Fachwörter-Lexikon
Das vollständige Fachwörter Lexikon ist nur für Abonnenten abrufbar. Sie sind nicht angemeldet, bitte loggen Sie sich ein oder schliessen Sie ein Abonnement ab.
Kupferschichten – Kunststoffmetallisierung
Auf galvanisierfähigen Kunststoffen (bevorzugt ABS) wird die Möglichkeit zur Herstellung von hochglänzenden Oberflächen sowie die gute Korrosionsbeständigkeit von Kupfer genutzt. In Kombination mit Nickel und Chrom waren Kupferschichten lange Zeit ein Teil der hochqualitativen Korrosionsschutzschichten beispielsweise auf Armaturenteilen der Sanitärindustrie. Aus Kostengründen wird heute auf Kupfer verzichtet.
Kunststoffe, Verarbeitung
Bei der Verarbeitung der Kunststoffe kommen Fertigungsverfahren zum Einsatz, die sich besonders für die Herstellung von Massenteilen oder Endlosprofilen eignen. Die Herstellung von Kunststofferzeugnissen und die Ver- und Bearbeitungsverfahren für Halbzeuge und Formteile aus Kunststoff sind dabei eng an die temperaturbedingten Zustandsbereiche der jeweiligen Kunststoffsorte gebunden.
Wichtige Verfahren sind: Spritzgießen, Extrudieren, Kalandrieren
Redoxreaktion
Jede Redoxreaktion kann als Differenz zweier Halbreaktionen geschrieben werden. Dabei handelt es sich um formale Reaktionen, die den Elektronenaustausch veranschaulichen. Auch Reaktionen die keine Redoxprozesse sind, lassen sich oft als Differenz zweier solcher Halbreaktionen formulieren. Reduzierte und oxidierte Stoffe jeder Halbreaktion bilden jeweils ein Redoxpaar Ox/Red. Die Halbreaktion eines Redoxpaares Ox/Red lautet
SourceURL:file://localhost/Users/charlotteschade/Desktop/_Lexikon_WOMag/Lexikon_Chemie.doc
Ox + ne- → Red
Chemische Reaktionen, bei denen Redoxprozesse beteiligt sind, sind oft schwieriger zu formulieren als andere Reaktionsgleichungen. Beim Aufstellen einer Redoxreaktion ist es wichtig, die Zahl der vom Reduktionsmittel abgegebenen und die Zahl der vom Oxidationsmittel aufgenommenen Elektronen auszugleichen, d.h. die gesamte Oxidationszahlzunahme muss der gesamten Oxidationszahlabnahme entsprechen. Zusätzlich muss die Anzahl und Art der Atome sowie die Summe der Ionenladungen auf beiden Seiten der Reaktionsgleichung gleich groß sein.
Aufstellen einer Reaktionsgleichung am Beispiel von Eisensulfid: Eisensulfid beinhaltet die Elemente Eisen (Fe) und Schwefel (S).
![]()
Die Reaktionsgleichung ist so nicht korrekt. Die Anzahl Teilchen stimmen zwar auf beiden Seiten der überein. Die Summen der Ionenladungen auf beiden Seiten sind aber unterschiedlich. Beim addieren der Oxidationszahlen (oder Ionenladungen) auf der linken Seite ergibt sich 1+, auf der rechten Seite jedoch 2+. Die Gleichung ist falsch, weil die Zunahme und die Abnahme der Oxidationszahlen nicht ausgeglichen ist, d.h. die Anzahl der abgegebenen und der aufgenommenen Elektronen stimmt nicht überein.
![]()
Den Ausgleich erhält man, wenn die Reduktionsgleichung mit dem Faktor 2 multipliziert wird.
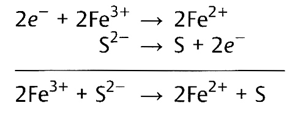
Eine Redoxreaktion kann immer mit Hilfe von Teilreaktionen ermittelt werden. Die Anzahl der aufgenommenen Elektronen entspricht der gesamten Oxidationszahlabnahme, die der abgegebenen Elektronen entspricht der gesamten Oxidationszahlzunahme.