Kategorien
Hartchromschichten20.07.2018
Beim Hartverchromen wird mittels elektrolytischem Verfahren Chrom auf Eisenwerkstoffen, Aluminium, Edelstahl, Kupfer oder Messing abgeschieden. Im Gegensatz zur dekorativen Glanzverchromung sind die Dicken der Schichten wesentlich höher und werden ohne Zwischenschichten direkt auf den Werkstoff aufgebracht.
Von den elektrolytisch abgeschiedenen Metallen ist Hartchrom dasjenige, das am häufigsten für den Verschleißschutz von Bauteilen in allen Industriebereichen eingesetzt wird. Da Verschleiß eine Systemeigenschaft kann die hohe Mikrohärte einer Hartchromschicht (850 HV bis 1100 HV) nicht ausschließlich für die gute Verschleißfestigkeit verantwortlich gemacht werden. Neben der hohen Härte besitzen Chromschichten zudem sehr niedrige Reibwerte (Koeffizient Chrom/Stahl 0,16; Chrom/Chrom 0,12) und antiadhäsive Eigenschaften. Unter antiadhäsiven Eigenschaften ist das Verhalten zu verstehen, andere Medien wie Schmutz, Wasser oder Farbe abzuweisen. Des Weiteren sind Hartchromschichten aufgrund ihre mikrorissigen Oberflächen für viele Verschleißschutzanwendungen qualifiziert. Die Risse nehmen Schmierstoffe gut auf und sorgen außerdem dafür, dass die Hartchromschichten trotz ihrer hohen Härte nicht spröde sind. Ergänzend macht sich die sehr gute chemische Beständigkeit von Chrom gegenüber vielen Medien positiv unter Aspekten des Verschleißschutzes bemerkbar. Beim genormten Taber-Abraser-Test zeigt sich, dass die Hartchromschichten (8 bis 14 mg Abtrag) gegenüber unbeschichtetem Stahl (150 bis 160 mg Abtrag) einen um den Faktor 10 geringeren Verschleiß aufweisen.
Ein großes Anwendungsgebiet von Hartchromschichten bei der Herstellung von Wälzlagern ist die Beschichtung der Innen- und Außenringe, als auch der Wälzkörper selbst (Abb. 1). Durch die Schicht wird sowohl die Lebensdauer der Lager deutlich erhöht, als auch eine Steigerung der Leistungsfähigkeit durch minimierte Reibwerte erzielt. Dies sorgt beispielsweise beim Einsatz in der Automobilindustrie je nach Anwendung zu einem geringeren Kraftstoffverbrauch und dadurch zu geringeren Schadstoffemissionen.

Abb. 1: Hartverchromte Walzenkörper (rechts) und Rollen für Textilmaschinen (links)
Beim Einsatz von Hydraulikkolbenstangen wird ebenfalls die guten Gleiteigenschaften von Hartchrom genutzt. Das Rissnetzwerk der Hartchromschicht wird hier zusätzlich dazu verwendet, die Korrosionsbeständigkeit durch Einlagerung spezieller Teflonschmierstoffe in die Risse zu erhöhen. Dies steigert beispielsweise bei Außenanwendung an Baustellenfahrzeugen die Lebensdauer enorm, wenn zu Reibverschleiß durch den Einsatz noch äußere Witterungseinflüsse hinzukommen.
Eine weitere gute Eigenschaft von Chromschichten ist ihre gute Beständigkeit gegen Gerbsäuren. Daher werden gerade in der holzverarbeitenden Industrie viele Komponenten mit einer Hartchromschicht als Schutz versehen. Bei Walzen in der Papierindustrie wird durch die chemische Beständigkeit der Verschleißschutz an den Walzen erheblich erhöht und somit die Wartungs- und Reparaturzyklen deutlich verringert. In großen Sägemaschinen, in denen komplette Baumstämme zu unterschiedlichen Formen und Größen bis hin zu Streichhölzern vollautomatisch verarbeitet werden, dient Hartchrom unter anderem als Verschleißschutz an Transportwalzen. Die stark geriffelten Walzen für den Transport der Hölzer oder deren Fixierung für einen Sägeschnitt sind enormen Belastungen ausgesetzt. Hartchrom gewährleistet den langen Erhalt der Griffigkeit der einzelnen Zacken und Zähne.
Flüssiger Beton ist eine stark abrasive Masse, die in verschiedenen Mischungen aus Zement, Sand und anderen Bestandteilen hergestellt wird. Auf Großbaustellen werden für eine wirtschaftlichere Arbeitsweise häufig Betonpumpenfahrzeuge eingesetzt, die es ermöglichen, den Beton in großen Mengen und Höhen auszubringen. Die Zylinder der Betonpumpen werden in der Regel hartverchromt. Bereits nach wenigen Zyklen ist selbst eine Hartchromschicht auf Hochglanz poliert, was zeigt, wie stark die Abrasion der Betonmasse ist. Hartchromschichten in Pumpenzylinderrohren dürfen keinerlei Fehlstellen wie Poren aufweisen, da diese eine gute Angriffsfläche für die Betonmasse darstellen und der Zylinder sehr schnell verschleißen würde.
Ähnlich der Anforderungen von Betonpumpenzylindern verhält sich der Einsatz von Hartchrom an Formen für die Herstellung von Backsteinen. Die dafür verwendeten Formkerne bilden die Kontur eines Backsteines mit Löchern und Außenformen ab. Das zähflüssige Lehmgemisch wird durch die Form gepresst und anschließend auf die genwünschte Länge geschnitten, bevor es dann in einem Ofen zu Stein gebrannt wird. Um hier die Standzeit solcher Formen zu erhöhen und damit die Produktion wirtschaftlich zu gestalten, müssen diese allseits mit bis zu 300 µm Hartchrom beschichtet sein.
In Textilmaschinen werden feinste Fasern zu Garnen gesponnen. Diese Garne werden innerhalb der Maschine auf Rollen (Abb. 117) umgelenkt, die mit einer Hartchromschicht überzogen sind. Bei diesem Einsatzgebiet muss die Schicht eine spezielle Noppenstruktur mit genau definierten Rauheiten aufweisen, die sowohl durch einen vorgeschalteten Strahlprozess als auch durch angepasste Stromparameter bei der Verchromung selbst erzeugt werden können. Auf Grund der hohen Transportgeschwindigkeit und dem Einsatz von teilweise stark korrosiven Medien sind diese Rollen sehr hohem Verschleiß ausgesetzt. Hartchrom verhindert hier ein schnelles Einlaufen der Rollen.
Die Hartverchromung findet in sehr vielfältiger Weise in den unterschiedlichsten Branchen der Industrie ihre Anwendung und ist daher als Schlüsseltechnologie unverzichtbar.
Autor: Philipp Schmitt, Chrom-Schmitt GmbH & Co. KG
Verschleiß bei Mehrfachbelastung – An Verschleißschutzschichten werden neben dem eigentlichen Verschleißschutz in der Regel auch eine Reihe anderer Anforderungen gestellt. Dies schränkt die sinnvolle wirtschaftliche Auswahl an Reibpartnern und damit die möglichen Kombinationen an Grundmaterial und Beschichtungen ein.
So kommen im praktischen Einsatz häufig Kombinationen weiterer Anforderungen beziehungsweise Belastungen zu Abrasion und/oder Tribologie hinzu. Dies sind beispielsweise korrosive Atmosphäre, mechanische und thermische Belastungen sowie der Anspruch der Formtrennung, Schmierfähigkeit, Gasdichtheit, Reinigbarkeit beziehungsweise Antiadhäsion, gutes Gleiten oder im Gegenteil sogar hohe Reibwerte, Wärmeleitung, thermischer Schutz und darüber hinaus soll die Verschleißschutzschicht den tribologischen Partner nach Möglichkeit nicht zu stark verschleißen.
Unter derartig komplexen Beanspruchungskollektiven überzeugt die funktionelle Hartverchromung, die zudem auf den jeweiligen Anwendungsfall weiter optimiert werden kann. Besonderer Vorteil hochwertiger Hartchromschichten ist die Tatsache, dass in vielen Fällen kostengünstige Grundwerkstoffe einsetzbar sind. Die Verwendung von leicht bearbeitbaren Werkstoffen mit anschließender Funktionalisierung durch Hartverchromung überzeugt in der Regel durch ihre hohe Wirtschaftlichkeit und technische Vorteile.
Die technische Hartverchromung wird verzugsfrei bei tiefen Temperaturen durchgeführt. Eine gut ausgeführte und auf den Grundwerkstoff angepasste Hartchromschicht besitzt eine außerordentlich hohe Schichthaftung. Als extremes Beispiel kann die Innenverchromung von Waffenrohren betrachtet werden. In Literaturangaben ist zwar zu finden, dass Hartchromschichten nur bis 400 °C einsetzt werden können, in der Praxis bewähren sich hierfür optimierte Hartchromschichten aber insbesondere bei Hochtemperaturbelastung. Die Hauptaufgabe der Schicht ist der thermische Schutz des Rohrstahles. Durch die Schussbelastung treten kurzzeitig Temperaturen von bis zu 1500 °C und gleichzeitig Drücken von bis zu 6000 bar (Großkaliber) sowie Dauertemperaturen von etwa 400 °C auf. Das hier eingesetzte Schichtsystem aus Chrom puffert den extremen Wärmeeintrag ab und schützt somit den Stahl vor Überhitzung. Zusätzlich wird das Schichtsystem durch brennende Pulverpartikel, die mehreren Tausend km/h schnell sind, abrasiv belastet. Besonders belastet ist der Rohrbereich zu Beginn des Kalibers. Die Führungsbänder der Projektile von Maschinenkanonen weisen ein Übermaß im Durchmesser gegenüber dem Kaliber auf. Sie formen sich im verchromten Ladungskegel plastisch in das Kaliber ein, übertragen im gezogenen verchromten Lauf den Drall und dichten für optimalen Vortrieb ab. Die hierfür optimierte Hartverchromung ist durch den robusten, reproduzierbaren Prozess sowie die Möglichkeit, dicke extrem haftfeste Schichten wirtschaftlich abscheiden zu können, die überlegene high-end-Beschichtung für diese Anwendung.
Ein häufiger Einsatzfall von Hartchromschichten ist das Verhindern von Tribooxidation wie zum Beispiel Passungsrost. Hartverchromte Bauteile können in Stahlkomponenten eingeschrumpft werden und sind auch nach Jahren problemlos demontierbar. Gleiches gilt für hartverchromte Formen oder Werkzeuge nach Anwendungstemperaturen bis zu mehreren hundert Grad. Ursache ist die auf der Chromoberfläche vorhandene Oxidschicht, die mit der darunterliegenden Chromschicht eine Diffusionssperre darstellt. Ein weiteres Beispiel als Beschichtung gegen diesen Verschleißmechanismus ist die Hartverchromung von Kugelventilen beispielsweise bei Öl- oder Gaspipelines. Diese werden oft jahrelang nicht bewegt, müssen im Notfall aber zuverlässig funktionieren und sich schließen lassen.
Viele Motorkomponenten sind als Schutz gegen adhäsiven Verschleiß hartverchromt, um ein Fressen, Korrosion und Verschleiß bei hoher Temperatur in Grenzen zu halten und zum Beispiel die Laufleistung von Pkw-Motoren auf mehrere Hundertausend Kilometer zu erbringen. Auch Großdieselmotoren, wie sie vor allem in Schiffen eingesetzt werden, sind auf hartverchromte Kolbenringe beziehungsweise hartverchromte Kolbenringnuten angewiesen. Selbst gegen die bei der Verbrennung entstehenden Reaktionsprodukte wie Schwefeldioxid (SO2) und Stickoxide (NOx), die bei Kondensation zu schwefliger Säure und extrem korrosiver Salpetersäure reagieren, ist eine Hartverchromung resistent.
Bei hoher Beanspruchung an den Verschleißschutz werden Chrom-Keramik beziehungsweise im high-end-Bereich Chrom-Diamant-Beschichtungen eingesetzt. Bei diesen Beschichtungen befinden sich Hartstoffpartikel in der Schicht eingebaut, die neben dem Verschleißschutz zudem für eine verbesserte Schmierfähigkeit, auch bei sporadischem Schmierfilmmangel, sorgen.
Im Bereich der Blechumformung sind in den Pressenstraßen der Automobilhersteller hartverchromte Werkzeuge im Einsatz. Die Hartverchromung nach hierfür optimierten Prozessen sorgt für hohe Standzeiten der Werkzeuge bei gleichzeitig sehr geringer Nacharbeit der umgeformten Bleche (Abb. 2). Ursache sind unter anderem die sehr guten tribologischen Eigenschaften der Verchromung. Je nach Flächenpressung und verarbeitetem Blech ist ein Reibwert µ von bis zu 0,04 möglich. Sowohl der geringe Gleitwiderstand über die verchromte Kontur als auch der exzellente Schutz vor adhäsivem Verschleiß sind hier von Vorteil.
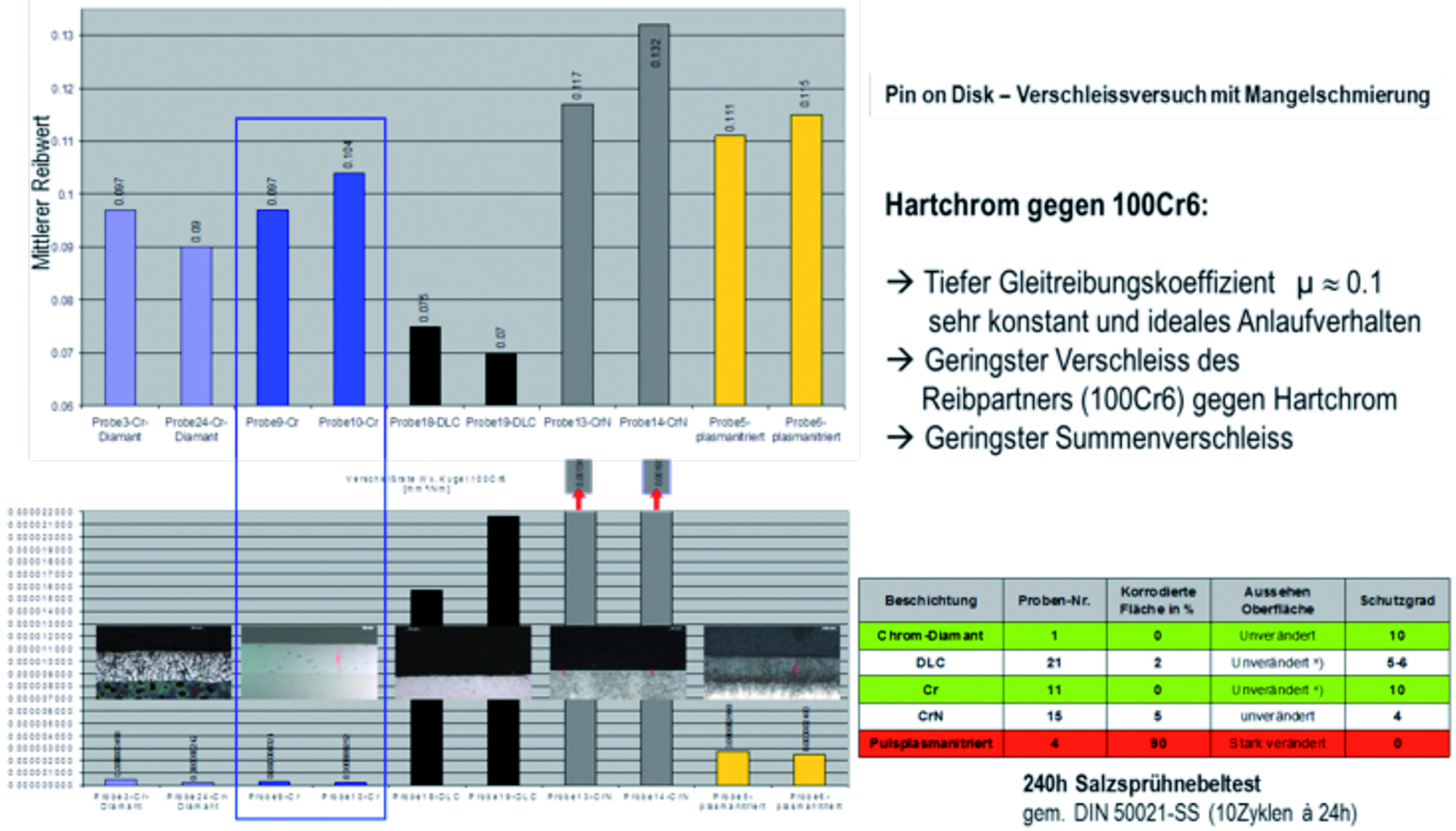
Abb. 2: Pin on Disk-Verschleißversuch mit Mangelschmierung (Studie STI Group) im Vergleich: Chrom-Diamant, auf Tribologie optimierte Hartverchromung, DLC-Beschichtung, CrN-Beschichtung und Pulsplasmanitrierung; Chrom und Chrom-Diamant zeigen mit 100Cr6 als Verschleißpartner bei Mangelschmierung den geringsten Summenverschleiß (Balken unten). Balkendiagramm oben: Reibwert; bester Korrosionsschutz (Salzsprühtest): Chrom und Chrom-Diamant
Üblicherweise führt Materialabrieb vom umgeformten Stahlblech aufgrund von Anhaftung auf unverchromten Formen und anschließender Materialübertragung (von der Form zum verarbeiteten Blech) zu Qualitätsproblemen. Bei verchromten Formen kann der sonst sehr problematische Abrieb der verzinkten Stahlbleche oder Aluminiumbleche vom Werkzeug abgewischt werden. Im Walzwerk der Stahlindustrie verhindern Hartchromschichten den adhäsiven Verschleiß beispielsweise von Dressierwalzen in Kombination mit Schutz vor anderen Verschleißmechanismen.
Quelle: M. Hekli: Der Einsatz technischer Hartchromschichten als Verschleißschutz; WOMag 4(2015)12, www.womag-online.de