
The mechanical behaviour of the commercial aluminium alloys EN AW-5182 and EN AW-6016 is investigated at temperatures ranging from 298 K to 77 K and strain rates from 1.7 · 10-3 s-1 to 6.6 · 10-3 s-1. A device, which allows testing at cryogenic temperatures is developed and demonstrated, where the specimens are subject to uniaxial tensile loads. The influence of a solution heat treatment for precipitation hardenable alloys is shown. The strain hardening coefficient is determined and mapped in terms of the experimentally investigated uniform elongation. The experimental data of tested aluminium alloys are compared with EN AW-1050A-H14, which is used as a reference. The effect of the Portevin-LeChatelier (PLC) effect on ductility and strength is discussed.
Mechanische Tieftemperatureigenschaften von Aluminiumknetlegierungen für den Automobilbau
Untersucht wurde das mechanische Verhalten der kommerziellen Aluminiumlegierungen EN AW-5182 und EN AW-6016 in einem Temperaturbereich von 298 K bis 77 K und Dehnungsraten von 1,7·10-3 bis 6,6·10-3 s-1. Für die Untersuchungen wurden eine Tieftemperatur-Testeinrichtung entwickelt, mit der das Verhalten der Proben unter einachsiger Belastung darstellbar ist. Des Weiteren wurde der Einfluss einer Wärmebehandlung für die ausscheidungshärtbaren Legierungen ermittelt. Ebenso wurde der Kaltverfestigungskoeffizient bestimmt und hinsichtlich der experimentell gefundenen Dehnwerte zugeordnet. Die in den Untersuchungen ermittelten Werte wurde mit denen der Legierung EN AW-1050A-H14 verglichen. Schließlich wird der Einfluss des Portevin-LeChatelier (PLC)-Effekts auf die Duktilität und Festigkeit diskutiert.
1 Background
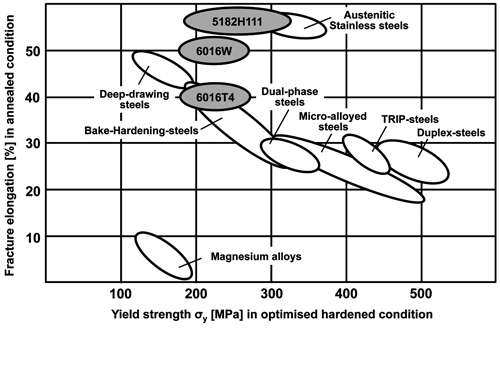
For a long time, aluminium wrought alloys have been used as the predominant material for the sheet metal processing industry. Aluminium alloys not only show a high affinity for passivation, which results in corrosion resistance in many environments [1], but also indicate high specific strengths (strength versus density) and rigidity (Young´s modulus versus density). A negative aspect is, however, that aluminium alloys have a very low formability when compared with modern steels. Figure 1 illustrates the fracture elongation versus yield strength of aluminium wrought alloys and deep-drawing steels in optimised hardened condition. Aluminium wrought alloys with the designation EN AW-5xxx and EN AW-6xxx show similar yield strength values compared with bake-hardening steels; although the fracture elongation differs by around 50 % in favour of the steels.
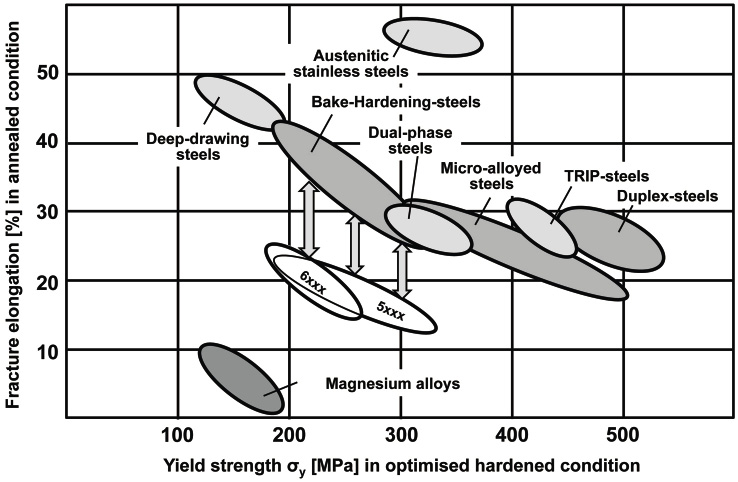
Fig. 1: Fracture elongation for aluminium wrought alloys of the EN AW-5xxx and EN AW-6xxx series and deep-drawing steels at T = 298 K. Yield strength in an optimised hardened condition for all mentioned groups at T = 298 K
Yield strength values from non-heat-treatable, and therefore only strain-hardenable, aluminium alloys of the EN AW-5xxx group are slightly higher when present in a highly strain-hardened condition (e.g. H18). But their fracture elongation values in an annealed condition are equivalent to those exhibited by the EN AW-6xxx group, which are precipitation hardenable. So, ways of enhancing the fracture elongation of wrought aluminium alloys to levels that are at least comparable with those of deep-drawing steels and additionally possess corresponding strength values are sought.
Forming aluminium alloys below room temperature would be an approach, where strain hardening losses and precipitation processes are not an issue. In this regard there is no danger of a reduction in strength through the mechanism of recovery, recrystallization and aging, which is in most cases induced by forming at higher temperatures. Furthermore, in previous investigations during tensile testing it was observed that in certain aluminium alloys, which were present in various heat treatment conditions, the Lüders and the Portevin-LeChatelier (PLC) effect occurs at room temperature [2, 3]. This PLC effect not only causes a bad surface quality on sheet metals, but also creates a reduction of the uniform elongation and fracture elongation [2]. It is expected that in tensile testing at low temperatures the negative impact caused by the PLC effect can be reduced and therefore the values of uniform elongation and fracture elongation can be increased.
2 Portevin-LeChatlier (PCL) Effect
2.1 Phenomena of the PLC effect
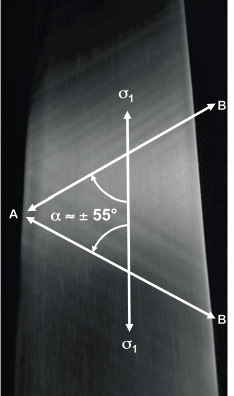
Considering a tensile testing specimen, consisting of an isotropic ductile material, it can be observed that straining in the direction of the principal normal stress is accompanied by a cross-sectional reduction in width and thickness. In the region of uniform elongation the prismatic geometry of the specimen remains, since a random localisation stabilises itself according to the Considère-criteria. Leaving this region of the stress-strain curve and moving into the region which signifies the region of necking behaviour a localised and random reduction in width and thickness results in an overall reduction in cross-section. It is of note that for a tensile specimen, where the width is much greater than the thickness, a reduction in the cross-section only appears at a volume of material inclined at an angle of approximately 55° measured in direction of the principal normal stress. Localised necking predominantly in thickness will finally fracture the specimen when constricted [4, 5]. Testing an annealed aluminium alloy with the designation of EN AW-5xxx shows that a cross-sectional reduction occurs in fact before reaching the necking area. Figure 2a shows localised necking over the whole specimen length.
 |
 |
Fig. 2: a) Cross-sectional reduction of EN AW-5xxx specimen in annealed condition which shows localised necking at an angle of around 55° measured in direction of principal normal stress before reaching the necking area. b) Schematic cross-sectional reduction in thickness co-occurring with shear deformations in several planes
In this deformation state it can be observed that only localised necking occurs (A—B) and there is no reduction in width over the whole specimen length (B—B) which would be denoted as diffuse necking [6]. This is in contrast to most metallic materials, where localised through-thickness necking arises e.g. on aluminium alloy EN AW-5xxx in an annealed condition, but not over the whole length. As a consequence, a pattern of localised through-thickness striations can be observed oriented at around ± 55° to the direction of the principal normal stress (Fig. 2a) [2, 3]: these are also known as PLC bands. Figure 2b illustrates a formation of this localised affect, which is co-occurring with shear deformations in several planes. The condition of the volume of material where localised necking arises is that no strain be imposed on the non-deforming material adjacent to the flowing section which leads to dεw´= 0 as illustrated in Figure 3 [6]. The localising volume only deforms in thickness (dεt) and lengthways (dεl´), which characterises a biaxial strain state. Provided that there is an ideal plastic material behaviour and a negligible elastic fraction compared with the plastic fraction, Lévy-von Mises equations can be applied:
dεl= dεw= dεt(1)
σ1– 1/2∙(σ2+σ3) σ2– 1/2∙(σ3+σ1) σ3– 1/2∙(σ1+σ2)
let σ1 ≠ 0 and σ2 = σ3 = 0 then
dεl= dεw= dεt(2)
σ1 – 1/2∙σ1– 1/2∙σ1
If only dεl and dεw are considered (because of a small sheet thickness), the expression can be rewritten as
dεl = –2 ∙ dεw (3)
Since dεw< 0 a Mohr´s circle of strain can be developed as illustrated in Figure 3. Applying a coordinate transformation it can be shown that α = 70°32´ if dεw´= 0.
Thus, the angle between the direction of the localised neck and the direction of the principal normal stress is ideally 54°44´ which is in accordance with the hypothesis of Hill [7]. Eventual variations can be attributed to textures of the material.
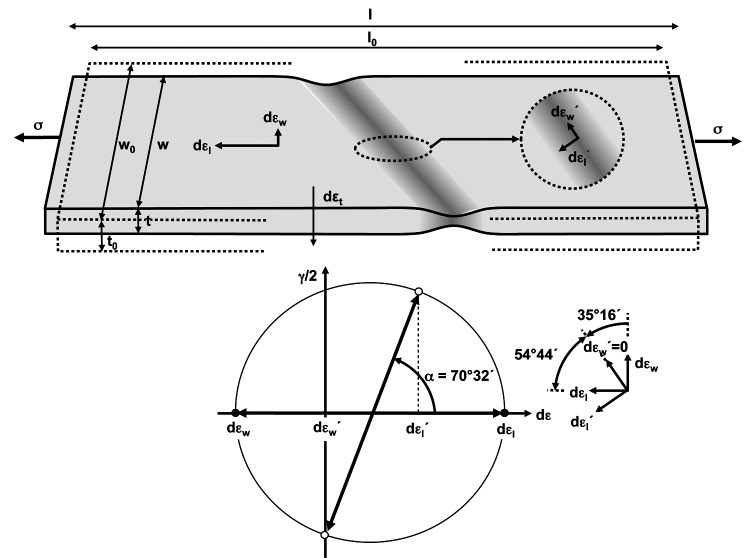
Fig. 3
2.2 Microscopic background of the PLC-effect
The microscopic background of the PLC effect is still a subject of discussion. This is because the PLC effect appears at temperatures where interstitial or substitutional diffusion of solute alloying elements which do not offer sufficient mobility by bulk diffusion. A brief introduction of the development of ideas concerning the PLC effect is illustrated in [8, 9]. The first model developed by Cottrell and Bilby [10] assumed that the mobility of solute atoms is actually high enough to follow mobile dislocations. Subsequently, McCormick recognised that the mobility of solute atoms is barely sufficient to follow mobile dislocations, and he postulated that clustering mobile dislocations only occurs if obstacles such as arrest them by forest dislocations, for example [11]. Van den Beukel presupposed in his model, which was based on McCormick’s work, that arresting mobile dislocations at forest dislocations is only caused by volume diffusion of solute atoms [12]. Following a proposal of Sleeswyk [13], the model created by Mulford [14] not only postulates the arresting of the stopped dislocation by volume diffusion, but additionally by a simultaneously running pipe diffusion (Fig. 4).

Fig. 4: Substitutional solute atoms at stationary forest dislocations generate Cottrell-atmospheres, whose atoms cluster at a mobile dislocation which meets a forest dislocation via pipe diffusion
A requirement for such a condition is a prior formation of a Cottrell-atmosphere at stationary forest dislocations. The pipe diffusion occurs without the acceleration caused by the vacancy mechanism. Modelling the pipe diffusion of the substitutionally dissolved magnesium in the aluminium bulk showed that the effectiveness of this diffusion process is not high enough to explain the experimental results [9]. As a consequence of this model the diffusion velocity of magnesium atoms is too slow to form Cottrell-atmospheres around the core of the arrested dislocation during representative times. Considering these results Picu [8] developed a new model which is based on the estimation that a forest dislocation embedded in a Cottrell-atmosphere reacts with a mobile dislocation by forming dislocation jogs. The higher the intensity of Cottrell-atmosphere around a forest dislocation the greater the energy necessary for forming jogs.
3 Experimental methods
A set of experimental tests was conducted based around a tensile test machine. Three types of wrought aluminium alloys were examined which are detailed in Table 1. In this table the sheet thickness and detailed composition are shown.

As a reference, the aluminium alloy EN AW-1050A was tested in half-hard condition (H14). The aluminium alloy EN AW-6016 was first tested in the solid solution heat-treated and naturally aged condition T4 and the EN AW-5182 aluminium alloy in the strain hardened condition H111 as currently implemented in industrial applications. Determining the effect of precipitations for the 6000 series a number of subsequent tests were carried out within 30 minutes after a solid solution heat treatment (W30 condition). Flat specimens were machined showing a width of 12.5mm and a section of measurement of 50mm (A50) according DIN EN ISO 6892-1 [15]. The clamp sections of the specimens were adjusted to fit in the cryogenic set-up, which is shown in Figure 5.
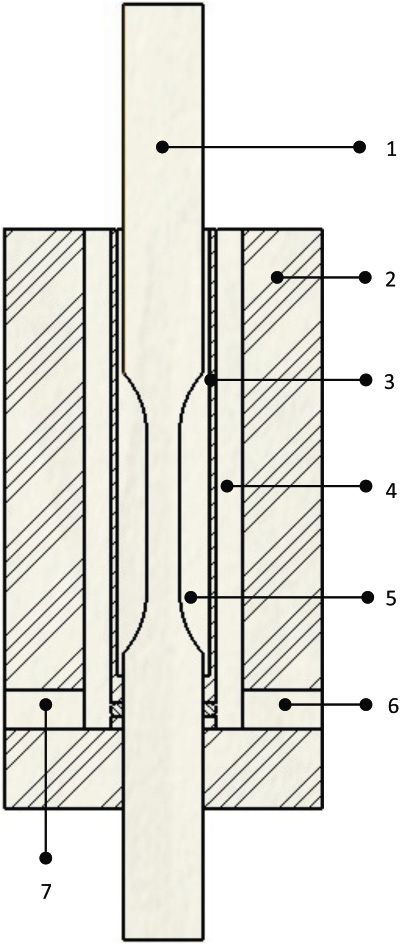
Fig. 5: Cryogenic set-up: 1) Specimen, 2) Cryogenic dewar, 3) Medium-pipe, 4) Nitrogen filling, 5) Medium filling, 6) Gas inlet, 7) Air inlet
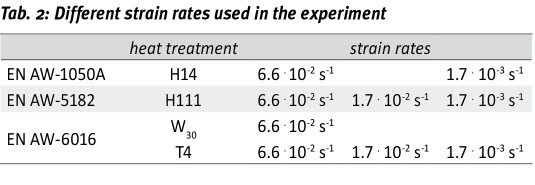
The uniaxial tensile tests were carried out with three different strain rates namely 6.6 · 10-2 s-1 (maximum velocity of the tensile testing machine), 1.7 · 10-2 s-1 and 1.7 · 10-3 s-1 (Tab. 2). The highest strain rate illustrated was an approach to the forming velocity used in industry.
The direction of rolling of the sheet metal was perpendicular to the applied load. A specially designed cryogenic dewar was used to obtain and maintain the sub-zero temperatures required in these tests. A variation of testing temperatures was reached by way of a medium-pipe, which was used as a vessel carrying isothermal media, which was cooled by liquid nitrogen. The isothermal media used for the experiment shown in Table 3 were first pre-cooled in an external chamber. The final temperature was reached in the cryogenic dewar, where the specimen remained for around 5 minutes, before the test started. Furthermore, homogeneity of the temperature within the medium-pipe was accomplished by injecting inert gas. In case of a sudden temperature drop the chamber included an inlet for compressed air, which ensured a replacement of the cold environment between medium-pipe and cryogenic dewar. The investigations were conducted by the use of a tensile testing machine of type Z100 from Zwick.
Tab. 3: Application temperature for different media

4 Results
In the first instance some initial observations can be made. Aluminium alloy EN AW-1050A-H14 showed no pronounced yielding for all strain rates and temperatures. The same effect was observed for EN AW-6016 in both heat treatment conditions. In contrast the aluminium alloy EN AW-5182 shows pronounced yielding at all strain rates and temperatures. If one considers Figure 6, the results of increasing the uniaxial load on an EN AW-5182 specimen can be seen over the elastic and plastic regions. It is clear that there is a pronounced yielding behaviour accompanied by a region of stress oscillations. For the results, shown at T = 298 K, the amplitude is as high as ± 2 MPa; whereas for T ≤ 248 K the magnitude reduces to ± 0.2 MPa.
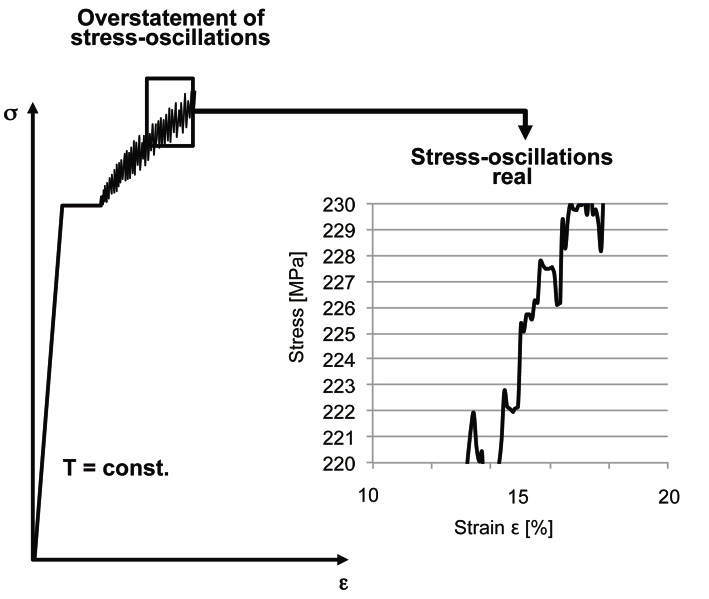
Fig. 6: Pronounced yielding and stress amplitudes in the plastic region of EN AW-5182

Fig. 7: Temperature dependence of the yield strength σy, ultimate tensile strength UTS, uniform elongation eu and fracture elongation ef which was determined at a strain rate of 6.6 · 10-2 s-1
It can be seen that with one exception and for all materials the yield strength, ultimate tensile strength and elongation rises consistently when temperature is decreased. The strength values of the aluminium alloys in W30 condition are lower than in T4 condition, which is as expected. For the aluminium alloy EN AW-5182 a uniform elongation of over 40 % and a fracture elongation of considerably more than 50 % can be reached at 77 K.
A similar trend can be observed for the aluminium alloy EN AW-6016 in both heat treatment conditions, where the elongation in T4 condition is less than in W30 condition. For a decrease in temperature the Aluminium alloy EN AW-1050A shows a rather shallow rise of the ultimate and yield strength over the whole temperature range; whereas curves of uniform and fracture percentage elongation of this alloy indicate significant increases in the magnitudes of their gradients. The influence of strain rates regarding strength values can be considered as small, as shown in Figure 8a, Figure 8c and Figure 8e. A slightly more distinct effect can be observed for the elongation values, especially for EN AW-5182 and EN AW-6016 T4. Nevertheless, those variations converge as the temperature approaches 77 K (Fig. 8b, Fig. 8d and Fig. 8f).
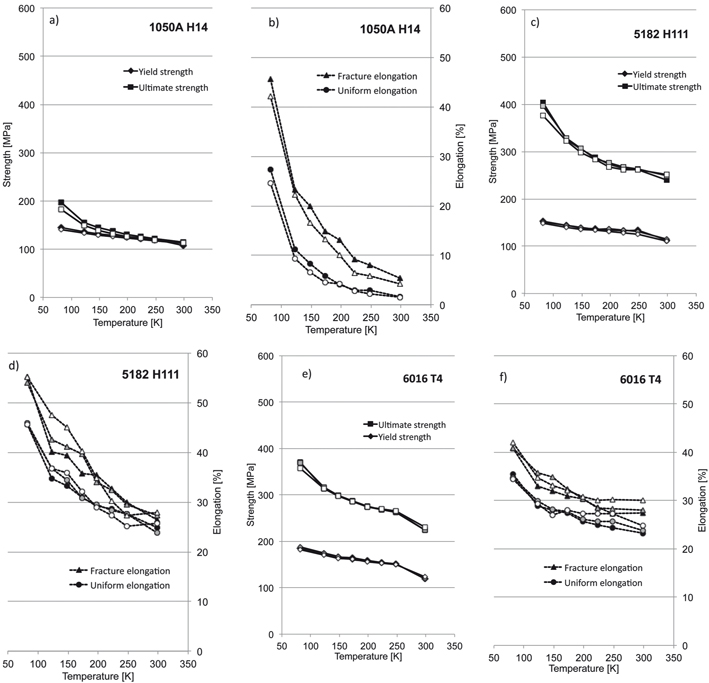
Fig. 8: Temperature dependencies of yield strength, ultimate strength and fracture elongation at different strain rates (black icon 6.6 · 10-2 s-1, grey icon 1.7 · 10-2 s-1, white icon 1.76.6 · 10-3 s-1)
5 Discussion
It seems that the PLC-effect, caused by Cottrell-atmospheres, results in a reduction of fracture elongation ef and uniform elongation eu, leading to a decrease in the strain hardening coefficient n. The intensity of Cottrell-atmospheres is proportional to the quantity of dissolved atoms with a sufficiently high diffusivity, and the time to form Cottrell-atmospheres. Thus, in the case of the precipitation hardenable alloy EN AW-6016, it was intended to increase the amount of dissolved atoms via solution heat-treatment, quenching and immediate testing of the mechanical properties at this condition. Comparing the two heat-treatment conditions T4 and W30, it can be seen in Figure 7c and Figure 7d that this procedure had the expected positive effect on fracture elongation ef and uniform elongation eu. It seems that the dissolved atoms had not the opportunity to form Cottrell-atmospheres, which confirms the assertion of [8]. If the temperature is reduced, the diffusivity of the dissolved atoms is generally decelerated.
Therefore, the formation of Cottrell-atmospheres, of the same intensity during the same period of time, is unlikely: this would correspond to a reduced PLC-effect. Figure 8b, Figure 8d and Figure 8f illustrates this effect in terms of a growth in the fracture elongation ef and uniform elongation eu; thereby, the strain hardening coefficient n rises simultaneously as illustrated in Figure 9a, Figure 9b, Figure 9c and Figure 9d. The overall increase in strength throughout the tested aluminium alloys could be explained inter alia by the activation energy, which reduces as temperature is lowered. Consequently, the force needed to move a dislocation through the crystal lattice (Peierls Nabarro force), reaches a maximum as temperature converges to 0 K [4, 16].
Ludwik, Hollomon and Backofen identified that the flow stress Kf can be elevated by raising the strain ε as well as lifting the strain rate ·ε [17]. The general relationship between the physical values is:
Kf = Kf (ε, ·ε) (4)
A relationship, which was empirically developed by Ludwik modified by Hollomon and extended by Backofen is
Kf = c ∙ εn ∙ ·εm(5)
where c is a material dependent constant (strength coefficient), n being the strain-hardening coefficient and m represents the strain rate sensitivity parameter. At temperatures where a metallurgical softening takes place to a limited extent (T ≤ 0.4 Tm; Tm = melting point (in K)), an increase of the strain rate will not affect the true stress. Therefore, the m value can be assumed to be much smaller than 1. The results in Figure 8 confirm this statement.
If m is set to be 0 it follows:
Kf = c ∙ εn (6)
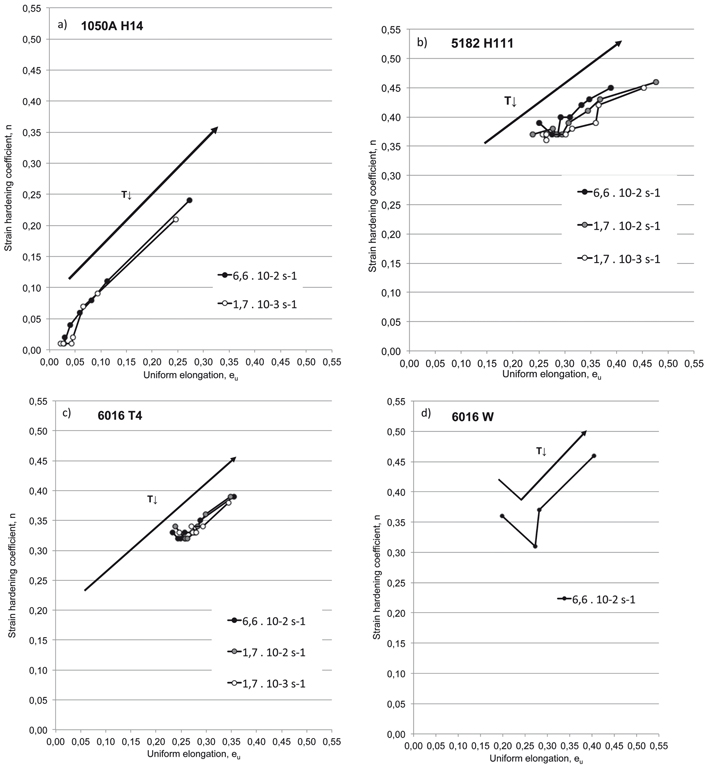
Using this relationship most stress-strain curves can be described accurately in the region of uniform elongation at T ≤ 0.4 Tm. As exemplified in Heiser [5] the strain hardening coefficient n can be written as true uniform strain εu or related to the uniform elongation eu.
n = εu = ln(1+eu) (7)
The strain hardening coefficient n describes to what extent a material can be deformed before localised necking will start, i.e. the flow curve. Figure 9 shows correlations between experimental evaluated strain hardening coefficients using equation (7) and uniform elongation eu in relation to temperature and strain rate of EN AW-1050A, EN AW-5182, EN and AW-6016 specimens. Figure 9a through Figure 9c shows only a slight strain rate dependency. An increase of the strain hardening coefficient and uniform elongation as temperature is reduced can be seen. This statement can be expected based on equation (7).
6 Conclusion
The plastic behaviour of commercial aluminium wrought alloys in annealed or solution-annealed condition can be positively enhanced if the forming temperature is below 123 K. This advantage can be reached without any interference of higher strain rates. Figure 10 demonstrates the fracture elongation values, which are currently attainable from aluminium alloys compared with values achievable from deep-drawing steels. A competitive advantage of cryogenic forming of annealed or solution annealed aluminium alloys is clearly shown.
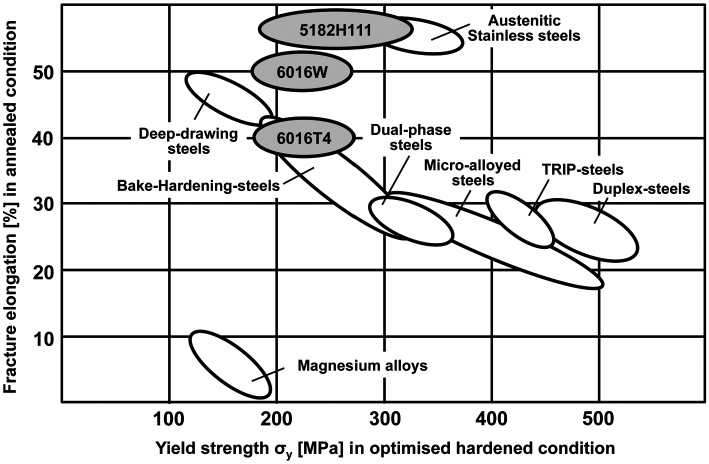
Fig. 10: Fracture elongation for aluminium wrought alloys of the EN AW-5xxx and EN AW-6xxx series at T = 77 K and deep-drawing steels at T = 298 K. Yield strength in optimised hardened condition for all mentioned groups at T = 298 K
References
[1] W. S. Miller, L. Zhuang, J. Bottema, A. J. Wittebrood, P. De Smet, A. Haszler, A. Vieregge: Recent development in aluminium alloys for the automotive industry, Mat. Sci. Eng. A280 (2000) 37-49
[2] E. Pink, A. Grinberg: Praktische Aspekte des Portevin-LeChatelier-Effektes (1), Aluminium 60 (1984) 687-691
[3] E. Pink, A. Grinberg: Praktische Aspekte des Portevin-LeChatelier-Effektes (2), Aluminium 60 (1984) 764-768
[4] G. E. Dieter: Mechanical Metallurgy, London: McGraw-Hill BookCompany (UK) Limited, 1988 pp. 289-291
[5] M. Heiser, G. Lange: Scherbruch in Aluminium-Legierungen infolge lokaler plastischer Instabilität, Z. Metallkd. 83 (1992) 115
[6] S. P. Keeler, W. A. Backofen: Plastic instability and fracture in sheets stretched over rigid punches, Trans. ASM 56 (1963) 25-48
[7] R. Hill: On discontinuous plastic states, with special reference to localized necking in thin sheets, J. Mech. Phys. Sol. 1 (1952) 19-30
[8] R. C. Picu: A mechanism for the negative strain-rate sensitivity of dilute solid solutions, Acta Mat. 52 (2004) 3447-3458
[9] R. C. Picu, G. Vincze, F. Ozturk, J. J. Gracio, F. Barlat, A. M. Maniatty: Strain rate sensitivity of the commercial aluminium alloy AA5182-O,” Mat. Sci. Eng. A390 (2005) 334-343
[10] A. H. Cottrell, B. A. Bilby: Dislocation theory of yielding and strain ageing of iron, Proc. Phys. Soc. A62 (1949) 49-62
[11] P. G. Mc Cormick: A model for the Portevin - Le Chatelier effect in substitutional alloys, Acta Metall 20 (1972) 351-354
[12] A. van den Beukel: Theory of the effect of dynamic strain ageing on mechanical properties, Status Solidi A30 (1975) 197-206
[13] A. W. Sleeswyk: Slow strain hardening of ingot iron, Acta Metall 6 (1958) 598-603
[14] R. A. Mulford, U. F. Kocks: New observations on the mechanisms of dynamic strain aging and of jerky flow, Acta Metall 27 (1979) 1125-1134
[15] DIN EN ISO 6892-1: Zugversuch - Metallische Werkstoffe - Prüfverfahren bei Raumtemperatur, 2009
[16] B. Heine: Werkstoffprüfung – Ermittlung von Werkstoffeigenschaften, München: Carl Hanser Verlag, 2011 pp.170-172
[17] J. K. Gregory: Superplastic deformation in oxide dispersion strengthened nickel base superalloys, Stanford University: Ph.D. Thesis, 1983
DOI: 10.7395/2013/schneider1
