzlichem Auftrag von Topcoats mit Dicken im Bereich von 1 µm bis 2 µm erhöht sich die Beständigkeit auf mehr als 1200 Stunden.

Bereits eine einschichtige Zinklamellenbeschichtung mit einer Dicke von nur 7 µm zeigt im Salzprühtest gemäß ISO 9227 eine hohe Beständigkeit (Bild: A. Fink)

Mittels Gestelltechnik lassen sich auch Teile beschichten, die im Trommelverfahren nicht zuverlässig bearbeitet werden können (Bild: A. Fink)
Für höherdimensionierte Teile bietet sich die Beschichtung auf Gestellen an. Der Beschichtungsvorgang sowie die Beschichtungsqualitäten sind hierbei die selben. Das Verfahren findet vor allem aufgrund der Durchsatzerhöhung bei geringen Kosten sowie der guten Korrosionseigenschaften ein hohes Interesse bei den Kunden. Die Beschichtung selbst enthält keine kritischen Stoffe wie Chrom(VI), Kobalt, Blei oder Nickel und erfüllt somit alle Anforderungen an den Arbeits- und Umweltschutz problemlos.
Chrom(III)passivierung mit Kobalt
Infolge des Verbots von Passivierungen auf Basis von Chrom(VI) sind zahlreiche Passivierungsvarianten mit dem primären Bestandteil Chrom(III) in Gebrauch. Diese enthalten als weitere Bestandteile Verbindungen mit Kobalt, Nickel, Eisen oder auch Fluorid. Sanaz Hesamedini von der TU Ilmenau beschäftigt sich mit den Wirkungen der einzelnen Bestandteile und deren Effekt auf die Korrosionsbeständigkeit von Passivierungen auf Zinkoberflächen. Untersucht wurden verschiedene Zusammensetzungen, die aus einer Passivierungslösung mit pH 1,8 und bei einer Temperatur von 40 °C innerhalb von 60 Sekunden aufgebracht worden waren. Es zeigt sich, dass bei Anwesenheit von Fluorid annähernd die doppelte Menge an Chrom in den Niederschlag eingebaut wird, während der Kobaltgehalt kaum Einfluss auf die Chrommenge erkennen lässt. Der Kobaltanteil dagegen halbiert sich bei Anwesenheit von Fluorid. Des weiteren wird durch Fluorid die Dicke der Passivierung deutlich erhöht von etwa 230 nm auf 340 nm bis 430 nm; eine anschließende Wärmebehandlung ergibt wiederum eine Schichtdickenreduzierung um 25 % bis 40 %. Ebenfalls erhöht wird die Schichtdicke bei höheren Temperaturen der Passivierungslösung. Die Morphologie der Passivschicht zeigt unter Einwirkung von Fluorid die Bildung von Hohlräumen.
Versiegelungen und Topcoats
Versiegelungen und Topcoats auf Oberflächen, meist Zink und Zinklegierungen, werden dafür herangezogen, die Eigenschaften der Oberflächen bestimmten Aufgaben anzupassen. Dr. Michael Krumm, Coventya, gab einen Einblick in die Anforderungen an Topcoats und Versiegelungen, wie sie von den Kunden der Beschichter in immer stärkerem Maße nachgefragt werden. Insbesondere die Eigenschaften von Oberflächen in Bezug auf Reibung und Verschleiß stehen bei Verbindungselementen im Vordergrund, da hier die Oberfläche als Kontaktbereich zwischen zwei Bauelementen das Gesamtsystem maßgeblich beeinflusst.
Eine Versiegelung oder Deckschicht, die für den Einsatz bei Verbindungselementen bestimmt ist, lässt sich unter anderem durch Zusatzstoffe in einem sehr weiten Bereich auf die jeweilige Aufgabe hin optimieren. Je nach Gesamtsystem aus Reibpartnern und Ausführung der Oberflächen lassen sich Reibwerte von niedrigen (µ = 1) bis hohen Werten (mit µ = 0,9) einstellen. Neben der Art der Deckschicht spielt hierbei natürlich auch die Rauheit und damit die Größe der realen Kontaktflächen eine wichtige Rolle. Schließlich macht sich die Festigkeit des Werkstoffs durch dessen Vermögen zur Verformung bei der Reibung zweier Partner mehr oder weniger stark bemerkbar.
Erhöhte Anforderungen an die Funktionalität von Verbindungselementen ergeben sich durch die Forderung nach gleichbleibenden Reibwerten im Falle von Mehrfachanzug bei Schrauben. Zudem müssen die Werte für unterschiedliche Materialkombinationen, wie sie im Leichtbau für Fahrzeuge zunehmend auftreten, einstellbar sein.
Trend bei Edelmetallbeschichtungen
Abscheidung von Iridium
Im Zuge des derzeitigen Megatrends zum Ausbau von erneuerbaren Energien kommt der Nutzung von Wasserstoff eine stark steigende Rolle zu. Johannes Näther hat sich mit Kollegen und Projektpartnern mit der Verbesserung der PEM-Elektrolyse zur Herstellung von Wasserstoff durch Wasserelektrolyse befasst. Für den Einsatz dieser Technologie bedeutet der Einsatz von Edelmetallkatalysatoren einen wichtigen Faktor zur Erhöhung der Effizienz. Bisher werden dazu Anoden mit Iridium und Iridiumoxid eingesetzt, da diese die Sauerstoffbildung begünstigen. Die entsprechenden Elektroden bestehen aus protonenleitenden Membranen mit Edelmetallpartikeln, die allerdings nur eine relativ geringe aktive Oberfläche besitzen.

Prozessfolge für die galvanische Beschichtung von Titan mit Iridium (Bild: J. Näther)
Deutliche Verbesserungen lassen sich durch das Aufbringen von Iridium auf Titanstreckmetallelektroden erzielen. Die Abscheidung des Edelmetalls erfolgt hierbei in mehreren Schritten: Zunächst wird die Titanoberfläche des Streckmetallsubstrats unter Nutzung der Plasmatechnik aktiviert. Anschließend erfolgt eine Sprühbeschichtung von speziellem Sintermaterial. Nach dem Sintern bietet dieses die Möglichkeit, mittels galvanischer Abscheidung Iridium aufzutragen. Die Belegung der Elektrodenoberfläche mit Iridium hängt von Parametern wie Elektrolyttemperatur, Stromart und Stromdichte oder Aktivierungszustand des Grundwerkstoffs ab. Durch Optimierung der unterschiedlichen Einflussgrößen konnte die Funktion des Systems im Vergleich zu bisher gebräuchlichen Elektroden verbessert werden.
Dispersionsschichten für elektrische Kontakte
In einer Gemeinschaftsarbeit der TU Ilmenau mit der Universität in Lima wurde die Verwendung von Kupfer-MAX-Dispersionsschichten für elektrische Kontakte in der Hochenergietechnik untersucht; die Arbeit stellte Dr. Rolf Grieseler vor. Für den Einsatz in der Hochenergietechnik müssen Kontakte eine gute elektrische Leitfähigkeit sowie eine hohe Beständigkeit gegen Abbrand aufweisen. Hierfür kommen bisher unter anderem durch pulvermetallurgische Verfahren hergestellte Kontaktflächen in Frage, die anschließend mittels Löten oder Schweißen auf einen elektrisch gut leitenden Grundwerkstoff aufgebracht werden.
Ein neuer Ansatz geht von der elektrochemisch abgeschiedenen Dispersionsschicht auf einem elektrischen Kontakt aus, wobei als Partikel Metalle oder Keramiken verwendet werden. Gute Ergebnisse versprechen sogenannte MAX-Phasen, bei denen es sich um Carbide und Nitride handelt. Diese zeichnen sich durch sehr gute mechanische Eigenschaften mit guter chemischer und thermischer Beständigkeit aus. Zugleich besitzen sie eine elektrische Leitfähigkeit in der Größenordnung von reinen Metallen.

Kupferschicht ohne (oben) und mit eingebauten Partikeln der MAX-Phasen (unten) (Bild: R. Grieseler)
Für die Abscheidung wird ein saurer Kupferelektrolyt eingesetzt, dem etwa 10 g/l Pulver zugesetzt werden. Das Keramikpulver (MAX-Phase) besteht aus Titanaluminiumcarbid, Titansiliziumcarbid und Titancarbid. Bei Abscheidestromdichten zwischen 1 A/dm2 und 2 A/dm2 werden je nach weiteren Arbeitsbedingungen etwa 0,5 Gew.% bis 3 Gew.% an Partikel eingebaut. In Abhängigkeit von Partikeleinbaurate und auftretender Kristallstruktur der Kupferschicht ergeben sich unterschiedliche Schichthärten und ein günstiges Abbrandverhalten.
Verschleiß- und Funktionsschichten
Beschichtungen für Sicherungselemente
Heidi Willig, fem Schwäbisch Gmünd, befasst sich mit der Zuverlässigkeit und Sicherheit von Oberflächen im Niederspannungsbereich, wie sie für Windkraft- und Photovoltaikanlagen zum Einsatz kommen. Es werden dafür sogenannte Ganzbereichssicherungen eingesetzt, die vor allem auf dem Prinzip des Aufschmelzens eines Metalldepots beruhen. Für diese Art der Sicherungen werden zunehmend höhere Anforderungen an die Sicherheit und Langzeitbeständigkeit gestellt. Als entscheidende Metalle werden hierfür die Systeme Silber-Zinn und Nickel-Zinn sowie Aluminium beziehungsweise auch Kupfer als einer der Trägerwerkstoffe verwendet.
Für diese verschiedenen Kombinationen wurden umfangreiche Belastungsszenarien bis zu einer Temperatur von etwa 200 °C durchgeführt. Als kritische Faktoren sind die entstehenden intermetallischen Phasen anzusehen; bei Silber-Zinn ist mit zwei und bei Nickel-Zinn mit drei intermetallischen Phasen zu rechnen. Diese können deutliche Änderungen der mechanischen und elektrischen Eigenschaften der gesamten Bauteile zur Folge haben. In den durchgeführten Untersuchungen waren je nach Temperaturbelastungen verschiedene Erscheinungsbilder der intermetallischen Phasen festzustellen. Der Widerstandsanstieg der gewählten Materialkombinationen war insgesamt relativ gering. Zudem konnte eine gute Übereinstimmung zwischen berechnetem und tatsächlichem Widerstandsverlauf über die Zeit (bis zu 4000 Stunden) nachgewiesen werden. Als kritisch erwiesen sich Beschichtungen auf Aluminium, bei denen schlechtere Gesamtergebnisse aufgrund einer unzureichenden Schichthaftung auftreten.

Elektrische Charakterisierung der Systeme Silber-Zinn und Nickel-Zinn für die verschiedenen Zustandsformen der Werkstoffe (Bild: H. Willig)
Funktionale Anodisierung
Der Einsatz von Aluminiumlegierungen steigt seit Jahren an. Die Eigenschaften der Aluminiumwerkstoffe werden durch Legieren mit verschiedenen Legierungspartnern den diversen Herausforderungen angepasst. Allerdings ändert sich durch die Zugabe der Legierungspartner auch das Verhalten beim Anodisieren; damit setzt sich Can Akyil, Coventya, auseinander.
Zu den häufig eingesetzten Legierungspartnern für Aluminium zählt Silizium, das durch die Bildung von intermetallischen Phasen die Eigenschaften anodisierter Oberflächen deutlich verändert. Ihre Größe und Verteilung hemmt nicht nur das Oxidwachstum stark, sondern stört auch die Kontinuität der anodisch erzeugten Oxidschicht. Additive auf Basis von Oxalsäure, die darauf abzielen, die Reaktivität der Schwefelsäure zu begrenzen, verstärken die negative Wirkung der Siliziumausscheidungen auf die Eigenschaften der Oxidschicht.

Anodisch erzeugte Oxidschicht auf einer Aluminiumlegierung mit 12 % Silizium (Bild: C. Akyil)
Vorteilhaft ist es nach Ansicht von Can Akyil, das vorhandene Silizium in die Prozesse einzubinden. Zusätze zum Anodisierelektrolyten auf organischer Basis erlauben es, die Auflösung des Aluminiums zu regulieren. Die geeigneten Additive verbessern die Homogenität und die Dicke der Oxidschicht. Darüber hinaus kann durch Anpassung der Vorbehandlung des Aluminiumgrundwerkstoffs vor dem Anodisieren eine dichtere, härtere und gleichmäßigere Oxidschicht hergestellt werden. Durch die Vorbehandlung wird das Oxidwachstum verstärkt und eine kontinuierliche Beschichtung erreicht. Bei der Vorbehandlung werden die intermetallischen Siliziumanteile aktiviert, wodurch das chemische Potential der Oberfläche ausgeglichen wird und somit die Anodisierung gleichmäßiger abläuft. Durch diese Prozessanpassung lassen sich Aluminiumlegierungen mit bis zu 12 % Silizium mit gutem Ergebnis eloxieren.
Produktivitätssteigerung bei der chemischen Nickelabscheidung
Wie Hans-Joachim Kraft, MacDermid-Enthone, betonte, erfolgt die chemische Abscheidung von hochphosphorhaltigen Nickelschichten mit deutlich geringerer Abscheidegeschwindigkeit als die aus Systemen für Schichten mit niedrigem und mittlerem Phosphorgehalt. Allerdings verhalten sich die Elektrolyte unterschiedlich in Bezug auf den Phosphorgehalt in der Schicht. So ist bei den Systemen zur Abscheidung von Nickel mit mittleren Phosphorgehalten ein Absinken des Phosphorgehalts mit steigendem Elektrolytalter festzustellen. Ebenso verändert sich die Abscheidegeschwindigkeit je nach Phosphorgehalt.
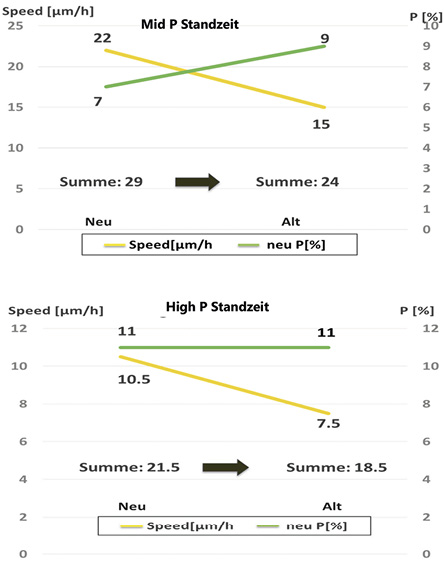
Leistungsfähigkeit der Systeme für einen mittleren (oben) und hohen (unten) Phosphoranteil in der Nickelschicht (Quelle: H.-J. Kraft)
Um die Elektrolytsysteme bezüglich ihrer Leistungsfähigkeit (und damit auch der entstehenden Abscheidekosten) besser vergleichen zu können, kann den Systemen eine Kennzahl zugeordnet werden, die diese Zusammenhänge einschließt. Aus den vom Vortragenden gemachten Beobachtungen ergibt sich, dass der hierfür ermittelte D-Index (Summe aus Phosphorgehalt in Prozent und Abscheidegeschwindigkeit in µm/h) einen Wert von etwa 21 aufweisen sollte, um bestmögliche Gesamtergebnisse zu erhalten.
Hartverchromung auf Basis von Chrom(III)
Dr. Simon Pape, Atotech Deutschland, befasst sich mit der Einführung eines Verfahrens zur Abscheidung von Hartchromschichten aus einem Chrom(III)elektrolyten. Den Angaben des Vortragenden zufolge sind die Schichten in Bezug auf Härte, Rauheit und Stabilität mit denen aus einem konventionellen System auf Basis von Chrom(VI) vergleichbar. Auch die Effizienz spricht für das neue Verfahren. Die Erfahrungen beruhen auf den Daten aus eigenen Pilotanlagen und solchen von Kunden der Atotech.
Nickelabscheidung mit breiterem Fenster für Phosphoranteil
Chemisch abgeschiedene Nickel-Phosphor-Schichten kommen in der Regel in drei unterschiedlichen Zusammensetzungen zum Einsatz, unterteilt in niedrigen, mittleren und hohen Phosphoranteil. Dafür sind bisher auch drei unterschiedliche Elektrolytsysteme erforderlich. Mathias Bien, Chemopur Brand, stellte einen neuen Elektrolytansatz vor, mit dem Nickelschichten in mittlerem Phosphorgehalt von etwa 6 % bis 9 % und in hohem Phosphoranteil von etwa 10 % bis 13 % abgeschieden werden können.
Der Phosphoranteil der Schicht wird in erster Linie über den pH-Wert gesteuert. Dieser kann einfach durch Zugabe von Ammoniak für einen höheren pH-Wert und Zugabe von Essigsäure zur Absenkung des pH-Werts eingestellt werden. Erreicht wird diese Erweiterung der Ergebnisse durch die Verwendung von neuen Beschleunigern und Stabilisatoren. Die Eigenschaften der abgeschiedenen Schichten entsprechen denen der bisherigen Systeme. Ein weiterer Vorteil des Elektrolyten ist die Arbeit bei geringeren Temperaturen im Bereich zwischen etwa 78 °C und bis zu 87 °C. Die verwendeten Bestandteile des Elektrolyten zeichnen sich durch eine hohe Stabilität aus.
Nickelelektrolyte mit geringerer Arbeitstemperatur
Dr. Iulia Bejan befasst sich mit der Weiterentwicklung von chemisch abscheidenden Nickelverfahren, beispielsweise zur Reduzierung der erforderlichen Energie durch Senken der Arbeitstemperatur, die bei den meisten klassischen Verfahren bei 90 °C bis 95 °C liegt. Eine deutliche Erniedrigung der Arbeitstemperatur bei vergleichbaren Eigenschaften der abgeschiedenen Schichten verbesserte die Marktzugänglichkeit im Hinblick auf einen breiteren Einsatz und reduziert zugleich die Umweltbelastung.

Beispiel für gefundene Zusammenhänge der Elektrolyteigenschaften von bisherigen Elektrolytansätzen (Bild: I. Bejan)
Bisherige Verfahren mit relativ geringen Arbeitstemperaturen des Elektrolyten (30 °C–40 °C) sind als alkalische Systeme verfügbar, wobei allerdings die Schichteigenschaften für funktionelle Anwendungen unzureichend sind. Für die Entwicklung eines neuen Elektrolyttypen wurden umfangreiche Untersuchungen der bestehenden Systeme durchgeführt. Diese zeigen deutlich Zusammenhänge zwischen Temperatur, pH-Wert, Abscheidegeschwindigkeit und Einbaurate für Phosphor. So ergibt sich mit sinkender Elektrolyttemperatur eine deutliche Abnahme der Abscheidegeschwindigkeit und ein Anstieg des Phosphoreinbaus, aber auch die zwingende ideale Kombination aus Komplexbildner, Stabilisatoren und Beschleuniger, um eine kontrollierte chemische Reaktion aufrechtzuerhalten.
Entstanden ist ein Elektrolyt, der bei einer Arbeitstemperatur von 75 °C eine Abscheidegeschwindigkeit von 15 µm/h bis 18 µm/h erzielt. Der Phosphoranteil liegt bei 5 % bis 6 % bei Abscheidehärten der Schicht zwischen 650 HV0,025 und 700 HV0,025 sowie vergleichbarer Verschleißbeständigkeiten wie bei Schichten aus konventionellen Verfahren.

Härten der Nickelschichten (mittlerer Phosphorgehalt) des neu entwickelten Verfahrens im Vergleich zu konventionellen Verfahren (Bild: I. Bejan)
Anoden für Lithiumionenbatterien
Bisher bestehen Anoden für Lithiumionenbatterien aus Graphit, zu deren Herstellung ein mehrstufiger Prozess erforderlich ist und dessen Gesamtbilanz aus ökologischer Sicht nicht befriedigend ist. Karsten Voigt und Kollegen vom Fraunhofer-Institut für Keramische Technologien und Systeme IKTS, befassen sich mit der Entwicklung eines neuen Anodentyps unter Einsatz der galvanischen Zinnabscheidung.

Leistungsfähigkeit der neuen Elektrode im Batterieaufbau (Bild: K. Voigt)
Ausgangsbasis der neuen Anode ist ein Kupfersubstrat, auf das Zinn in einer Dicke von einigen Mikrometern abgeschieden wird. Im nächsten Schritt wird das Zinn anodisch oxidiert, wobei eine poröse Oberfläche (ähnlich der von anodisch oxidiertem Aluminium) entsteht.
Eine aus dieser Anode aufgebaute Zelle zeigt ein sehr gutes Ladeverhalten, das deutlich über dem bisheriger Batteriezellen liegt, und das eine wesentlich höhere Energiedichte besitzt. Aufgrund eines einfacheren und kürzeren Herstellungsprozesses unter Einsatz von etablierten Verfahren der Galvanotechnik ist eine kostengünstige Herstellung der Anoden bei etwa doppelter Kapazität einer Zelle zu erwarten.

Strukturwandel in der Galvanotechnik
Leben als Lohnbeschichter
Das Unternehmen Riesmetall GmbH, das Joachim Ramisch heute leitet, wurde 1973 gegründet und bestand zunächst unter einfachsten Bedingungen, wie zu dieser Zeit für viele Beschichtungsunternehmen üblich. Dabei hatten die Gründer keine Erfahrung mit der klassischen Galvanotechnik. Allerdings konnten sie einen erfahrenen Fachmann für Galvanotechnik gewinnen, der bereit war, eine Lohngalvanik aufzubauen.
Als einfachstes Verfahren wurde das Verzinken gewählt, wobei zu diesem Zweck Geräte und Anlagen eines insolventen Betriebs erstanden wurden. Es zeigte sich schnell, dass mit den Anlagen auf Dauer für den Betrieb kein Bestand gesichert werden kann. Nach zwei Jahren wurde ein Neubau in Nördlichen geplant und errichtet. Durch den plötzlichen Tod des Vaters von Joachim Ramisch war dieser gezwungen, in das Unternehmen einzusteigen. Nach einer kurzen Durstphase begann das Unternehmen mit der Beschichtung von Schrauben durch Verzinken.
Heute wird mit einer 1980 errichteten Trommelanlage gearbeitet. Zudem ist eine Gestellanlage von 1990 vorhanden. Seit 1992 geht der Anteil an Beschichtungsaufträgen - bedient wurde primär die Schraubenindustrie - stetig zurück. Als Besonderheit verfügt die Gestellanlage über Vierfachkaskade nach den Aktivpositionen, durch die eine Wasseraufbereitung entfallen kann.
1982 stieg Joachim Ramisch in die Datentechnik im Unternehmen ein. Dazu wurde ein ausgedienter IBM-Computer für damals 30 000 DM zur Abwicklung des Rechnungswesens angeschafft. Mittels der Datenverarbeitung war Joachim Ramisch in der Lage, ineffiziente Kunden auszusortieren. Nach sukzessivem Wegfallen der Schraubenkunden stieg die Riesmetall auf die Beschichtung von Maschinenbauteilen um, was bis heute vorgenommen wird.
Galvanische Metallabscheidung - Vergleich Wasser, ionische Flüssigkeit, Salzschmelze
Eingangs bemerkte Dr. Scharf, dass er neben seiner akademischen Tätigkeit auch ein Unternehmen besitzt und damit sowohl die wissenschaftliche Sichtweise als auch die der Praxis bedienen kann. Er bemüht sich daher, aus den möglichen Abscheideverfahren die wirtschaftlich und betriebswirtschaftlich interessanten auszuwählen und den Anforderungen gemäß weiterzuentwickeln.
Wässrige Elektrolyte erlauben es, Metalle mit einer mehr oder weniger hohen Rate an Wasserstoff abzuscheiden. Eine große Zahl an Elementen des Periodensystems der Elemente lassen sich unter Einsatz von wässrigen Elektrolyten in meist hoher Qualität als Beschichtung herstellen. Erweitert wird das Abscheidefenster durch ionische Flüssigkeiten und Salzschmelzen auf Werte zwischen 4 V und 5 V. Damit steigt die Anzahl der abscheidbaren Metalle beispielsweise um Aluminium, Wolfram oder Molybdän. Als weitere Motivation zur Nutzung von aprotischen Systemen ist die Tatsache zu sehen, dass keine Wasserstoffversprödung auftritt. Damit lässt sich beispielsweise Zink ohne Gefahr auf hochfesten Stählen abscheiden. Einen hohen Korrosionsschutz verspricht eine Legierung aus Zink und Aluminium, die ebenfalls unter Einsatz nichtwässriger Systeme abscheidbar sind. Aus dem Feuerverzinken ist bekannt, dass vor allem Zink-Aluminium sehr hohe Beständigkeiten von bis zu 4000 Stunden (Salzsprühtest) erzielen.
Für den Einsatz in der Elektromobilität würden sich durch die galvanische Abscheidung von Silber-Wolfram und Silber-Molybdän hohe Vorteile ergeben. Als nichtwässrige Elektrolyte eignen sich viele auch einfache Stoffe wie Ethylacetat, allerdings unter höheren Sicherheitsvorkehrungen. Gegenüber ionischen Flüssigkeiten zeichnen sich organische Lösemittel durch eine deutlich geringere Viskosität und geringere Kosten aus. Große Vorteile versprechen Elektrolyte wie Dimethylsulfon. Als Salzschmelze eignet sich beispielsweise eine Mischung aus Kaliumchlorid (KCl) und Natriumchlorid (NaCl), deren einziger Nachteil die erforderliche, hohe Arbeitstemperatur zur Erzeugung des Schmelzzustandes ist. Nachteil ist die Notwendigkeit, mit den Metallsalzen eutektische Schmelzen bilden zu müssen.
Im Vergleich aller Verfahren schneiden die ionischen Flüssigkeiten durch den hohen Grundpreis und das ungünstige Abtropfverhalten eher schlecht ab. Organische Lösemittel unterliegen einer hohen Gefahr durch Explosion und damit hohen Anforderungen an den Arbeitsschutz. Bei Salzschmelzen macht sich die hohe Temperatur als primärer Nachteil bemerkbar. Hauptbedarf für weitere Untersuchungen sind auf die erforderlichen Vorbehandlungen gerichtet. Insgesamt stellt Dimethylsulfon einen der aussichtsreichsten Kandidaten für neue galvanische Abscheidesysteme dar.
- www.zvo.org
