
– about PVD and PACVD Excellence Coatings, Something Everyone Needs!
Developments in recent years have shown that improving the properties of machining tools by application of suitable coatings is at its best when the tool geometry is most exactly matched to the task in hand. Key factors can include for example surface roughness and surface microstructure, especially in terms of the micro-geometry at cutting edges. Thanks to development of high-performance coatings, interface properties can be optimised in order to cope with demanding conditions such as elevated temperatures and friction with high wear. Thanks to this, machining operations can be accelerated with higher cutting rates, increased productivity and improved product quality.
Neuartige Mehrzweckschichten für den universellen Einsatz – PVD- und PACVD-Excellence Schichten für jeden Einsatz!
Entwicklungen der letzten Jahre haben gezeigt, dass die Verbesserung der Eigenschaften von Werkzeugen durch das Aufbringen von Schichten dann besonders hoch ist, wenn die Werkzeuggeometrie einer genaueren Betrachtung und Anpassung unterzogen wird. Dies betrifft beispielsweise die Oberflächenrauheit und -mikrostruktur, aber insbesondere die Gestaltung beispielsweise der Mikrogeometrie von Schneiden, Schneidecken, Schneid- oder Ziehkanten. In Kombination mit innovativen Hochleistungsschichten können dann die Grenzflächeneigenschaften optimierend auf die auftretenden Belastungen wie hohe Temperatur und Reibung und hoher Verschleiß angepasst werden. Daraus ergeben sich beispielsweise in der Zerspanung höhere Zeitspanvolumina, höhere Produktivität und verbesserte Bauteilqualitäten.
Yesterday coatings were often used for material refurbishment, today and tomorrow application tailored material and surface design will approach to higher performance levels. In the interplay between wear resistance and toughness the increasing demands on the surfaces have shown material developments their limits. At this point it became evident that an additional element had to force the breakthrough, the so-called hard coatings.
Excellence Coatings are essential for operating modern precision tools and components at their process-performance limits. The coating alone is only part of the success story, however. By tailored micro-structuring e. g. of a cutting edge, existing solutions can be lifted to a higher level of performance. We are just at the beginning of a paradigm shift, away from the pure material refurbishment by coating to the application and coating applicable compound design.
Theses 1
We synthesize layers which nobody badly wants, but everyone necessarily needs, Dr. Georg Erkens, CEO Surcoatec Deutschland GmbH, stated. Definitely, that is not a homerun but from a service perspective not a bad situation at all. It includes some amount of conviction, high effort in bridging knowledge gaps and overcoming obstacles and hurdles and it requires high flexibility within the triangle end-user, manufacturer and coating service provider as well. At the end of the day this is all about productivity and performance increase as well as reduction of the loss factors friction and wear in an industrial environment.
Thin films synthesized with PACVD and PVD are used and requested for different reasons in various areas of the industry, for instance in the pharmaceutical and chemical industries, in general engineering, in the energy sector, in the food industry for production, processing or packaging, in the automotive industry and for racing, as well as in many areas where high precision tools are produced and used.
PVD (Physical Vapour Deposition) and PACVD (Plasma Assisted Chemical Vapour Deposition) techniques are widely used for the deposition of a large number of compound and metallic coatings with specified mechanical, electrical and optical properties. In general, these techniques allow some control over the phase and atomic composition of the coating. In [4] the different processes are represented in a nice aggregated manner. More technical details are summarized in the annex.
In all the different industry sectors coatings improve productivity and efficiency by saving energy, and provide safety, durability, reliability and performance. All this is achieved by the targeted setting of the interfacial properties, meaning the properties of surfaces which are in contact with the respective environment. These properties are tailored in terms of their mechanical, physical, chemical, tribological, optical or haptic characteristics. But why does one need coatings for this purpose?
During the technical configuration of a component or tool the designer decides for a material that meets particular requirements as far as manufacturing, stability, stiffness and cost are concerned but the actual surface can´t tolerate the occurring loads and the severe wear. As a rule this is the time when the design engineer starts to think about a coating.
The approach to combining outstanding wear resistance and high toughness has been the key for the success story of all innovative hard coatings. The development of hard coatings was closely linked to the development of cemented carbides. Until the 1950s intensive work had been going into the development of so called sandwich carbides with the objective to get a hard and wear resistant surface with a graded transition to a tough core. During that time the achievements have had little success and have resulted in a compromise to get close to the objective namely the laminate of a carbide body and a coating. First products were launched in the 1960s. That was the breakthrough of hard coatings. CVD coatings came first followed by PVD coatings later on [1].
The necessity for using thin films can be summarized as follows: Modern surface technology especially the thin film technology represents the same for engineering as the semiconductor technology for the IT sector. It is essential, Georg Erkens comments. To operate components and precision tools at their limits laminates from base material and innovative thin films are of vital importance. The material engineer would have loved a solid state body which combines all the requested properties in itself. But in most cases that is not possible and if so most probably it won´t be affordable. This brings us to the second theses.
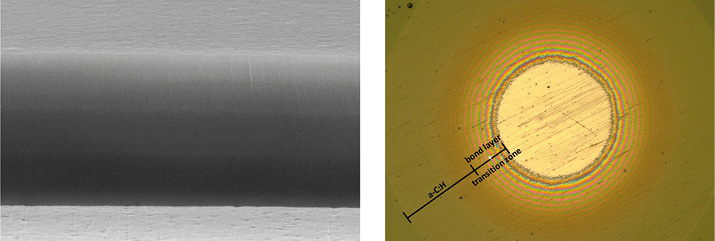
Fig. 1: DC99® DLC layer: dense, compact and amorphous with a smooth as deposited coating surface. To achieve such a morphology and thus the corresponding properties a surface finish Ra < 0.1 µm of the to be coated component is demanded; the ball crater (right hand image) illustrates the coating design of the DC99® DLC layer

Fig. 2: DC99® and STech® coated parts for the food industry; request: non-stick, reduced wear and friction, food-save (left) and DC99® DLC layer on a valve for the chemical industry; demand: anti-fouling properties, low friction coefficient and wear protection (right)
Theses 2
Material refurbishment was yesterday. Todays and tomorrows focus will be the application tailored material and surface design, more precisely, the application and coating deposition oriented to design and surface structuring. What does it mean in detail?
The idea to design a coated component from the outset has not been enforcing yet. Most design engineers develop tools and components down to the last details and most specific for a certain application. Later on they often have to notice that it is not working and behaving as intended. To use a different material or to redesign the part is often difficult with respect to machinability and cost. This is the point where in many cases only one technical lifeline exists. The approach to a supposed solution often is, well, then let´s make a coating.
As most components are not designed to this purpose, service provider are often facing new challenges. Parts have to be completely coated what generally is not possible in one cycle, complex masks are requested to protect areas against coating, undercuts should be coated which is not possible in most cases due to process characteristics, the surface roughness is too high or the material is temperature sensitive so the coating of best choice for the application can´t be applied as process temperatures exceed the limits given by the material, etc.
One of the most important issues that should be taken into consideration during the design phase right from the beginning are the changes of the overall surface properties a thin film induces, for instance the modified heat balance in the contact zone. Only this effect could make slight changes in the geometry necessary to lift the performance of the coated component or tool to full potential. Just a coating usually does not meet the demands. To get the best out of it a holistic lean approach is essential. One option could be that design engineers dig deeper into the thin film technology or they involve thin film experts already during the early design phases. Currently designers still try to refurbish components and materials with a lot of effort by means of coatings.
Various different coating types come into play here, such as PACVD DLC (Diamond Like Carbon) and silicon based layers from the DC99® and STech® series that are applied onto components mostly made of temperature sensitive materials to reduce friction and wear. The layers are distinguished by corrosion-inhibiting, non-stick, easy-to-clean, anti-fouling, biocompatible and food-save characteristics. The amorphous microstructure of the layers applied guarantees high-precision reproduction of the specified surface topography of the coated component. But to profit from all these outstanding properties, it is most likely that one has to modify the given surface structure of a component to be coated. No matter what industry sector we are talking about where friction, wear and material adhesion are essential loss factors, we are still on a corporate learning curve, Georg Erkens noted. Here the tooling industry has been more advanced at present.
One must break with old patterns of thinking and experiences gained from the past. Just taking a part from the shelf and think a coating on top should improve the performance is often a wrong conclusion. For instance where in the past rough or specifically honed surfaces were considered to sustain a stabile oil film in the contact zone, the Ra value should be less than 0.1 µm if the part is considered to be DLC coated. At first glance this seems to be contradictory, but it isn´t. One needs a different perspective. To make best use of the beneficial properties of DLC films like wear protection in mixed friction areas, this is a must. Adapted film surface properties like the surface energy then can influence significantly the wettability with oil and maintain the oil film. There are many more examples where a change in thinking can be the key for success. Components should be designed best suited to the coating process and the application.
Theses 3
More than 80 % of the potential are concealed in preparation.
The basis for the performance and quality of a precision tool are determined by optimal preparation of the geometry and surface structuring and thus before actual coating. Innovative production processes with the request for higher productivity by means of higher speeds and feed rates, hard and dry machining at increased processing data and thus increased removal rates or higher degree of forming are no longer possible without high performance Excellence Coatings.
It is necessary, to achieve functionally optimized tools, to identify the primary, application-specific wear and failure mechanisms and then counteract them systematically. Hardcoatings are an excellent way of reducing wear, friction and proneness to interaction (e. g. formation of built-up edges).
In the relevant standard, surface preparation is regarded as the cleaning and improvement of the varying as-delivered condition, to permit subsequent coating. Only a holistic examination of the preparation + coating + finishing complex furnishes the conclusion that preparation is an essential, quality-determining factor in making it possible to use a coated tool or component at its respective specified performance limit. Only thus can the full potential of a coated cutting edge, for example, be realized in the zone of interaction between the workpiece material and the tool. MpC (Multipurpose Coating) represents this holistic approach.
The advantages of the above mentioned holistic approach with respect to precision tools are:
- stabilisation of the cutting edges
- preparation of the edges for the coating deposition
- reduction of chipping along the cutting edges
- refinement the surface structure
- removal of unstable micro defects
- improvement of coating adhesion
- reduce initial wear
- reach steady process conditions at an early stage
- achieve continuous wear propagation
- get better workpiece quality
Figure 3 (left) gives an impression of the primary cutting edge shaped to a very fine edge and the chipping at the secondary edge. The uneven shape and instability of the as ground edge are obvious. One can imagine that these instabilities will lead to uncontrolled breakages and cracks along the cutting edge during the initial phase of the cutting process. Coating such a cutting edge would not make sense at all. On one hand coating thickness has to be significantly reduced to get any chance of coverage and on the other hand when loaded the instable material will break anyway and hence the thin film. This effect could make the performance of a coated tool or the quality of the machined component even worth. It is not upon the coating but upon the overall mismatch of tool macro and micro dimensions and the application.
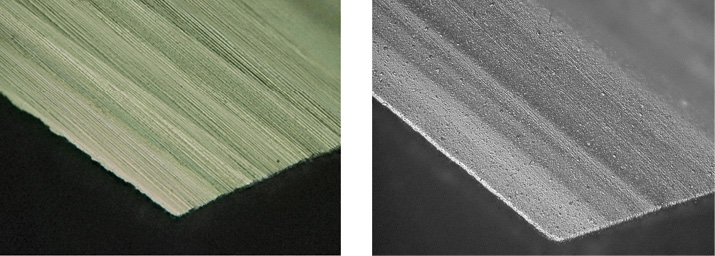
Fig. 3: Part of an endmill: rake face and the primary cutting edge on the left hand side of each image, as delivered (left) and prepared and as coated, not refined by finishing (right)
Tool refinement by the holistic approach of preparation, excellence coating and finishing is the key. Appropriate preparation removes instable micro defects and loosely bonded carbide grains, removes chipping and leads to smoothed surfaces, best conditions for coating deposition and application. Performance during the running-in time where initial wear occurs is the decisive factor for hit or miss, meaning on which level continuous wear progression can be observed in the zone of stable cutting conditions. An optimized cutting edge stability results in less initial wear and thus in slower wear propagation.
Figure 3 (right) shows the optimized micro geometry and surface in its as deposited state without final finishing.
At present high performance drills are often chamfered and rounded. For drilling cast iron rounding of the primary edge in the range of 60 µm to 120 µm is commonly used. Often it is precisely added to the primary edge by brushing manually or using robots (Fig. 4).
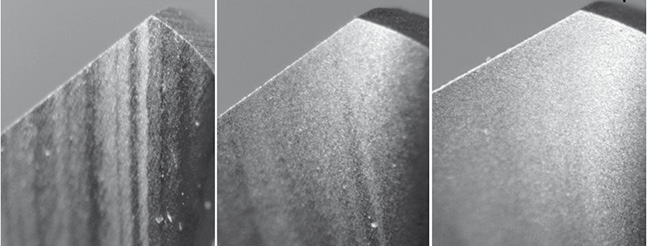
Currently various technologies have been used for surface and edge preparation. Micro blasting, dry as well as wet, or drag finishing are widely used in production. These technologies are integral methods meaning main and secondary cutting edges, noses, rake and flank faces, flutes and land surfaces are treated at the same time with varying intensity. Edges and chamfers are rounded, surfaces are smoothed out and chipping is reduced. The preparation does not only refine the shape but also improves the micro structure and homogeneity of the surfaces. Figure 5 illustrates that in an impressive way for a drill bit.
Such contoured and structured tools gain together with a thin film tremendous application performance leaps. One recurrent question is, how much rounding is a must to achieve best performance and to what extend is rounding allowed not to get a drastic decline in performance. It became apparent that different applications demand different degrees of rounding and chamfering or both together. In many applications the degree of rounding has been found in the range 15 µm to 20 μm. What one probably can say is that the more exotic the material to be processed is, the more drastic the tool performance will drop when exceeding the optimal degree of edge preparation. What should be remarked here is also the fact that under such preconditions coating systems have to be revaluated. That coating what did not work before can now improve performance.
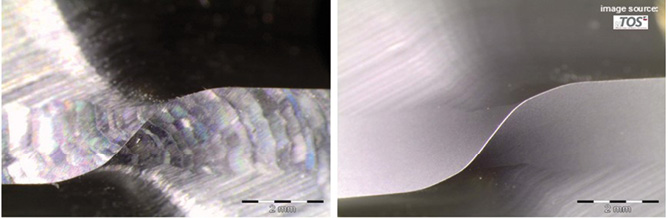
Fig. 5: Tool surface micro-structuring and edge preparation of a drill bit

Fig. 6: Relative tool life vs degree of edge preparation for a 10-mm-carbide-endmill in X2CrNi19 11, 600 MPa, coating MpC_2, vc = 160 m/min, vf = 1019 mm/min, fz = 0,05 mm/z, ae = 2 mm, ap = 13 mm, vbmax = 0,2
Figure 6 just illustrates the dependency for a specific tool and a specific application. What has to be mentioned here is that the cutting forces increase when exceeding the optimal edge honing. The interrelations are pretty complex but what can be recommended is operating to the left of the optimum as it is the more safe area especially in the interplay between tool life, tool performance and quality of the machined component. For machining more exotic materials like titanium alloys or nickel based alloys the graph would look different. For such applications the optimum is usually the limit. Exceeding this limit would lead generally to dramatic failure.
Edge preparation and surface structuring is neither restricted to any tool material nor to any application. Cutting tools, forming tools, punches etc. from high speed steel, hardened steels, cemented carbide, CBN, etc. can be optimized in the same way with varying characteristics. An interesting future approach could be the additive manufacturing processes where defined edge characteristics and surface micro-structures are being considered right from the beginning and produced accordingly.
MpC Excellence Coatings – one Coating many Applications
In the place of perfect preparation, novel Multipurpose Coatings (MpC) applied with innovative arc technology and unique process management come into play: one coating, many applications. Based on various alloying elements inside the coatings properties, morphology, generally the crystal structure can be fine-tuned and adapted best to the purpose.
The synthesis of MPC layers is distinguished among other features by the approach to statistically interrupt the film growth by periodic parameter variation. This results in a nano-laminated and multi-alloyed layer structure and thus adjustable and altered film properties.
The MpC Excellence Films are multipurpose coatings for universal use, multi-alloyed and nano-structured. The coatings MpC_1 to MpC_3 are designed to build on one another by multiple micro-alloying to cover a wide range of different applications. The MpC_1 is specifically designed for drilling operations for a wide range of materials. Based on this coating further micro-alloying formed another layer (MpC_2) suited best for drilling and milling, and further refinement led to MpC_3, a third variant particularly suitable for wet machining (drilling, milling and forming). Precondition for the universal use of these films is the optimized cutting edge and surface preparation and structuring.
The MpC thin films come along with all ingredients required for each application. All films from the MpC cluster are distinguished by high temperature resistance, high phase stability, low thermal conductivity and high hot-hardness. So MpC´s hold a certain amount of different alloying elements dissolved in the mixed crystal. This unique concept makes MpC´s universally applicable.
Key is the overarching MpC concept, a unique production technology. Optimized edge and surface preparation not only before coating deposition but also during the coating process combined with a thin film for universal use and a surface finish process leads to impressive performance as illustrated in Figure 7. Compared with the current reference not only the wear could be reduced significantly but also enhanced machining quality could be achieved. At the main cutting edge of the reference tool micro chipping along the cutting edges occurred and thus increased wear propagation and reduced machining quality due to improper edge preparation.
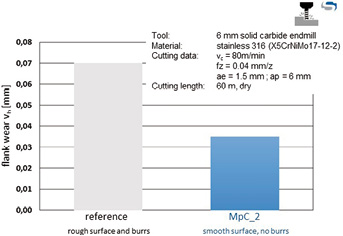
Fig. 7: Leading edge preparation and surface structuring for enhancing tool performance and machining quality, shown by MpC_2
Another example should demonstrate the importance of considering the changed interfacial properties due to a high-tech thin film when interpreting test results; blind hole drilling in carbon steel. The comprehensive MpC_2 approach led to an increase in tool life of factor 2 compared with the current standard. To change the tool was not driven by tool wear but by decreasing machining quality. After double the life time a spiral scratch at the inside surface occurred that was not tolerated. Analysis of the drill showed nearly no wear at the main cutting edge and the nose but micro breakages at the secondary edge. These breakages caused the spiral scratch during drill removal. Experts found that coating properties like low thermal conductivity and low coefficient of friction especially in the flute changed the heat balance inside the hole and the interplay between workpiece material, coated drill and chip. More heat was removed with the chip thus thermal expansion of the tool itself and the workpiece material was reduced. As a result the diameter of the hole in the opening was already slightly too small for the drill diameter. This caused after a certain time these micro breakages. After increasing slightly the taper of the MpC_2 coated drill the performance could be increased to a factor of 4 compared with the standard. So a nice example that the interfacial coating properties like thermal conductivity and coefficient of friction have to be considered when optimizing a coated tool.
An important property of thin coatings is their plasticity yield stress. This property is of practical importance because it can affect the reliability of thin film coated components. In terms of micro-mechanisms, thin films plasticity can be influenced by the dimensional constraint on dislocation movement, which results in pronounced size effect. One elegant way to design the plastic properties of a coating is by micro-alloying [2], as considered for the multipurpose coatings.
One important step in new coating engineering is the development of nano-structured materials. These are in general characterized by special properties in terms of the related process technology and the final product. The nano-structured materials are predominantly marked by the interfaces between the coating forming grains, where different physical and chemical rules are valid. By manipulating atoms, molecules and molecule clusters through micro-alloying, nano-structured materials are changed in a way not characterized by the homogeneous volume as traditionally known. The properties of nano-structured materials are, thus, not anymore material specific but dominated by the structure itself. As a result, better means are provided for tailoring of demands specific properties and coatings. For example, nano-crystallites (1–10 nm) incorporated into a matrix delimit the dislocation mobility, turn around occurring cracks, and limit the crack propagation and increase the hardness [3]. The high ratio of grain boundaries causes a macro-ductility due to shearing strain of the grain boundaries across nano-pores and crack meshes that open up along the grain, and results in coatings with a high toughness [2].
An application specific surface and edge preparation, a top of the edge coating solution for universal use, like the MpCs, with an innovative and outstanding coating design and a finishing to structure and smooth out the coated surface are strong determinants for success. MpC layers are unique due to their characteristics and universally applicable where previously various layers had to be used. MpC is our comprehensive approach considering the surface and geometry integrity based on specific preparation methods and the adequate adjustment of relevant deposition parameters, Georg Erkens summarizes, edge rounding, micro-structuring and high-end coating in harmony with the application, that is processing in perfection.
Thin Film Processes – PVD
The acronym PVD is used to designate a group of vacuum-assisted processes for deposition of layers in which layer growth is definitively influenced by an evaporation or sputter process with the assistance of excited atoms and molecules and/or ions generated in plasmas. At least one part of the particles involved in layer growth possesses energy greater than the thermal energy of evaporation. The aim of these processes is the deposition of thin layers composed of (primarily) metals, alloys, nitrides, oxides, carbides, borides, sulphides, silicides, fluorides and mixtures of these. Layer thickness ranges from a few 10 nm to a number of 10 µm.
The coating devices generally consist of a chamber, a vacuum-pump stand for generation of a high vacuum in the chamber, and the necessary control and instrumentation systems. The most important elements are the coating source (evaporator or sputter source), including the associated power supply, the substrate holder and its power supply, and the process-gas inlet. Instruments for measurement of temperature and radiant heaters are also needed. Arc PVD and magnetron sputtering have become established over other PVD processes in anti-wear applications. [4]
Arc PVD
In Arc PVD, an electrical discharge between two electrodes (an anode and a cathode) occurs in a vacuum. The current-conducting medium is essentially the ionised vapour of one of the two electrodes. The evaporation process may take place at the cathode (cathodic Arc PVD) or at the anode (anodic Arc PVD).
Cathodic Arc PVD, the arc technology with greatest industrial significance, is initiated by means of an ignition plasma between the cathode (the material to be evaporated) and an anode (the chamber wall in many cases). The ignition plasma can be generated using various methods including, for example, an interruption arc, laser evaporation or a high-voltage flashover arc. A stream of electrons of a few 10 A to 100 A is generated and flows through the cathode, melting its surface. The integral electron flux is composed of fractal individual fluxes, with the result that the material is melted locally. This effect occurs simultaneously at various points on the surface of the cathode. Cathodic Arc PVD is generally used for the evaporation of metals such as titanium (Ti), aluminium (Al) or chromium (Cr) and their alloys, such as aluminium-titanium. Arc discharge is also capable of evaporating carbon, for deposition of extremely hard amorphous carbon layers (ta-C). The corresponding reactive gases must be admitted to hardcoating processes, in order to permit deposition of nitrides such as AlCrN, carbides, oxides and mixtures of these [4].
Around the globe, arc technology commands around 85 % of the overall PVD coating market for precision tools. This will also remain the case in the future, essential reasons for this being, without doubt, the continuous intensive further development of processing and evaporator technology, the long life-cycles of the existing machines and in general the installed base. Such machines can also be successfully retrofitted with further optimised components to uprate them to conform to the latest technological standards. Modular system concepts amplify this trend.
Advanced Arc Technology – HiPIMS
Recently, different new approaches have been employed to give added control over the phase composition and the quality of high performance PVD coatings.
Arc technology has been the predominant technology for tool coating. The installed base for PVD tool coatings is dominated by the arc technology and this will not change within the next decades because of the installed base itself and the ever improving evaporator technology. Novel arc evaporators are supplied with a complex adjustable magnetic field using permanent magnets or electrical coils that makes sure that the arc spot does not stay in the same spot for too long. The high magnetic field strength results in an increase of plasma activation. As a result the spot size decreases and thus the droplet emission can be kept very low and the coatings become much smother when compared to conventional arc evaporation.
Sputtering technology has only been playing a minor role in tool coating. Recent research work focused on a sputtering variant called HiPIMS (High Plasma Impulsed Magnetron Sputtering). In HiPIMS or HPPMS, high power pulsed magnetron sputtering, high peak power unipolar pulses are applied to the target (cathode) resulting in high peak electron densities (up to 6 • 1019 1/m3) in the target’s vicinity [2].
Power densities ranging from a few 100 W/cm2 to several 1000 W/cm2 are used in pulsed high-current sputtering (HPPMS, HiPIMS, HCPMS and HiPAC). Continuous operation of such a process is not possible, since the target would overheat. At short pulse durations, pulsed powers frequently reach the MW range. Pulse duration is generally between 25 µs and 250 µs, above 1000 µs only in rare cases. The intervals between pulses are generally a few milliseconds. Pulses of frequencies of 10 Hz to 100 Hz are used in many instances. Ionisation of the sputtered material in the plasmas may reach approximately the same values as in cathodic arc PVD (a few 10 % to practically 90 %), depending on the target material and the pulse form. This permits, in particular, the deposition of tightly packed layers.
The layer structure is compacted as current density at the target rises. As in cathodic arc PVD, morphologically dense layers can be deposited at low substrate temperatures. With an optimized deposition process, the layers are free of droplets, not necessarily free of defects, and less rough than arc PVD layers. It is a complementary technology to arc PVD, particularly as a hybrid process used in one and the same PVD system [4]. To achieve higher dc power densities or higher pulse power levels magnetrons, no matter whether planar or rotatable, have to be redesigned in terms of much better cooling or controlled target surface temperature.
HiPIMS as stand-alone solution might be interesting on lab scale but not when efficiency, productivity and cost are the predominant driving factors. It would make the already poor energy efficiency of magnetron sputtering, where more than 90 % of the input power is transferred into heat and cooled away [5], even worth. As stand-alone solution it is not and won´t be competitive in tool coating. For HiPIMS there could be some niche applications. To coat temperature sensitive materials the low temperature deposition and the combination with PAVCD could become a scope of application where HIPIMS will substitute in part conventional sputtering [6].
HiPIMS could make sense in a Arc-HiPIMS hybrid configuration. This is a way of being able to synthesis material combinations that can´t be achieved with straight arc and keeping the ion-to-neutral ratio of the evaporated species on the highest level as well [6].
PACVD
Plasma-assisted chemical vapour deposition (PACVD) takes place at significantly lower temperatures than thermal CVD. The energy necessary for activation of the gas is supplied by means of high-energy (meaning of hot) electrons in the plasma. Plasma excitation (the generation of effectively free electrons, ions, radicals and excited particles) is accomplished by means of glow discharges (DC voltage, pulsed DC voltage, medium-frequency, radio-frequency) or by means of microwaves. A positive feature is the relatively low dependency of the coating on geometry; this permits uniform coating even of narrow bores and complex geometries without rotation of the components. It is possible, essentially, to differentiate two industrially significant spheres of application:
- deposition of classical hardcoating layers (TiN, TiCN, Al2O3) using a combination of plasma-assisted and thermal CVD in the 400 °C to 600 °C temperature range
- deposition of hard amorphous carbon layers (DLC layers) using PACVD at temperatures below 200 °C on the basis of pulsed glow discharges/high-frequency discharges and precursors such as C2H2, hexamethyldisiloxane (HMDS) and tetramethylsilane (TMS), among others 4]
DLC layers generated using PACVD are characterised by low coefficients of friction and a scalable surface hardness and surface energy. The PACVD process is frequently combined with a PVD process in order to permit doping of DLC layers and to generate complex layer architectures especially of components that require high load carrying capacity [4].
CVD
The abbreviation CVD is applied to processes which are used for the deposition of a layer on a substrate from the gas phase by means of reactions of gas phase constituents. CVD processes are basically subdivided by the way how the chemical reactions are activated (energy input). A distinction is mainly made between thermal activated processes (Thermal CVD), plasma activated processes (PACVD) and photon activated processes (e. g. laser induced CVD). In thermal CVD, the energy input is accomplished by supplying heat, but by excitation of the gas in a plasma in plasma assisted CVD. These two types of CVD processes can also be combined with each other. For thermal CVD one differentiates between high temperature CVD (HTCVD T > 900 °C), mid temperature CVD (MTCVD 600 °C < T < 900 °C) and low temperature CVD (LTCVD T < 600 °C).
The gases added as reactants are referred to as precursors. These are fed into a reactor and activated by means of sufficient input of energy, with the result that reactions which cause layer generation occur. Layer production can be loosely subdivided into the following reactions:
- transportation of the gaseous reaction constituents towards the substrate by convection of the gas, appropriate gas routing being necessary
- diffusion of the reactants towards the substrate surface
- adsorption of the reactants on the substrate surface
- reaction, with layer generation and the formation of volatile reaction products
- removal of the volatile reaction products by means of induced convection.
A special property of all CVD processes is their more uniform layer deposition compared with PVD. CVD processes are therefore also suitable for coating three-dimensional surfaces of complex shape such as extremely textured surfaces – even with undercuts – or hollow parts which require uniform coating on their interior surfaces [4].
To meet the continuously increasing demands of innovative manufacturing processes also in CVD technology a lot of activities are on the way especially in terms of milling. Milling has not been such a domain for CVD films because of the predominant tensile stresses causing cracks inside the films and on the surface. To meet the requests of advanced milling operations impact and thermal shock resistance of the films have to be improved.
Recent advances in the field of CVD layers are based on new layer combinations, on the combination of classic HT-CVD and MT-CVD technology, on the reduction of the tensile stresses, on the synthesis of layers that show zero or compressive stresses and on methods to post treat and finish the layer surface. By texturing of CVD layers, meaning, by influencing the crystal shape and form the coating properties and thus the performance should be improved. The modifications in the textures cause anisotropy of the crystal properties. For metal cutting hardcoatings with texture-related higher hardness and oxidation resistance, a lower coefficient of friction, reduced thermal conductivity and higher elastic modulus are first choice [1]. Blasting technologies using different media are used to treat the coatings after film deposition. Using these techniques tensile stresses or zero stress could be turned into compressive stress. The treatment also leads to a packing and densification of the film and thus a slight reduction in film thickness. In case stress cracks occur inside the as deposited film the treatment closes these cracks due to packing. At the same time the surface is smoothened and gives for instance a CVD Al2O3 surface a greasy black shine.
References
[1] G. Erkens: Jahrbuch der Oberflächentechnik 2008, Band 64, S. 100–131, Leuze Verlag, 2008
[2] G. Erkens, J. Alami, et al.: Proceedings 17th Plansee Seminar, Vol. 2, HM37/1-8, 2009
[3] J. Vetter, T. Ishikawa, N. Shima: Plasma Process and Polymers, 4, pp. 668–672, 2007
[4] G. Erkens, J. Vetter et al.: Plasma-Assisted Surface Coating, Süddeutscher Verlag onpact GmbH, Munich, 2011
[5] B. Szyszka et al.: Vakuum in Forschung und Praxis, pp. 15, Wiley-VCH Verlag GmbH, Weinheim, 2010
[6] G. Erkens, J. Vetter, et al.; Proceedings 18th Plansee Seminar, HM44, pp. 1366–1380, 2013
- www.surcoatec.com
DOI: 10.7395/2016/Erkens01
