
Die Rastscheibe kommt in einem System zum passiven Fußgängerschutz zum Einsatz, das heißt, in einem System, das dazu dient, Unfallfolgen wie Verletzungen zu minimieren. Bei einem Frontalaufprall oder der Kollision mit einem Fußgänger setzt die Rastscheibe einen Entriegelungsmechanismus in Gang, sodass die Motorhaube am hinteren Ende (unterhalb der Windschutzscheibe) aufspringt. Dadurch federt die Motorhaube den Aufprall ab und minimiert beispielsweise das Risiko, dass Fußgänger mit dem Kopf auf harte Teile des Motors treffen.
Die erstaunlich filigrane Rastscheibe erfüllt mit der Entriegelung eine wesentliche Funktion. Umso relevanter ist daher, dass das Bauteil funktionstüchtig ist und bleibt. Dabei spielt auch der Korrosionsschutz eine wichtige Rolle, gerade im exponierten Bereich des Motorraums. Zwar sind beispielsweise Zink-Nickel-Beschichtungen als Korrosionsschutz im Motorraum absolut gängig. Filigrane Bauteile wie die Rastscheibe lassen sich aber kaum spanend oder fräsend fertigen. Die Rastscheibe mit ihren im Fall des Aufpralls ineinandergreifenden und einrastenden Nocken wird daher pulvermetallurgisch hergestellt. Pulvermetallurgisch hergestellte Bauteile (Sinterwerkstoffe) haben jedoch bei ihren konstruktiven Vorteilen den Nachteil, dass sie sich nicht ohne weiteres galvanisch beschichten lassen, was das Erhöhen des Korrosionsschutzes erschwert.
Filigrane Struktur garantiert Funktionsweise
GKN Sinter Metals, Bonn, fertigt die Rastscheibe (Abb. 1) für einen namhaften Automotive-Zulieferer aus Bayern (Edscha), der die komplette Komponente zum Entriegeln der Motorhaube entwickelt hat und produziert. Um die Rastscheibe mit unterschiedlichen Höhen (Nocken) zu realisieren und gleichzeitig ein stabiles Bauteil herzustellen, wurde die Presstechnologie verbessert. Zudem verläuft der Herstellungsprozess mit kontinuierlicher Prozessüberwachung, sodass keine Prüfung erforderlich ist. Eine weitere Besonderheit waren die hohen Ansprüche an Korrosionsschutz und Temperaturbelastung für den Einsatz im Motorraum. Eine Beschichtung im Zinklamelle-System schied aufgrund der geforderten Konturgenauigkeit aus, sodass nur eine galvanische Beschichtung in Frage kam: Die Rastscheibe sollte mit einer Zink-Nickel-Beschichtung versehen werden, um allen Anforderungen gerecht zu werden.

Abb. 1: Pulvermetallurgisch hergestellte, filigrane Rastscheiben von GKN setzen in einem System für passiven Fußgängerschutz den Entriegelungsmechanismus für die Motorhaube in Gang (Bild: GKN)
Generell neigen pulvermetallurgisch hergestellte Konstruktionsteile jedoch dazu, bei der Veredelung in wässrigen Prozessen die dort verwendeten Flüssigkeiten aufzunehmen und diese dann zeitverzögert wieder abzugeben. Das daraus entstehende Fehlerbild wird als Bleed out bezeichnet. Bei galvanischen Beschichtungen, wie zum Beispiel Zink- oder Zinklegierungsverfahren, führt dieses Phänomen zur Ablagerung von Salzen auf der Oberfläche. Meist greifen diese Salze auch das Beschichtungsmaterial an und führen lokal zur Korrosion des Beschichtungswerkstoffs. Auch andere Beschichtungsprobleme treten bei der Zink-Nickel-Beschichtung von pulvermetallurgisch hergestellten Bauteilen häufiger auf: So kann es vorkommen, dass sich nur eine Nickelschicht abscheidet oder das Bauteil gar nicht beschichtet wird. Den technologischen Vorteilen der Sinterwerkstoffe als Konstruktionsmaterial stehen also Nachteile bei der Oberflächenveredelung entgegen.
Lösungen zum Imprägnieren und Beschichten
Ursache für das Fehlerbild des Bleed out ist die porenartige Struktur der Sintermetalle (Abb. 2). Um diesem Prozess der Flüssigkeitsaufnahme und ihrer versetzten Abgabe entgegenzuwirken, wird die Porenstruktur vor dem Beschichten mit Kunstharz oder ähnlichen Stoffen verschlossen. Dieses Verfahren wird als Imprägnieren bezeichnet und hat seinen Ursprung in der Gussindustrie. Die dabei verwendeten Verfahren wurden im Zuge des immer mehr aufkommenden Bedarfs analog auch für die Imprägnierung von pulvermetallurgisch hergestellten Werkstoffen verwendet. Der Erfolg bei der Imprägnierung von Sinterbauteilen, die anschließend eine Oberflächenveredelung erhalten, ist jedoch nur gering und wechselhaft. Auch bei GKN hatte man mit anderen Bauteilen bereits sporadische Probleme mit konventionellen Imprägnierverfahren und anschließender Zink-Nickel-Beschichtung.

Abb. 2: Vergleichende Untersuchung von fünf verschiedenen Imprägniersystemen; alle Bauteile wurden unter Serienbedingungen auf Produktionsanlagen imprägniert und beschichtet. Die Beurteilung erfolgte nach der Beschichtung anhand von Beschichtungsfehlstellen (Versuchsumfang ca. 3000 Teile) (Foto: Holzapfel Group)
Konventionelle Imprägnierverfahren für Sintermetalle ungeeignet
Die Untersuchungen der Holzapfel Group zeigen, dass bei der Verwendung von konventionellen Verfahren zur Imprägnierung von pulvermetallurgisch hergestellten Werkstoffen circa drei bis 5 % der Poren nicht gefüllt werden, die sich im Randbereich des Werkstücks konzentrieren (Abb. 3). Dieser ungefüllte Randsaum beträgt circa 200 μm bis 400 μm und erklärt die schlechten Ergebnisse bei der Veredelung von konventionell imprägnierten Sinterwerkstoffen, vor allem beim Einsatz von alkalischen Legierungsverfahren wie Zink-Eisen und Zink-Nickel – eine Erfahrung, die man auch bei GKN gemacht hat.
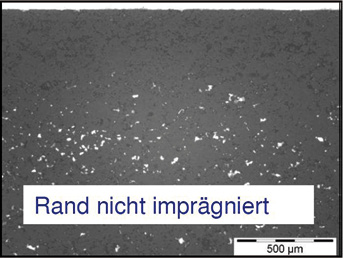
Abb. 3: Mittels spezieller Präparations- und Aufnahmeverfahren kann der randnahe Bereich des Sinterwerstücks mit mangelhafter Porenfüllung im Auflichtmikroskop dargestellt werden (Foto: Holzapfel Group)
Spezielle Lösung Sinter Surface Solutions
Für die Rastscheibe wurde daher statt der konventionellen Imprägnierverfahren mit Sinter Surface Solutions eine Lösung mit spezieller Imprägnierung und angepasster Beschichtung gewählt.
Für die Sinter Surface Solutions wurde die Imprägnierung gezielt optimiert, indem sowohl der Imprägnierprozess als auch die verwendeten Harze den Notwendigkeiten einer beschichtungsgerechten Imprägnierung angepasst wurden. Die wesentliche Innovation des Sinter Surface Solutions-Verfahrens besteht in der Anpassung des Aushärtungsprozesses, damit eine sichere Imprägnierung bis an den Rand der Bauteiloberfläche sichergestellt ist.
Durch die Anpassung des Aushärtungsprozesses an die Notwendigkeiten einer bestmöglich zu beschichtenden Oberfläche ist es möglich, prozesssicher und reproduzierbar nahezu 100 % Porenfüllung bis an den Rand sicherzustellen, ohne aber störende Harzrückstände auf der Oberfläche zu hinterlassen. Erreicht wird dies durch einen Aushärtungsprozess, der das in der Pore eingebrachte Harz von der Interfacefläche am Poreneingang beginnend nach innen aushärtet. Der am Porenausgang gebildete Pfropfen verschließt den Porenausgang und verhindert ähnlich einem Flaschenkorken das Austreten von Harz. Der dieser Innovation zu Grunde liegende Reaktionsmechanismus unterscheidet sich von den zurzeit eingesetzten konventionellen Systemen dadurch, dass alle Faktoren eliminiert werden, die zu einem Auswaschen des Harzes aus den Poren führen.
Die Breite des nicht imprägnierten Randsaums wurde um 70 % bis 80 % reduziert und beträgt nun im Mittel circa 60 μm bis 80 μm, das gesamte Porenfüllvolumen wurde auf bis zu 99,8 % gesteigert, sodass eine 100-Prozent-Prüfung nicht notwendig ist (Abb. 4).

Abb. 4: Ein mit Sinter Surface Solutions behandeltes Sinterprodukt weist gegenüber einem nach konventionellen Methoden imprägnierten und beschichteten Sinterwerkstück einen deutlich schmaleren Randsaum auf (Foto: Holzapfel Group)
Optimierter Beschichtungsprozess
Dieser Evolutionssprung in der Güte der imprägnierten Bauteile schlägt sich auf die Beschichtungsergebnisse nieder. Zugleich wurde der Beschichtungsprozess geändert auf ein spezielles Zink-Nickel-Verfahren, das optimal auf die Bedürfnisse der Rastscheibe abgestimmt ist. Diese Kombination führt zum Erfolg: Imprägnierung und Beschichtung sind speziell auf das Bauteil abgestimmt und gewährleisten eine Zink-Nickel-Beschichtung mit sauberem Schichtwachstum. Der klare Kundennutzen (Abb. 5): Erst die mit Sinter Surface Solutions realisierte Imprägnierung und Beschichtung ermöglichte die Herstellung des Bauteils mit dem gewünschten Grundwerkstoff und der erforderlichen Oberfläche.

Abb. 5: Die Kombination von Imprägnierung und Beschichtung an einem Standort schafft einen optimierten Wertstrom: Da die Logistik zwischen beiden Arbeitsschritten entfällt, sind die Sinter Surface Solutions energie- und kosteneffizient (Foto: Holzapfel Group)
Weitere Anwendungsmöglichkeiten von Sinter Surface Solutions
Mit dem Sinter Surface Solutions Verfahren sind alle gängigen Sinterwerkstoffe für konstruktive Anwendungen prozesssicher imprägnier- und beschichtbar. So sind nach der Imprägnierung korrosionsschützende Oberflächenbeschichtungen wie Zink oder Zink-Legierungssysteme möglich, aber auch dekorative Oberflächen wie zum Beispiel Kupfer-Nickel-Chrom und andere Veredelungen können realisiert werden.
- www.holzapfel-group.com
