


Von Peter Schwanzer, Klaus Schmid und Martin Metzner; Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Stuttgart
Für Brush-Plating sind aktuell keine Verfahren zur Hartverchromung verfügbar. In einem von der Baden-Württemberg Stiftung gGmbH geförderten Projekt wurde die Entwicklung einer praxistauglichen, automatisierten Selektivverchromung von rotationssymmetrischen Bauteilen mittels Brush-Plating angestrebt. Durch gezielte Veränderung der Beschichtungsbedingungen und systematische Anpassung der Elektrolytzusammensetzung ist die Abscheidung harter Chromschichten gelungen. Es konnten jedoch nicht alle Schichteigenschaften vergleichbar zu einer konventionellen Hartchromschicht erreicht werden.
Selective chromium plating of rotationally symmetric parts with automated brush plating
Currently there are no suitable options for hard chrome deposition using brush plating. Within a research project, funded by the Baden-Württemberg Stiftung gGmbH, the development of an easily usable, automated solution for partial chrome plating was pursued. The deposition of a hard chromium layer was achieved by specific adaptation of die plating conditions and by systematic changes of the composition of the electrolyte. Despite these achievements, not all properties of a conventional deposited hard chrome layer were accomplished.
1 Einleitung
Die selektive Galvanisierung außerhalb klassischer Beschichtungsanlagen ist für die Reparatur von kleinen Stellen ein bekanntes Verfahren. Es wird meist händisch durchgeführt und auch als Brush-Plating oder Tampongalvanisieren bezeichnet. Beim Brush-Plating [1–3] wird der zur galvanischen Abscheidung eingesetzte Elektrolyt von einem die Anode umhüllenden Vliesstoff aufgesogen. Durch meist manuelles oder mechanisch unterstütztes Anpressen der umhüllten Anode an die zu beschichtende Bauteilfläche werden Stromfluss und Abscheidung ermöglicht. Für eine gleichmäßige Abscheidung ist eine Relativbewegung zwischen Anode und Bauteil erforderlich.
Mittels Tampongalvanisierung können viele Metalle abgeschieden werden. Dies wird für verschiedene Anwendungen (z. B. selektive Beschichtung, Reparatur) in der Praxis angewendet. Für Hartchromschichten sind jedoch keine Lösungen vorhanden. Die in der Literatur erwähnten Verfahren für die Tampontechnik sind entweder bezüglich der Schichtdicke begrenzt, nur dekorativer Natur oder weisen nicht die für Hartchrom typischen Eigenschaften auf [3]. Ein Grund dafür dürfte in der besonderen Bedeutung des Diffusionsfilms bei der Verchromung zu finden sein. Die Chromabscheidung ist gekennzeichnet durch einen komplexen Mechanismus der stufenweisen Reduktion vom sechswertigen zum neutralen Zustand. Zur Ausbildung der erforderlichen Bedingungen für die Reaktionen ist der Diffusionsfilm zwingend notwendig. Bildungsgeschwindigkeit, Einflussparameter und Zusammensetzung sind immer noch nicht abschließend geklärt und werden in der Literatur vielfältig diskutiert (z.B. [4–6]).
Bei der funktionellen Verchromung (Hartverchromung) müssen häufig nur Bereiche eines Bauteils beschichtet werden (z. B. Lagerzapfen, Lagerstellen oder Gleitflächen). Eine selektive Beschichtung wäre daher für viele Aufgabenstellungen vorteilhaft. Im Rahmen eines Projekts wurde deshalb die Entwicklung eines Verfahrens zur Selektivverchromung angestrebt, welches praxistauglich die Abscheidung von Hartchromschichten ermöglicht.
2 Automatisierte Brushtechnik
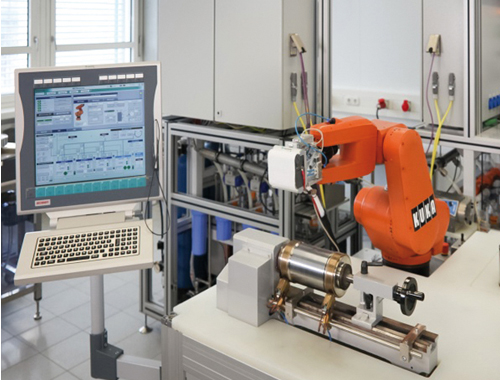
Am Fraunhofer IPA wurde eine Technologie entwickelt, mit der ohne Anwendung einer Tauchtechnologie mit deutlich verkleinertem Elektrolytvolumen eine selektive, automatisierte galvanische Beschichtung von rotationssymmetrischen Bauteilen möglich ist [7]. Grundlage ist ein Beschichtungswerkzeug, bei dem der Elektrolyt als Volumenstrom ein Vlies zwangsdurchströmt und wieder abgesaugt wird, sodass eine kontaminationsfreie Beschichtung erfolgt. Dieses Werkzeug und die einzelnen Abläufe sind über einen Roboter frei beweglich (Abb. 1 und 2) und werden automatisiert gesteuert, was eine hohe Reproduzierbarkeit gegenüber einer manuellen Durchführung gewährleistet. Das System wurde für die Beschichtung mit verschiedenen Werkstoffen (beispielweise Zink, Nickel und Edelmetalle) erfolgreich eingesetzt und auch in die industrielle Umsetzung übertragen; die prinzipielle Funktion des Aufbaus ist somit verifiziert.

Abb. 1: Automatisierte Brush-Anlage mit Versorgungsmodulen (Hintergrund)

Abb. 2: Werkzeug im Bauteilkontakt
Die Elektrolytversorgung kann über spezielle Versorgungsmodule mit mehreren Prozessschritten beziehungsweise Spülstufen von je 20 l erfolgen. Im Rahmen der Grundlagenuntersuchungen für die Verchromung wurden jedoch wegen der höheren Flexibilität und des geringeren Volumens Bechergläser genutzt.
Als Vlieswerkstoff wurde ein Polyestervlies eingesetzt. Dieses ist bei sechswertigen Chromelektrolyten zwar nicht dauerbeständig, marktgängig waren jedoch keine anderen Werkstoffe mit geeigneterer chemischer Beständigkeit verfügbar, welche die weiteren Anforderungen an Dicke und Beschaffenheit erfüllen konnten.
3 Versuchsdurchführung und -auswertung
Für die Versuchsdurchführung wurde das beschriebene System zur automatisierten Brushtechnik verwendet. Die Elektrolytversorgung und die gezielte Rückführung wurden durch Schlauchpumpen und Bechergläser mit 2,5 l oder 4 l Füllvolumen realisiert. Der Elektrolyt wurde über einen Heizrührer temperiert, die Temperaturregelung erfolgte über einen Fühler im Becherglas, da in der Beschichtungszone keine sinnvolle Messung möglich ist. Als Versuchskörper wurden überwiegend zylindrische Rohrstücke mit einem Durchmesser von 105 mm und einer Breite von 120 mm verwendet, welche über Konusaufnahmen eingespannt und in Rotation versetzt wurden (Abb. 2). Die Stromkontaktierung erfolgte beidseitig über Schleifkontakte an den Aufnahmen. Die Anode ist ebenfalls beidseitig kontaktiert und besteht aus platiniertem Titan.
Neben den Haupteinflussgrößen der konventionellen Beschichtung (Stromdichte, Temperatur, Elektrolytzusammensetzung) sind bei der Tampongalvanisierung weitere Parameter zu betrachten. Im hier vorliegenden Fall sind dies insbesondere die Relativgeschwindigkeit (Rotation des Bauteils und Bewegung des Werkzeugs), die Anpressung und die Durchströmung des Vliesstoffs.
Durch die Besonderheit der Abscheidebedingungen ist eine Übertragbarkeit von Becherglasversuchen mit einfachen Probeblechen auf die reale Anwendung nicht möglich, für eine Aussage zu Schichteigenschaften und Auswirkungen der Parameter sind immer die relativ aufwändigen Versuche notwendig. Bezüglich der Parametervariation wurden für die Elektrolytzusammensetzung daher einige Einschränkungen getroffen: Für die Elektrolytzusammensetzung wurden aufgrund der höheren Stromausbeute und der handelsüblichen Verbreitung [8] nur sechswertige Elektrolyte mit Sulfonsäuren als zusätzlichem Katalysator verwendet, gegebenenfalls ergänzt durch weitere Zusätze. Die Konzentrationen der einzelnen Bestandteile wurden versuchsbegleitend über Titration beziehungsweise Ionenchromatografie analysiert und dokumentiert.
Die Stromdichte ist aufgrund des geringen Kontaktbereichs auch bei geringen absoluten Stromstärken lokal sehr hoch. Beim maximalen Gleichrichterstrom von 40 A wurden für die Beschichtungszone etwa 180 A/dm2 errechnet; die Beschichtungsdauer betrug für die meisten Versuche je nach Stromdichte zwischen 1,5 h und 2,5 h für eine Schichtdicke im Bereich von 12 µm bis 18 µm. Die auf das Bauteil bezogene Abscheiderate ist hierbei von den Verhältnissen zwischen Berührbereich und Oberfläche / Durchmesser abhängig.
Die beschichteten Zylinder wurden mit verschiedenen metallografischen Methoden ausgewertet. Bei zerstörungsfreien Messungen von geringeren Schichtdicken wurden diese über Röntgenfluoreszenzanalyse bestimmt, bei höheren wurde ein Fischer Dualscope verwendet. Für detailliertere Untersuchungen wurden Querschliffe der Probezylinder hergestellt; an diesen wurden Schichtdicke, Schichthärte und gegebenenfalls über Ätzung auch die Rissigkeit ermittelt. Die Oberflächentopografie wurde über Laserscanning analysiert, die Anwendung von Rauschfiltern wurde für alle Messungen gleich durchgeführt. Für alle Messungen wurde mit den ersten Proben eine Messvorschrift mit vordefinierten Punkten erstellt.
4 Ergebnisse
Ausgangspunkt der Versuche war ein Elektrolyt mit handelsüblicher Zusammensetzung; mit diesem konnte eine Chromabscheidung erzeugt werden, jedoch keine deckende Schicht. Die Kombination von mechanischer und chemischer Beanspruchung in Verbindung mit Abrieb durch Abplatzungen beanspruchte das Vlies stark. Die Abscheiderate war extrem gering, auch bei mehrfachem Vlieswechsel und Beschichtungszeiten von mehr als einer Stunde konnten nur wenige Mikrometer Schicht nachgewiesen werden.
4.1 Abscheidung deckender Chromschichten
Durch Optimierung des Werkzeugs und eine Reduzierung der mechanischen Beanspruchung konnte das Vlies deutlich entlastet werden. Mittels dieser Änderungen ließen sich deckende, aber matte Chromschichten mit einzelnen bis durchgehend feinen Abplatzungen im Randbereich erzeugen (Abb. 3). Eine Oberflächenanalyse ergab eine starke Knospenbildung mit deutlicher Konzentration an den Drehriefen des Grundmaterials (Abb. 4).

Abb. 3: Deckende, matte Schicht mit einer Dicke von etwa 7 µm und leichten Abplatzungen im Randbereich

Abb. 4: Laserscanning-Aufnahme mit deutlich erkennbarer Konzentration der Knospen an Drehriefen
Die Knospenbildung konnte auch in den Querschliffen nachvollzogen werden, die Schichthärte lag im Bereich von konventionellem Hartchrom (950 HV–1100 HV; Messung mit unterschiedlichen Lasten, meist 0,01 kp). Die Schichtdicken lagen beschichtungszeitabhängig zwischen 6 µm und 16 µm. In einer ersten Parametervariation wurden Stromdichten zwischen 90 A/dm2 und 180 A/dm2, ein Temperaturbereich von 60 °C bis 70 °C und verschiedene Rotationsgeschwindigkeiten getestet. Die Elektrolytzusammensetzung wurde nicht gezielt variiert; durch die Verwendung einer platinierten Anode wurde ein ansteigender Chrom(III)gehalt ermittelt.
Neben den flächig matten Schichten traten häufig Schichtabplatzungen auf, welche teilweise auf einen sehr geringen Randbereich beschränkt waren, teilweise aber auch weiter zur Schichtmitte auftraten. Hier konnte eine Korrelation zum steigenden Chrom(III)gehalt hergestellt werden, welcher verglichen zur Tauchverchromung schon bei deutlich geringeren Konzentrationen problematisch wird. Bezüglich der weiteren Parameter erwies sich eine möglichst geringe Relativgeschwindigkeit zwischen Bauteil und Vlies / Anode als vorteilhaft. Als Ursache ist hier eine bessere Ausbildung des Diffusionsfilms wahrscheinlich. Diese wirkt sich direkt auf die Abscheiderate aus und wurde für die weiteren Versuche auf dem geringstmöglichen Wert ohne Abtropfen des Elektrolyten festgelegt. Höhere Stromdichten verbessern die Abscheiderate, verstärken jedoch auch die Knospenbildung. Die Knospenbildung ist proportional zur Schichtdicke und beispielhaft in Abbildung 5 gezeigt. Bei höherer Temperatur ist optisch ein leicht erhöhter Glanzgrad festzustellen. Zur Minimierung des Grundmaterialeinflusses wurden für die weiteren Untersuchungen nur noch Bauteile mit geschliffener Oberfläche verwendet, welche nach den Anforderungen vieler konventioneller Verchromungsbauteile mit einer Rauheit kleiner Rz 3 hergestellt waren.

Abb. 5: Querschliff mit deutlichen Knospen, Schichtdicke circa 15 µm (ohne Knospen)
4.2 Variation der Katalysatorkonzentration
Ausgehend von den ermittelten besten Parametern wurden bei mittlerer Stromdichte gezielt die Katalysatoren, das heißt der Sulfat- und Sulfonsäuregehalt, variiert. Der Chrom(III)gehalt wurde durch regelmäßige Analysen überwacht und innerhalb ermittelter unkritischer Konzentrationen gehalten. Bei niedrigen Konzentrationen beider Bestandteile wurde eine sehr matte, graue Schicht mit geringer Schichtdicke abgeschieden, welche teilweise optische Verfärbungen aufwies (Abb. 6, links oben). Mit einer Erhöhung des Sulfatgehalts traten verstärkt Abplatzungen in den Randbereichen auf (Abb. 6, rechts oben).

Abb. 6: Effekte bei verschiedenen Katalysatorkonzentrationen (SO4 - Sulfat; SO2OH - Sulfonsäure)
Die Steigerung des Sulfonsäureanteils erwies sich demgegenüber als durchgehend positiv, es konnte eine erhöhte Abscheiderate mit verbessertem Erscheinungsbild festgestellt werden; dabei trat an den Randbereichen keine signifikante Erhöhung der Abplatzungen auf (Abb. 6, unten). Die Randbereiche stellen jedoch einen sehr sensiblen Bereich dar, welcher generell anfällig ist und selten komplett ohne leichte Ablösungen und Fehlstellen ausfällt. Die Schichthärte blieb unabhängig von den veränderten Elektrolytparametern im zuvor genannten Bereich um 1000 HV (gemessen im Querschliff).
Eine zur konventionellen Tauchverchromung vergleichbare Oberflächenrauheit konnte jedoch auch mit den variierten Katalysatorkonzentrationen nicht erreicht werden. Allerdings war eine deutliche Verbesserung, insbesondere in den mittleren Zylinderbereichen, zu verzeichnen. Auch in den optisch glänzend erscheinenden Bereichen sind deutliche Knospen nachweisbar (Abb. 7). Eine Auswertung der Oberflächenrauheit war nur in Bereichen ohne Abplatzungen sinnvoll. Bei Schichtdicken von etwa 15 µm zeigten sich mittels Laserscanning Werte von bestenfalls Rz 4, in den meisten Fällen jedoch Rz 10 bis Rz 20.

Abb. 7: Beispielhafte Laserscanning-Aufnahme eines mittigen, leicht glänzenden Zylinderbereichs
In weiteren Versuchen wurde die Verbesserung der Randbereiche, der Oberflächenrauheit und der Elektrolytstabilität untersucht. Zur Reduzierung der Chrom(III)bildung wurde der Dynachrome Plus Conversion-Zusatz (Fa. Atotech) eingesetzt. Gleichbleibende Bedingungen ließen sich auch bei veränderter Dosierung nicht einstellen, durch die technologiebedingt unveränderlichen Anoden- und Kathodenflächen sind diesbezüglich ungünstige Verhältnisse ursächlich. Die Verwendung von geringen Bleikonzentrationen im Elektrolyten wurde ebenfalls geprüft. Hierbei war trotz Vlies an den Anoden die Bildung des bekannten Bleioxidfilms festzustellen, mit jedoch geringerer Wirksamkeit als beim Dynachrome Plus Conversion-Zusatz.
4.3 Untersuchungen zur Verbesserung der Schichthomogenität
Für die Oberflächenrauheit konnten bei verschiedenen Randbedingungen leichte Verbesserungen erzeugt werden, diese waren jedoch mit Ausnahme der Stromdichtereduzierung nicht reproduzierbar. Eine geringere Stromdichte kennzeichnet sich durch eine deutliche Reduzierung der Abscheidungsgeschwindigkeit, eine positive Beeinflussung der Randbereiche trat jedoch im Gegensatz zur mittigen Rauheit nicht ein. Veränderungen der Abscheidebedingungen (z. B. Vorwärmen der Aufnahmen zur Reduzierung von möglichen Temperaturverläufen oder veränderter Stromverlauf durch Isolierung der Anodenrandbereiche) erzeugten ebenfalls keine Verbesserungen. Nur durch das Maskieren des Bauteils konnten die Abplatzungen am Randbereich vermieden werden (Abb. 8); dies bedeutet jedoch wiederum einen erhöhten Aufwand. Außerdem verursacht es Probleme bei längeren Beschichtungszeiten, da an der Grenze zwischen Maskierung und Schicht ein starker Kanteneffekt auftritt, welcher das Vlies schädigt.

Abb. 8: Beschichtungsergebnis bei maskierten Randbereichen
4.4 Nachbearbeitung der Schichten
Eine geringe Oberflächenrauheit ist eine der Hauptanforderungen für viele Hartchromoberflächen. Für die auftretenden Effekte bei der Abscheidung wurde daher die Möglichkeit einer Nachbearbeitung geprüft. Mehrere Probeteile mit höheren Schichtdicken (ca. 45 µm, 6 h Beschichtungsdauer) wurden bei Schnarr Metallveredlung GmbH mittels Bandschleifen nachbearbeitet. Die Schichtdicke ist dabei nur durch die Beschichtungsdauer eingeschränkt. Ein Vlieswechsel während der Beschichtung ist möglich und wurde ohne nachweisbare Veränderung der Schichteigenschaften durchgeführt. Eine leichte Einschränkung stellt die zunehmende Rauheit der abgeschiedenen Schicht dar, da diese das Vlies mechanisch stärker beansprucht. Die erzeugte Oberfläche entsprach nach dem Schleifen im Erscheinungsbild einer normalen Hartchromschicht; in Detailaufnahmen (Abb. 9) wurden einzelne Unregelmäßigkeiten (Ausbrüche) sichtbar. Die Tiefe dieser Ausbrüche war an den analysierten Messstellen auf wenige Mikrometer beschränkt. Mit diesen Unregelmäßigkeiten lag die Oberflächenrauheit in Bereich von Rz 3 bis Rz 8 (Schleifkommas mit Ausbruch). Die Härte lag unverändert bei etwa 1000 HV und die nachbearbeitete Schichtdicke bei etwa 40 µm.

Abb. 9: Auswertung der Nachbearbeitung direkt nach der Beschichtung (oben; Makroansicht nach Überschleifen) sowie (unten) im Querschliff und als Laserscanning-Bild eines nachbearbeiteten Probeteils
5 Fazit
Es konnten über die Brush-Technologie geschlossene, dicke und harte Chromschichten abgeschieden werden. Die strukturellen Eigenschaften einer konventionellen Hartchromschicht konnten jedoch nicht vollständig erreicht werden. Insbesondere die Randbereiche der Abscheidung und die erhöhte Oberflächenrauheit sind kritisch zu sehen. Die Beschichtungsparameter und Schichteigenschaften ergeben dabei ein Spannungsfeld mit sich wiedersprechenden Einflussfaktoren und Auswirkungen. So sind für bessere Randbereiche eher niedrige Katalysatorkonzentrationen notwendig, für eine bessere Rauheit werden jedoch höhere Konzentrationen benötigt. Gleiches zeigt sich bei der Stromdichte: Hohe Stromdichten führen zu nennenswerten Schichtdicken, jedoch mit hoher Rauheit. Bei niedrigen Stromdichten ist ein massiver Rückgang der Abscheiderate zu verzeichnen, wobei die Rauheit tendenziell besser wird. Die Beschichtungsdauer für eine praxistaugliche Schichtdicke ist jedoch schnell nicht mehr wirtschaftlich vertretbar. (Selbst bei getesteter mittlerer Stromdichte von 140 A/dm2 im Beschichtungsbereich mit resultierender rauer Schicht wurden für die durchgeführten Beschichtungen von etwa 45 µm bereits 6 h benötigt.)
Selbst mit nach aktuellem Kenntnisstand optimalen Parametern ergeben sich Schichteigenschaften, die für den praktischen Einsatz leider noch starke Einschränkungen aufweisen. Die notwendige Nachbearbeitung ist möglich, aber aus wirtschaftlicher Sicht ein wichtiger Faktor. Die Randbereiche schränkten die Flexibilität des Werkzeugs (bei geringerer Werkzeugbreite verglichen zur benötigten Schichtbreite ist eine segmentweise Beschichtung kritisch) und die Schichtqualität (potenziell anfällig für Abplatzungen / Ausbrüche der Schicht) stark ein. Dies kann auch mittels einer Nachbearbeitung nicht vollständig behoben werden. Es konnten somit keine in allen Bereichen zur konventionellen Hartverchromung vergleichbaren Schichten erzeugt werden.
Danksagung
Die Ergebnisse entstanden im Zuge des von der Baden-Württemberg Stiftung gGmbH im Rahmen ihres Forschungsprogramms Rohstoff- und Materialeffizienz in der Produktion geförderten Projekts Selektivverchromung. Die Autoren danken den Unternehmen Chrom-Schmitt GmbH & Co. KG, Schnarr Metallveredlung GmbH und Topocrom GmbH für ihr Mitwirken im projektbegleitenden Beirat.
Literatur
[1] J. K. Dennis, D. Jones: Brush plating; Surface Technology 12 (1981), Nr. 1, S. 57–73
[2] M. Rubinstein: Das Tampongalvanisieren; Saulgau/Württ., Leuze Verlag, 1987
[3] M. Rubinstein: Das Tampongalvanisieren - Band 2; Saulgau/Württ., Leuze Verlag, 1994
[4] J. P. Hoare: On the Mechanisms of Chromium Electrodeposition; Journal of The Electrochemical Society, 126 (1979), Nr. 2, S. 190
[5] N. V. Mandich: Chemistry & theory of chromium deposition: Part I - Chemistry; Plating and Surface Finishing, 87 (1997), Nr. 5, S. 108–115
[6] W. R. Rosas, A. Robin: Cathodic Film formation during Chromium Electrolysis on Low-carbon Steel using short duration current steps; Journal of Applied Electrochemistry, 31 (2001), Nr. 5, S. 531–536
[7] K. Schmid, M. Metzner: Selektive robotergeführte Beschichtung; Galvanotechnik, 99 (2008), Nr. 8, S. 1904–1906
[8] G. A. Lausmann, J. N. M. Unruh: Die galvanische Verchromung; Bad Saulgau, Leuze Verlag, 2006
DOI: 10.7395/2018/Schwanzer3
