
Dringend gesucht: Ersatz für funktionelle Hartverchromung
Aufgrund der Entwicklungen bei REACh sehen sich die Unternehmen der Galvanotechnik der verstärkten Herausforderung gegenüber, Alternativverfahren für Hartchromschichten zu entwickeln. Ein aussichtsreiches System ist Zinn-Nickel, das gute Korrosionseigenschaften, allerdings deutliche geringere Härtewerte, besitzt. Eine Steigerung der Härte verspricht die Erzeugung von Dispersionsschichten mit Siliziumcarbid in der Zinn-Nickel-Matrix. Erste Versuche zeigen, dass Partikel im Größenbereich zwischen etwa 20 nm und bis zu wenigen Mikrometern gleichmäßig verteilt eingebaut werden können, wobei ein kommerzielles, zusatzfreies Elektrolytsystem eingesetzt wird.
Incorporation of Sub-micron SiC Particles in an Electrodeposited Tin-Nickel Alloy Matrix Urgently Required: a Replacement for Functional Hard Chromium plating
Thanks to the increasing burden of REACh environmental legislation, companies involved with hard chromium electroplating find themselves under growing pressure to develop alternative coatings. One promising candidate is tin-nickel alloy which has excellent corrosion resistance but considerably lower hardness than chromium. Its hardness value can be increased by codeposition of silicon carbide particles within the tin-nickel matrix to form a composite. Initial tests show that particles in the size range 20 nm up to a few µm can be incorporated with a uniform distribution, using a proprietary additive-free electrolyte system.
1 Einleitung
Metallisches Chrom wird bei der funktionellen Hartverchromung elektrochemisch aus wässrigen chromsäurehaltigen Lösungen abgeschieden. Diese Hartchromschichten (Dicke 1 µm– 5000 µm) werden in zahlreichen Industriebereichen eingesetzt, da sie eine hohe Härte sowie Korrosionsbeständigkeit in Kombination mit niedrigen Reibungskoeffizienten und antiadhäsiven Eigenschaften aufweisen.
Neben ihrer Härte und Korrosionsbeständigkeit sind die chemische Beständigkeit, thermische Belastbarkeit sowie die Verschleißfestigkeit der Hartchromschichten weitere Eigenschaften, die von wirtschaftlicher und technischer Bedeutung sind. Weiterhin sind sie recyclingfähig und toxikologisch unbedenklich.
Allerdings erfolgt die Abscheidung von Hartchrom aus Elektrolyten auf der Basis von Chromtrioxid mit einer Konzentration von etwa 250 g/l Chromtrioxid. Als krebserregend Kategorie 1 eingestuft, wurde Chromtrioxid mit Veröffentlichung der EU-Verordnung Nr. 348/2013 vom 18. April 2013 im Amtsblatt L 108 der Europäischen Union (zusammen mit Säuren, die sich daraus bilden und deren Oligomere, sowie weiteren Chromaten) offiziell in den Anhang XIV der REACh-Verordnung (EG) Nr. 1907/2006 aufgenommen. In Zukunft wird eine weitere Verwendung nach derzeitigem Stand nur noch nach einer erfolgten Zulassung möglich sein. Der Bedarf an alternativen Verfahren zur Abscheidung von Oberflächen mit einem vergleichbaren Eigenschaftsprofil wie Hartchromschichten aus Chromsäureelektrolyten ist daher sehr groß.
Die Abscheidung von Chromschichten aus Chromelektrolyten auf der Basis von dreiwertigen Chromverbindungen ist die erste mögliche Alternative. Sie ist Stand der Technik und wird bereits in einigen Anwendungsgebieten zur dekorativen Verchromung eingesetzt. In der Literatur werden auch Verfahren zur Hartchromabscheidung aus dreiwertigen Elektrolyten beschrieben, dennoch sind bislang keine praxisreifen Verfahren auf dem Markt verfügbar.
Wie beschrieben, sind hohe Härte, ihre Korrosionsbeständigkeit und Verschleißfestigkeit die herausragenden Eigenschaften von Hartchromschichten und müssen von alternativen Schichten gleichwertig erreicht werden. Die hohe Härte von Hartchromschichten von etwa 1000 kg/mm² ist hier besonders zu berücksichtigen. Keine Alternativschicht konnte bisher die vielfältigen günstigen Eigenschaften einer Hartchromschicht vereinen.
Um die aus Chrom(VI)elektrolyten abgeschiedenen Hartchromschichten zu ersetzen, scheint die Legierungsabscheidung ein weiterer aussichtsreicher Ansatz zu sein. Besonders die Weiterentwicklung hin zu Dispersionsüberzügen mit eingebauten Hartstoffpartikeln könnte hier zielführend sein. Wegen ihrer hohen Härte und guten Korrosionsbeständigkeit ist die Legierung Zinn-Nickel als Matrix für die Feststoffpartikel eine gute Basis, um vergleichbar gute Verschleißeigenschaften wie mit Chrom erzielen zu können. Zinn-Nickel wird einphasig als intermetallische Verbindung in der Zusammensetzung 65 Gew% Sn/35 Gew% Ni abgeschieden. Diese Zusammensetzung bleibt über einen sehr weiten Bereich der Abscheidestromdichte konstant. Aufgrund der günstigen Eigenschaften von galvanischen Zinn-NickelSchichten soll dieses System unter anderem durch Zugabe von Hartstoffpartikeln zum Elektrolyten weiterentwickelt werden, mit dem Ziel das Eigenschaftsprofil von Hartchrom möglichst umfassend zu erreichen.
Die Untersuchungen zum Potential von Zinn-Nickel-Dispersionsschichten als Hartchromersatz erfolgen im Rahmen eines ZIM-Kooperationsprojektes zwischen der Dr.-Ing. Max Schlötter GmbH & Co. KG., Geislingen/Steige, und dem Forschungsinstitut Edelmetalle + Metallchemie, Schwäbisch Gmünd.
2 Galvanischer SnNi- und SnNi-Dispersionsschichten – Stand der Technik
Zinn-Nickel-Schichten mit einer Zusammensetzung von 65 Gew.% Sn und 35 Gew.% Ni sind gekennzeichnet durch ihre sehr hohe Korrosionsbeständigkeit und erfüllen damit diese Eigenschaft der Hartchromschichten bereits. Die erreichbare Härte der Schichten liegt bei 750 kg/mm² und ist somit noch nicht ausreichend als Ersatz für Hartchromschichten. Ziel der Versuche war daher, die Härte der Zinn-Nickel-Schichten zu erhöhen. Eine erhebliche Steigerung der Härte durch Dispersionsabscheidung von nanoskaligen Dispersanten, wie zum Beispiel Oxidpartikel [1] oder Siliciumcarbid [2, 3], ist aus dem Bereich der galvanischen Nickelabscheidung bekannt. Es sollte untersucht werden, ob dieses Verfahren auch auf die Verfahren zur Abscheidung von Zinn-Nickel übertragen werden kann. Bei einer Dispersionsabscheidung gilt es ebenfalls, die Beständigkeit der Dispersanten in dem jeweiligen Elektrolytsystem zu untersuchen und zu beachten. Zinn-Nickel kann aus sauren Elektrolyten auf der Basis von Fluoriden oder aber schwach alkalischen Elektrolyten auf der Pyrophosphatbasis abgeschieden werden.
Fluoridhaltige Zinn-Nickel-Elektrolyte basieren im Wesentlichen auf der von Parkinson angegebenen Formulierung [4]:
- 250 g/l Nickelchlorid-Hexahydrat
- 50 g/l Zinn(II)chlorid Dihydrat
- 35 g/l Ammoniumbifluorid
- 28 g/l Natriumfluorid
Der Elektrolyt zeichnet sich durch seine sehr stabile Arbeitsweise aus. Die Abhängigkeit der Legierungszusammensetzung von den Arbeitsbedingungen ist gering. Harte Zinn-Nickel-Legierungsschichten sind als Matrix für die Dispersionsabscheidung bislang wenig untersucht. Die Literaturrecherche liefert an dieser Stelle sehr wenige Veröffentlichungen, insbesondere die Kombination mit Hartstoffen (Siliziumcarbid (SiC), Diamant oder ähnliches).
Die Dispersionsabscheidung von Siliciumcarbid mit einer durchschnittlichen Partikelgröße von 3,5 µm wurde von J. Sadowska-Mazur, M. E. Warwick und R. Walker untersucht [5]. Einbauraten von 12 Vol.% Siliciumcarbid konnten durch Abscheidung aus einer Lösung auf Basis von Nickelchlorid, Zinn(II)chlorid und Ammoniumfluorid realisiert werden. Weiterhin konnten sie beobachten, dass der Partikeleinbau mit dem Gehalt der in der Lösung befindlichen Partikel steigt. Durch den Einbau der Partikel konnte eine Härtesteigerung von 715 VHN auf 900 VHN (50 g Last) gemessen werden, gleichzeitig führte der Partikeleinbau jedoch zu einer sehr stark dendritischen Schicht. Dieses Resultat ist vermutlich auf die fehlende einebnende Wirkung der entsprechenden Zinn-Nickel-Elektrolyte mit SiC-Partikel zurückzuführen. Es sollte daher untersucht werden, ob nanoskalige SiC (Partikelgröße ca. 20 nm) eingebaut und zugleich glattere Schichten hergestellt werden können. Partikel mit der beschriebenen Größe sind beispielsweise von Plasmachem Berlin kommerziell gut verfügbar mit Partikelgrößen von 20±5 nm, oder größer (25–50 nm bzw. 150–200 nm).
3 Experimentelles
3.1 Durchführung der Versuche
Als Basis für alle Versuche diente der auf Fluorid basierende Elektrolyt Slotoloy NIT 10 der Dr.-Ing. Max Schlötter GmbH & Co. KG. Dieser wird bei 65 °C betrieben und ermöglicht Abscheidungen in einem Stromdichtebereich zwischen 0,1 A/dm² und 2 A/dm²; er eignet sich für Trommel- und Gestellanwendungen. Als Dispersionsstoffe für die Zinn-Nickel-Matrix wurden nanoskalige SiC-Partikel (Partikelgröße ca. 20 nm) herangezogen.
Nanoskalige Partikel neigen besonders in wässrigen Lösungen dazu, Agglomerate zu bilden. Der Grund liegt in den auf und zwischen den Partikeln wirkenden Kräften. Bei großen Partikeln überwiegen hydrodynamische Kräfte, bei kleinen Partikeln hingegen kolloidale wie van-der-Waals-Kräfte oder elektrostatische Kräfte. Die Partikel liegen dann nicht mehr einzeln mit einer Größe im mittleren Nanometerbereich vor, sondern ballen sich zu Gebilden in einer Größenordnung von einigen Mikrometern zusammen, die dann auch als solche eingebaut werden. Aus diesem Grund können bei der Dispersionsabscheidung trotz Einsatz von Partikeln im Nanometerbereich die in die Schichten eingebetteten Dispersionsstoffe trotzdem in der Größenordnung von Mikrometern vorliegen.
Die Bildung solcher Agglomerate lässt sich auf unterschiedliche Arten verhindern. Zum Beispiel durch Zugabe von Dispergier-Hilfsmitteln in Form von Tensiden, welche die feinen Partikel in einem stabilen Zustand im Elektrolyten halten [6]. Bei der Verwendung von Tensiden muss aber stets auch der Einfluss auf die abgeschiedenen Schichten mit berücksichtigt werden. Dieser kann zu einer Verschlechterung der Eigenschaften der Matrix führen. So könnte unter anderem die galvanische Abscheidung gestört werden oder Verfärbungen eintreten.
An Stelle von Tensidzusätzen ist auch eine mechanische Zerstörung bereits gebildeter Agglomerate vorstellbar. Dies kann zum Beispiel durch Dispergierstäbe, Ultraschallquellen oder unter Umständen durch einfache Rührung erfolgen. Die hierdurch erzeugte Bewegung des Elektrolyten ist insbesondere dann notwendig, wenn ungeladene Teilchen in die Schichten eingebaut werden sollen, die nur durch die Elektrolytbewegung zur Kathode transportiert werden können. Allerdings kann mit diesen Methoden eine Agglomeration der Partikel nicht verhindert werden. Es muss davon ausgegangen werden, dass sich ein Gleichgewicht zwischen agglomerierten und nicht-agglomerierten Partikeln einstellen wird und die Partikel auch in diesen unterschiedlichen Zuständen in die Schichten eingebaut werden.
3.2 Probencharakterisierung
Die Tiefenprofile mit Elementanalysen an den Schichtmaterialien wurden mit einem Glimmentladungsspektrometer (GDOES – glow discharge optical emission spectroscopy), Typ GDA 750 von Spectruma aufgenommen. Der Durchmesser des Messflecks betrug 2,5 mm im Messmodus DC-Quelle.
Die Härtemessung erfolgte von der Probenoberfläche sowie im Querschliff mit einem Polyvar Met/Duramat – Härtemessgerät. Der Lastbereich lag zwischen 0,02 N und 2 N (2–200 p). Die Prüflast wurde an die Schichtdicke beziehungsweise den Schichtzustand angepasst.
Die tribologischen Untersuchungen erfolgten mit einem CSEM pin and disc tester. Der Gegenkörper (Kugel) bestand aus 100Cr6 mit einem Durchmesser von 6 mm. Gemessen wurde mit Normalkraft 5 N bei einer Temperatur von 23 °C und einer relativen Feuchte von 50 %. Der Reibspurdurchmesser betrug 2 mm, die Gleitgeschwindigkeit 52,4 mm/s, bis 10 000 Umdrehungen und ohne Schmierung.
Die Standarddokumentation der Schichtqualität und Partikelverteilung erfolgte im Feldemissions-Rasterelektronenmikroskop Typ Supra 55 VP von Leo (Zeiss). Für die Focused Ion Beam (FIB)-Untersuchungen wurde eine Zeiss Auriga 60 Crossbeam Workstation eingesetzt. Weitere Details zur Vorgehensweise sind nachfolgend erläutert.
Zur Visualisierung wurde eine Software des Herstellers Volume Graphics GmbH, Heidelberg, verwendet. Es handelt sich um die Version VG Studio Max 2.2, erstellt als Analyse- und Visualisierungssoftware für industrielle Computertomographie/Voxel-Daten.
4 Ergebnisse
4.1 Optimierung des Partikeleinbaus
Versuche, die Anströmung der Kathode mittels eines Elektrolytkreislaufes zu optimieren, brachten zwar erste Erfolge beim Einbau der Partikel in die Zinn-Nickel-Matrix, allerdings zeigten sich mit fortschreitender Versuchsdauer erhebliche Nachteile dieser Methode. So kam es im Pumpenkreislauf zur Auskristallisierungen von Elektrolytbestandteilen, da der Elektrolyt hier nicht auf 65 °C gehalten werden kann und abkühlt. Diese Salze verstopfen mit der Zeit den Umwälzkreislauf. Des Weiteren verbleiben damit Partikel im Pumpenkreislauf, wodurch die genaue Partikelkonzentration im Elektrolyten nicht mehr bestimmt werden kann.
Die Verwendung einer Düse zum Einbringen des Elektrolyten wirkt sich hier ebenfalls eher negativ aus. Der Elektrolyt hat beim Eintritt in die Beschichtungszelle eine sehr hohe Geschwindigkeit, wird aber in der Zelle gebremst. Gleiches widerfährt den im Elektrolyt befindlichen Partikeln. Dies hat zur Folge, dass die Partikel die Kathode mit unterschiedlichen Geschwindigkeiten passieren. In Bereichen mit hoher Strömungsgeschwindigkeit werden dabei keine Partikel eingebaut, hingegen erfolgt der Einbau vermehrt in Bereichen mit niedriger Geschwindigkeit. Dies führt dann zu starken optischen Unterschieden der Schichten von glatt und glänzend hin zu rau und matt. Auch bei der Verwendung eines Dispergierstabes ergaben sich starke Unterschiede in der Anströmung der Kathode und damit stark unterschiedliche Erscheinungsbilder. Das gleichmäßigste Aussehen wurde erzielt, wenn der Elektrolyt mit niedriger Umdrehungszahl gerührt wurde, da sich auf diese Weise unterschiedliche Strömungszonen weniger stark ausbilden und auswirken. Das Agglomerat-Gleichgewicht wird auf diese Art zwar wenig beeinflusst, dennoch lassen sich die Partikel recht gleichmäßig einbauen, wie die Untersuchungen ergaben (Abb. 1 und 2). Die von J. Sadowska-Mazur, M.E. Warwick und R. Walker [5] beschriebene Abhängigkeit der Einbaurate in Abhängigkeit der im Elektrolyt vorliegenden Partikelkonzentration konnte ebenfalls beobachtet werden.


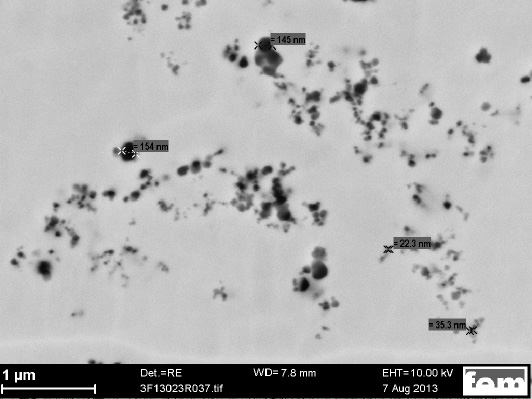
Abb. 1: Sn/Ni-Schicht mit SiC Partikeln (25 g/l im Elektrolyt, 300 UPM)

Abb. 2: Partikelgröße der SiC-Partikel in Sn/Ni-Schicht (25 g/l im Elektrolyt, 300 UPM)
Die Beschränkung auf eine einfache Rührung zum Betrieb des Elektrolyten und dem damit einhergehenden Verzicht, aktiv gegen die Agglomeration der Partikel vorzugehen, führte zu der gewohnt rauen Oberfläche. Dieser Effekt wird mit steigendem Partikelgehalt im Elektrolyten nochmals verstärkt. Die Erfahrung aus Versuchen, in denen ein Dispergierstab zum Aufbrechen entstandener Agglomerationen verwendet und so der Anteil an Teilchen mit geringerer Größe erhöht wurde, zeigt aber, dass auch hier raue Oberflächen aufgrund der fehlenden Einebnungswirkung des Elektrolyten enstehen.
4.2 Charakterisierung der Dispersionsüberzüge
Die Charakterisierung der Mikrostrukturen von partikelverstärkten Materialien mit Hilfe von konventionellen 2D-Schliffbild untersuchungen liefert hinsichtlich der Teilchengröße, -form und räumlicher Verteilung in der Matrix nur unzureichende Informationen. Die Beurteilung des Partikeleinbaus anhand der Querschliffuntersuchungen vermittelt den Eindruck einer clusterartigen Verteilung der Partikel, mit lokaler Anhäufung von gruppiert auftretenden Einzelpartikeln. Diese Gruppen sind zweidimensional betrachtet nicht zu größeren, kompakten Agglomeraten zusammengeballt, sondern befinden sich relativ isoliert in der Matrix. Um über die räumliche Verteilung der Partikel weitere Informationen zu erhalten, wurde eine FIB-Untersuchung durchgeführt, mit deren Hilfe eine Schnittfolge innerhalb des Schichtsystems mit einem bildgebenden Verfahren verknüpft werden kann.
Focused Ion Beam (FIB) ist eine Technik zur Bearbeitung von Oberflächen im unteren Mikrometer- oder sogar Nanometerbereich mit Hilfe eines Galliumionenstrahls [7]. Dabei wird am Strahlpunkt durch die hohe kinetische Energie der Galliumionen Material aus der Oberfläche herausgeschlagen. Durch gezielte Strahlführung können somit zum Beispiel Pattern geschrieben oder mit hoher Ortsauflösung Querschnitte senkrecht zur Oberfläche präpariert werden. Die Erweiterung der Rasterelektronenmikroskopie (REM) durch die FIB-Technologie ermöglicht damit neben der Oberflächenuntersuchung (mittels REM) eine hochaufgelöste Betrachtung der Oberflächenzone bis in eine Tiefe von mehreren 10 µm. Bei modernen Cross- beziehungsweise Dual Beam-Workstations stehen Elektronen- und Ionensäule in einem Winkel von 52° bis 54° zueinander. Zur Präparation von Querschnitten wird die Probenbühne senkrecht zur Ionensäule gekippt (hier 54°, Abb. 3). Die FIB-Tomographie gleicht prinzipiell der FIB-Präparation eines Querschnitts, nur dass hier nicht einmalig, sondern sukzessive Material abgetragen und die neu entstandene Schnittfläche elektronenmikroskopisch untersucht wird (Slice and View). Somit wird einen Bildstapel senkrecht zur Oberfläche mit definiertem Abstand erzeugt.

Abb. 3: Skizze zur Vorgehensweise bei der Präparation der FIB-Schnittfolge
Die aus den FIB-Schnitten erhaltenen Bildstapel wurden mit einer Visualisierungssoftware, wie sie beispielsweise auch bei der Röntgencomputertomographie eingesetzt wird, weiter verarbeitet. Durch die Kombination der Charakterisierungsmethode FIB-Gefügetomographie mit der modernen quantitativen 3D-Bildanalyse eröffnen sich somit neue Möglichkeiten zur gezielten Charakterisierung von komplexen Gefügemorphologien. Die Analyse- und Visualisierungsoftware für CT/Voxel-Daten (VGStudio MAX 2.2/Volume Graphics GmbH) kann die Mikrostruktur als dreidimensionalen Datensatz zugänglich und für alle Möglichkeiten der 3D-Bildverarbeitung sowie als Grundlage einer Gefügeanalyse nutzbar gemacht werden.
Die Berechnung des Volumens der Probe in Form eines 3D-Datensatzes erfolgt anhand der gefilterten Rückprojektion aus dem Bildstapel der 2D-FIB-Serienschnitte. Das rekonstruierte Volumen aus würfelförmigen Voxeln berücksichtigt die Vergrößerung der REM-Bilder. Je nach Dichte und Ordnungszahl der durchstrahlten Gefügebestandteile des Materials besitzen die Voxel des rekonstruierten Volumens verschiedene Graustufen. Die Zinn-Nickel-Matrix besitzt eine höhere Dichte als die SiC-Partikel, dadurch sind die Matrix-Voxel im Mittel heller beziehungsweise besitzen einen höheren Graustufenwert als die Partikel-Voxel. Durch datentechnische Auswertungen lassen sich einzelne Gefügebestandteile des MMC (Metal Matrix Composite) separat darstellen. Die Software erlaubt eine 3D-Abbildung in unterschiedlichen Farbmodi, wie zum Beispiel Falschfarbendarstellung der Graustufenintervalle verschiedener Gefügebestandteile.
In Abbildung 4 ist die räumliche Verteilung der eingelagerten keramischen Verstärkungsphase (SiC-Partikel: grün) in der Metallmatrix (SnNi-Legierung: grau-semitransparent) dargestellt. Eine homogene Verteilung der verstärkenden Teilchen in der Metallmatrix und die Behinderung von Clusterbildung und Segregation durch den Herstellungsprozess von MMC gewährleisten den effizienten Einbau der Partikel in die Metallmatrix. Die Größe der SiC-Partikel im untersuchten Probenvolumen ist kleiner als 1 µm. Offen ist, ob durch Verringerung der Größe der Verstärkungsteilchen bei gegebenem Volumenverhältnis der Matrix und der Verstärkungsteilchen die mechanischen Eigenschaften des Komposits positiv beeinflusst werden können. Bislang liegen für die Dispersionsüberzüge sowie Vergleichsproben ohne Partikel beziehungsweise Hartchromschichten Werte entsprechend Tabelle 1 vor. Die Einbaurate von etwa 1,7 Gewichtsprozent Siliziumcarbid ist dabei ein für nanoskalige Dispersionsüberzüge bemerkenswert hoher Wert; typisch sind Werte deutlich unter 1 Gewichtsprozent.

Abb. 4: 3D-Aufbereitung einer FIB-Schnittfolge durch eine SnNi-SiC-Dispersionsschicht
Tab. 1: Härte und Verschleißuntersuchungen
|
Probentyp |
Zusammensetzung laut GDOES |
Härte im Querschliff |
Reibzahl |
Verschleißspurtiefe |
|
NIT 10 + SiC |
1,35 wt-% Si 0,35 wt-% C 62,7 wt-% Sn 35,7 wt-% Ni |
ca. 700 HV0,005 |
ca. 0,6 |
ca. 3 µm |
|
NIT 10 (ohne SiC) |
63 wt-% Sn 37 wt-% Ni |
bis zu 980 HV0,005 |
ca. 0,6 |
ca. 2 µm (teilweise mit Ausbrüchen) |
|
Hartchrom |
Cr |
ca. 890 HV0,005 |
ca. 0,55 |
ca. 0,85 µm
|
5 Zusammenfassung und Ausblick
In einer Versuchsreihe konnte gezeigt werden, dass auch Partikel mit einer Größe im Submikro- bis Nanometerbereich in eine Zinn-Nickel-Matrix eingebaut werden können. Dies gelingt mit einem kommerziellen Zinn-Nickel-Elektrolyten (Slotoloy NIT 10) sogar ohne weitere Zusätze, welche die Partikel an der Agglomeration hindern. Der Verzicht auf weitere Zusätze führt allerdings zu rauen Oberflächen und in die Schicht eingebauten Clustern des verwendeten Siliziumcarbids. Die dreidimensionale Verarbeitung von REM-Daten aus der Untersuchung mehrerer FIB-Schnitte zeigt die kettenartige Verknüpfung der Partikelcluster zu einer relativ gleichmäßigen 3D-Struktur der Dispersion. Neben dieser Visualisierung ist eine 3D-Rekonstruktion der Dispersionsschicht abrufbar:
http://www.fem-online.de/sites/default/files/video/3F14009.mov
Das Ziel weiterer Untersuchungen ist, Zusätze zur feineren Partikelverteilung und zur Schichtglättung zu finden.
Korrespondenzautor:
m.funk@fem-online.de
Danksagung
Gefördert unter ZIM KF2342808BN2 durch das Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages.
Literatur
[1] Frank Erler: Herstellung und Eigenschaften von Nickeldispersionswerkstoffen mit nanoskaligen Oxidkeramikpartikeln; Dissertation an der Fakultät für Elektrotechnik und Informationstechnik der Technischen Universität Ilmenau, Oktober 2005
[2] M. Petrova, M. Küpper, H. Löwe: Galvanische Nickeldispersionsschichten mit Hartstoff-Nanopartikeln für mikrotechnische Anwendungen; Galvanotechnik 92 (2001)5, S. 1366ff
[3] C. Dedeloudis, et al.: Electrolytic codeposition of submicron silicon carbide with nickel; Plating & Surf. Finishing 86 (1999) 8, S. 57ff
[4] N. Parkinson: The electrodeposition of bright tin-nickel alloy plate; J. Electrodepositors´ Tech. Soc. 27 (1951) 129
[5] J. Sadowska-Mazur, M. E. Warwick, R. Walker: Electrodeposition and properties of tin-nickel/silicon carbide composite coatings; TIMF 64 (1986), 142
[6] T. Sörgel, J. Meyer: Chemische und elektrochemische Dispersionsabscheidung – Technologie, Anwendung und Potential; WOMag 2(2013)9, S. 24
[7] Ralf Schulz: Focuse Ion Beam (FIB) – Anwendungen als Untersuchungsmethode in der Galvanotechnik; in Jahrbuch Oberflächentechnik 2010, Band 66, S. 188-195
Ansprechpartner zu den Untersuchungsmethoden
Dr. Wolf-Alexander Heiß (FIB), fem, Schwäbisch Gmünd: heiss@fem-online.de
Sabine Klingelstein (CT), fem, Schwäbisch Gmünd
klingelstein@fem-online.de
DOI: 10.7395/2014/mFunk1
