
... schaumfreien Netzmittel in Chromelektrolyten
Für die Verchromung ist der Einsatz von Netzmitteln erforderlich, um die Bildung von unerwünschtem Sprühnebel zu vermeiden. Dies erfolgt mit einem Netzmittel, das eine Schaumdecke auf dem Elektrolyten bildet und so das Entstehen von Aerosolen unterbindet. Als Ersatz für PFOS, das zukünftig nicht mehr eingesetzt werden darf, stehen neue Stoffe zur Verfügung, deren Eignung in der Praxis untersucht wurde. Neben dem Vermeiden der Aerosolbildung steht hierbei eine Reduzierung der Einsatzmengen durch eine einfache Bestimmung der wirksamen Gehalte in den Chromelektrolyten im Vordergrund. Dies erhöht den Umweltschutz und reduziert die Chemikalienkosten.
Chromium (VI) – Managing Emissions with PFOS- and Foam-free Wetting Agent-Based Chromium Electrolytes
In chromium plating, the use of wetting agents is essential in order to avoid formation of undesirable chromium-containing mists. This can be achieved using a wetting agent which forms a foam blanket over the electrolyte and thus prevents the formation of aerosols. As a replacement for PFOS the use of which will shortly be prohibited, a range of replacement candidates are available, whose suitability is currently being assessed. In addition to avoiding aerosol formation, the aim is to reduce the amount of wetting agent used, by providing a simple analysis method to determine its concentration in the electrolyte. In this way, operations can become more environmentally-friendly and at a reduced cost.
1 Aktueller Stand
Zur Mitte des Jahres 2015 wird eine Ausnahmegenehmigung auslaufen, die es über den Zeitraum von fünf Jahren ermöglicht hat, eine etablierte Technologie in der Galvanotechnik zu verwenden und gleichzeitig Erfahrungen mit deren Weiterentwicklungen zu sammeln. Die Technologie, die hier gemeint ist, sind Netzmittel auf Basis von PFOS, die seit mehr als 70 Jahren als beständige Netzmittel und Sprühnebelverhinderer in der Verchromung eingesetzt werden (Abb. 1). Der politische Druck, der nicht nur in Europa, sondern schon viel früher, in den Vereinigten Staaten, aufgebaut wurde, hat dazu geführt, dass sich nicht-PFOS-haltige Alternativen mehr und mehr durchgesetzt haben.

Abb. 1: Chromprotekt, Werbung 1936
Dies beruht nicht nur darauf, dass diese neuen Produkte ebenso gut die Entstehung von Sprühnebel verhindern; sie tragen auch dazu bei, dass bisherige Einschränkungen für den Einsatz von Netzmitteln vermindert werden oder gar nicht mehr auftreten.
2 Anwendung von PFOS-Netzmitteln
Die Funktion, die PFOS-Netzmittel bisher erfüllt haben, ist die Benetzung von Oberflächen, die beschichtet oder chemisch umgewandelt werden sollen. Dies ist bei der funktionellen und dekorativen Verchromung der Fall sowie beim Beizen von Kunststoffen und anderen Verfahren. Beschichtungsfehler, die beispielsweise durch anhaftende Gasblasen entstehen, können so vermieden werden. Der Hauptnutzen liegt jedoch in der Verkleinerung von Gasblasen (Abb. 2) durch ein Absenken der Oberflächenspannung; diese Gasblasen entstehen bei der Verchromung in chrom(VI)haltigen Medien und bilden an der Elektrolytoberfläche ein gesundheitsschädliches Aerosol.

Abb. 2: Einfluss der Oberflächenspannung auf die Gasblasengröße
Durch den verkleinerten Gasblasendurchmesser nimmt die Energie der aufsteigenden Gasblasen signifikant ab. Die Blase platzt an der Oberfläche, bildet dabei keine oder weniger Tröpfchen aus und es entsteht somit weniger Aerosol (Abb. 3).

Abb. 3: Korrelation von Oberflächenspannung und Chrom(VI)emission
Gleichzeit bildet sich bei bisherigen PFOS-Netzmitteln eine stabile Schaumdecke aus, was bereits zu den Anfängen des Einsatzes bestätigt wurde (Abb. 4). Mit steigender Konzentration nimmt die Dicke der Schaumdecke zu, was ab einer Mindestschichtdicke von etwa 1 cm zur Vermeidung von Sprühnebel führt.

Abb. 4: Gutachten über die Wirksamkeit von Chromprotekt (1936)
3 Nachteile von PFOS
Großer Nachteil einer Schaumdecke ist neben einer stark erhöhten Verschleppung von Netzmittel in die Spülen die Gefahr von Wasserstoffverpuffung, da sich im Schaum Sauerstoff und Wasserstoff anreichern. Diese Wasserstoffverpuffung ist eine der größten Gefahren, wenn sich Menschen in unmittelbarer Nähe des Beschichtungsbehälters aufhalten. Ein weiterer bekannter Nachteil von PFOS ist die eingeschränkte Löslichkeit, besonders in älteren Elektrolyten. Ausölungen, wie in Abbildung 5 gezeigt (Becherglas), führen zur Bekeimung der Oberfläche und zu Porenbildung in der Chromschicht.

Abb. 5: PFOS-Netzmittel nach Zugabe in einen verunreinigten Elektrolyten

Abb. 6: Schaumdecke durch PFOS-Netzmittel in einer Hartchromgalvanik
Zusammengefasst weisen PFOS-Netzmitteln folgende Nachteile auf:
- starke Schaumbildung und Verunreinigung der Anlage und Absaugung (Abb. 6)
- erhöhte Gefahr der Wasserstoffverpuffung
- schlechte Löslichkeit (besonders in Altelektrolyten)
- Porenbildung in Chromschichten bei Überdosierung
4 Anforderungen an die Alternativen – Verfügbarkeit von Alternativen
Anforderungen, die an Alternativen gestellt werden, liegen somit in der chemischen Beständigkeit unter den jeweiligen Einsatztemperaturen, der Vermeidung von Wechselwirkungen mit der Bauteiloberfläche und Anlage und der sicheren Vermeidung von Chrom(VI)emissionen.
Durch die Anforderung nach PFOS-Freiheit wurden durch Fachfirmen wie Enthone Produkte entwickelt, die in ihren Eigenschaften auf den Bedarf spezifischer Anwendungen zugeschnitten sind (Abb. 7). Für die Hartverchromung, die bei Temperaturen zwischen 50 °C und 75 °C durchgeführt wird, haben sich teilflourierte Netzmittel durchgesetzt, die unter den Einsatzbedingungen stabil bleiben, keine schädlichen Abbauprodukte entwickeln und darüber hinaus signifikant technische Vorteile gegenüber PFOS bieten. Diese Netzmittel lassen sich beliebig an den Bedarf des Kunden anpassen.

Abb. 7: Entwicklungsschema von Netzmitteln
Hierbei hat sich ein wachsender Bedarf an schaumfreien Netzmitteln im Markt etabliert, der spezifische Vorteile bietet:
- einfache Konzentrationsbestimmung und Management von Emission über die Messung der Oberflächenspannung
- Wirtschaftlichkeit durch reduzierte Verschleppung, geringeren Aufwand für Wartung
- Gefahr von Wasserstoffverpuffung gebannt
- höchste Stabilität in Elektrolyten auf Basis von Chromsäure (CrO3) auch bei hohen Temperaturen
- sehr gute Löslichkeit und Vermeidung von Porenbildung
- automatische Dosierung über Stromverbrauch (Ah) möglich
- ausgedehnte Dosierintervalle bei manueller Zugabe
- ideal für den Einsatz in Vakuumverdampfern
- erfüllt heute Anforderungen von morgen
5 Messung der Oberflächenspannung
Durch die Schaumfreiheit ist die Dosierung nach Augenmaß nicht mehr anwendbar. Während früher die Schaumdecke die Messgröße war, um die Netzmittelkonzentration zu bestimmen, müssen heute Analysemethoden angewendet werden, um die Oberflächenspannung zu bestimmen. Die zur Verfügung stehenden Methoden unterscheiden sich vor allem in den Anschaffungskosten, der Messgenauigkeit und dem Komfort.
6 Kontrolle von Chrom(VI)emissionen in der Praxis
Um die Leistungsfähigkeit dieser neuen schaumfreien Netzmittelgeneration zu demonstrieren, hat Enthone den Einfluss der Oberflächenspannungsabsenkung auf die Chrom(VI)emission und Exposition in einer Hartchromgalvanik untersucht. Dazu wurde bei einem repräsentativen Galvanikunternehmen, das heute alle vom Gesetzgeber geforderten Sicherheitsstandards einhält, die Chrom(VI)emission an der Anlage durch ein zertifiziertes Labor gemessen. Die Oberflächenspannung wurde dabei sukzessive durch Erhöhung der Konzentration an schaumfreiem Netzmittel herabgesetzt und die Chrom(VI)messung in mehreren Versuchen wiederholt.
Der Betrieb, der für die Studie in Betracht kam, musste folgende Anforderungen gewährleisten:
- repräsentativer Hartchrom-Lohnbetrieb (KMU) innerhalb der EU, mit hohem Bewusstsein für sicheren Umgang mit Chrom(VI) unter Einhaltung der geltenden Arbeitsschutzmaßnahmen
- die Einhaltung der Grenzwerte für Chrom(VI) findet zurzeit ohne Verwendung eines Netzmittels statt, jedoch unter Einsatz einer geeigneten Absauganlage
- der heute maximal erreichbare Wert für Chrom(VI) an der Anlage liegt zwischen 10 µg/m³ und 50 µg/m³
- es ist möglich, mehr als zwei Stunden ohne Unterbrechung zu beschichten, bei einem Verhältnis von Strom zu Elektrolytoberfläche von mindestens 2000 A/m²
Aus der Vielzahl der 20 angesprochenen Unternehmen, die bereit waren, sich für diese Untersuchung zur Verfügung zu stellen, wurde ein westeuropäischer Lohnbetrieb als am besten in das Profil passend ausgewählt.
Warum dies so ist, zeigt Abbildung 8, in der die in einzelnen EU- und Nicht-EU-Ländern gültigen Grenzwerte für Chrom(VI)emissionen am Arbeitsplatz dargestellt sind, sowie die zukünftig zu erwartenden Grenzwerte im Rahmen der REACh-Zulassung.

Abb. 8: Chrom(VI)grenzwerte in Europa, USA und Kanada
Der gültige Grenzwert in dem Land, in dem die Untersuchung vorgenommen wurde, liegt heute bei 50 µg/m³ und damit weit über dem, was deutsche, französische, tschechische und zukünftig alle Unternehmen einhalten müssen. Die Herausforderung, ohne zusätzliche Investitionen auf den Stand der Technik zu kommen, ist in Ländern wie Belgien, Italien, Spanien, England, Österreich und der Schweiz am größten.
7 Verchromen nach 2017
Für Unternehmen stellt sich heute grundsätzlich die Frage, ob nach 2017 ein Verchromen ohne zusätzliche Investitionen möglich ist. Dies ist die Kernfrage, die sich viele kleine und mittlere Unternehmen heute stellen, die in einer ähnlichen Situation sind. Die Untersuchung zeigt, dass dies sehr wohl möglich ist!
Die Messung wurde unabhängig von einem zertifizierten Labor durchgeführt, das eine breite Erfahrung in der Messung von Emissionen am Arbeitsplatz mitbringt.
Von den elf Tanks, die der Hartverchromungsbetrieb betreibt, werden alle bisher ohne Netzmittel betrieben. Die historisch gemessenen Emissionen am Tank liegen im Bereich von 35 µg/m³ und abseits der Tanks bei 7 µg/m³. Um auszuschließen, dass die Emission der anderen in Betrieb befindlichen Tanks die Messung in großem Maße beeinflussen, wurde für die Messung ein Tank gewählt, der in großer Distanz zu den übrigen Tanks platziert ist. Um möglichst den Großteil der Chrom(VI)emissionen einzufangen, wurden um den Tank drei Messsonden (A, B, C) platziert; dies diente auch dazu, um auszuschließen, dass Zugluft das Ergebnis verfälscht. Darüber hinaus wurden an den Arbeitsplattformen zwei zusätzlich Sonden aufgestellt, um die Hintergrundkonzentration zu ermitteln.
Die Probenahmezeit wurde entsprechend der zu erwartenden Emission und der Nachweisgrenze der späteren Analysenmethode gewählt. Vor Beginn der Messung wurde die Absauganlage durch Techniker des Labors auf ihre Funktion getestet.
Durch Einblasung von weißem Rauch können somit Bereiche sichtbar gemacht werden, in denen Chrom(VI)aerosole nicht vollständig abgesaugt werden können. Diese Situation ist durchaus häufig zu beobachten. Die Luftströmung über dem Bad wird durch Zugluft oder konstruktionsbedingte Verwirbelungen in einem Maße beeinflusst, dass trotz Absaugung und ausreichender Strömungsgeschwindigkeit über dem Bad, größere Chrom(VI)emissionen entstehen können. Dieser Aspekt wurde bei der Messung in Betracht gezogen und daher wurden mehrere Messstellen ausgewählt.
8 Ergebnisse
Die ermittelten Werte zeigen eine signifikante Verringerung der Chrom(VI)emissionen durch Absenkung der Oberflächenspannung auf unter 33 mN/m, bei abgeschalteter Absauganlage. Ein Test ohne Netzmittel und ohne Absaugung wurde aus Sicherheitsgründen nicht durchgeführt. Der Versuch bei 45 mN/m ohne Absaugung zeigt zudem auch schon signifikant hohe Werte von > 2 mg/m². Durch eine weitere Absenkung der Oberflächenspannung von 45 mN/m auf 30 mN/m lassen sich die Emissionen um den Faktor 19 verringern. Unter Einsatz der Absaugung wird der Großteil des Aerosols eingefangen, wodurch sich bei 45 mN/m ein Emissionswert von 5 µg/m³ einstellt. Bei weiterer Absenkung der Oberflächenspannung erreicht man hier sogar 1,7 µg/m³.
Man kann davon ausgehen, dass der Chrom(VI)expositionswert, der für die REACh-Zulassung relevant ist, circa zehn bis 20 Prozent des Emissionswerts darstellt. Somit ist davon auszugehen, dass eine dauerhafte Chrom(VI)exposition von unter 1 µg/m³ durch Absenkung der Oberflächenspannung erreichbar ist. Die Absaugung allein ist oft nicht geeignet, um diesen Wert zu erreichen. Hier spielen Strömungseinflüsse wie Verwirbelungen eine Rolle, welche die Wirksamkeit der Absaugung negativ beeinflussen. An einzelnen Stellen der Anlage kann daher chrom(VI)haltiges Aerosol nach draußen dringen.
Die Werte wurden mit einer Strom-Badoberflächenbelastung von 2360 A/m² ermittelt, was einen hohen, aber doch marktüblichen Wert darstellt. Anwender, die unterhalb von 2360A/m² arbeiten, werden somit in der Lage sein unter diesen Bedingungen Emissionswerte einzuhalten, die geringer sind, als in dieser Fallstudie.
Typisch sind 1000 A/m² bis 2500 A/m², im Extremfall auch 3000 A/m², sowohl bei der funktionellen, als auch bei der dekorativen Verchromung.
Wenn man davon ausgeht, dass zukünftige Grenzwerte am Arbeitsplatz zwischen 0,1µg(Cr(VI)/m³ und 1,0 µg(Cr(VI)/m³ liegen werden, ist die Absenkung der Oberflächenspannung ein essentieller Teil von Arbeitsschutzmaßnahmen, welche die Entstehung von Emissionen stark reduziert.
Literatur
Health and Safety Laboratory;
www.hse.gov.uk/research/rrpdf/rr963.pdf
DOI: 10.7395/2014/Wiethoelter2
Tab. 1: Anwendungsbezogene PFOS-freie Netzmittel
|
Anwendung |
Produkt |
Kommentar |
|
Hartchrom |
ANKOR® Dyne 30 MS |
schaumfreies Netzmittel; |
|
Glanzchrom auf Basis Cr(VI) |
ANKOR® Dyne 30 MS |
beste Option zur Vermeidung von Knallgasexplosion |
|
Kunststoffbeize POP |
ANKOR® Dyne 30 MS |
bewährte PFOS-freie Alternative |
|
Chemisch Nickel PTFE Dispersion |
ENLUBE® Plus PTFE |
verbesserte Standzeit und Abscheiderate |
Tab. 2: Methoden zur Bestimmung der Oberflächenspannung
|
SITA Dynotester |
LAUDA Ring-Densitometer TD 1 C |
Stalagmometer |
|
|
|
|
|
|
|
Prinzip |
Luft wird über eine definierte Kapillare in eine Flüssigkeit eingeblasen. Der Innendruck der Blase bei einer definierten Blasenlebensdauer wird gemessen und die Oberflächenspannung errechnet. |
Die Kraft, die man aufbringen muss, um einen Platin-Iridium-Ring durch die Oberfläche einer Lösung zu ziehen, wird gemessen und in eine Oberflächenspannung umgerechnet |
Ein definiertes Volumen der Testflüssigkeit wird durch einen Kolben, an dessen Ende sich Tropfen bilden, entleert. Die Anzahl der Tropfen wird gezählt. In Abhängigkeit der Dichte und der Oberflächenspannung variiert die Tropfenzahl. Eine Referenzmessung mit Wasser ist obligatorisch |
|
Probe |
Raumtemperatur; Badbewegung sollte vermieden werden |
Raumtemperatur; Badbewegung sollte vermieden werden |
Raumtemperatur; intensive Reinigung des Kolbens ist erforderlich; Dichtemessung und tägliche Kalibrierung mit DI-Wasser ist erforderlich |
|
Kalibrierung |
DI-Wasser bei 20 °C |
DI-Wasser bei 20 °C |
DI-Wasser bei 20 °C |
|
Wartung |
120,- € für Ersatz von PEEK Kapillaren nach circa 50 Messungen |
Platinum-Iridium-Ring nach Bedarf: 500 € |
nur Reinigung |
|
Anschaffungskosten |
circa 6000 € |
circa 8000 € |
circa 120 € |
|
Kommentar |
einfache Anwendung; hohe Reproduzierbarkeit der Ergebnisse; Umgang erfordert wenig Erfahrung; Ergebnisse können elektronisch dokumentiert werden; sicherster Umgang mit Cr(VI), da Probe im Becherglas bleibt und Kapillare einfach gespült werden kann |
etablierte Methode; erfordert hohes Maß an Erfahrung; liefert gute, reproduzierbare Ergebnisse; hohe Kosten, wenn Pt-Ring ersetzt werden muss |
Relativmessung gegenüber einer Referenzprobe (meist Wasser); Einfluss der Dichte auf das Ergebnis; geringste Anschaffungskosten, grösster Messaufwand, geringste Reproduzierbarkeit |
|
Empfehlung |
sehr empfehlenswert |
empfehlenswert |
bedingt empfehlenswert |



Text zum Titelbild: Positionierung der Messsonden am Versuchsbad

Abb. 10: Prüfung zur Wirksamkeit der Absauganlage

Abb. 11: Bereich mit mangelnder Absaugwirkung
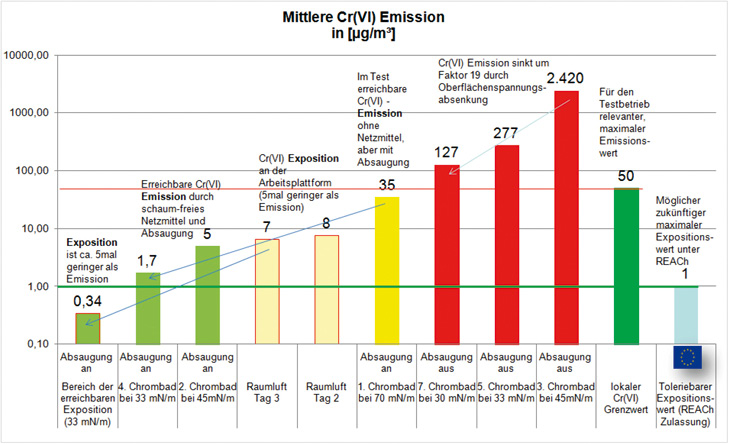
Abb. 12: Gemessene Chrom(VI)emissionen und Chrom(VI)grenzwerte
