
Die Verchromung von Kunststoffen bietet vielfältige Anwendungsmöglichkeiten zur dekorativen Aufwertung von Oberflächen. Zu den Einsatzgebieten zählen vor allem die Automobil- und Sanitärindustrie, aber auch Möbel und Konsumgüter. Als Grundwerkstoff kommen in der Regel Acrylnitril-Butadien-Styrolpolymere (ABS) zum Einsatz. Für hochbeanspruchte Bauteile in der Automobilindustrie wird alternativ mineralgefülltes Polyamid (PA) eingesetzt. Es zeichnet sich durch exzellente mechanische und thermische Eigenschaften aus und wird daher oft in galvanisierten Türhebeln im Automobilinnenraum verwendet. Die Verarbeitung von mineralgefülltem Polyamid in der Galvanotechnik ist in besonderem Maße anspruchsvoll, da die Mineralfüllung die dekorative Oberfläche maßgeblich beeinflusst. Die Solinger BIA Gruppe als Produzent solcher Türgriffe hat umfangreiche Analysen zur Beeinflussung der Oberflächenqualität von galvanisierten Polyamiden durch Prozessparameter angestellt.
1 Galvanisierung von Polyamid im Vergleich zu ABS
In der Galvanisierung von ABS- und ABS/PC-Kunststoffen kommen in einem ersten Prozessschritt Chromschwefelsäure oder ähnliche oxidative Medien zum Einsatz. Diese bewirken die Oxidation der Butadienkomponente des ABS, wodurch im Kunststoff sogenannte Kavernen ausgebildet werden. Zusätzlich hierzu wird die Oberflächenenergie des Kunststoffs durch die Ausbildung von funktionellen Gruppen erhöht. Diese beiden Effekte bilden die Grundlage der Haftung der später aufgebrachten Metallschichten auf dem Grundwerkstoff. Im Anschluss an die Beize wird eine Aktivierung der Oberfläche durch kolloidales Palladium erzielt und Nickel als leitfähige Schicht autokatalytisch abgeschieden. Die darauf folgende Beschichtung mit Kupfer, Nickel und Chrom ist aus der Metallbeschichtung bekannt und generiert das erwünschte Schichtsystem.
Der Vorbehandlungsprozess, also die Erzeugung der ersten leitfähigen Metallschicht auf der Oberfläche, unterscheidet sich bei Polyamiden in einigen Prozessschritten von der ABS-Galvanisierung. Die aus der ABS-Beschichtung bekannte Chromschwefelsäurebeize wird ebenfalls bei der Beschichtung von Polyamid verwendet [1]. Nach dem Spritzgießprozess liegt der Füllstoff nicht an der Oberfläche vor, sondern wird in jedem Fall von einem Polymerfilm bedeckt. In der Beize wird das Polyamid durch Trennung der Amidbindung aus der Kunststoffoberfläche herausgelöst und der mineralische Füllstoff freigelegt. An der Oberfläche liegt nun ein loser Film aus angelöstem Polyamid und Füllstoff vor. Dieser Film wird in der folgenden Neutralisierung durch Ultraschalleinwirkung entfernt. Ebenso wird hier anhaftendes sechswertiges Chrom (Cr6+, Chrom in ionischer Form) durch ein Reduktionsmittel zu Chrom(III) (Cr3+, ebenfalls Chrom in ionischer Form) reduziert.
Im Anschluss daran wird im sogenannten Conditioner an der Oberfläche freigelegtes, silikathaltiges Mineral durch Fluoride aufgelöst. Dieser Schritt ist entscheidend für eine gute Haftung zwischen Substrat und Metallschicht und generiert analog zur galvanischen Beschichtung von ABS-Kunststoff Kavernen im Grundmaterial.
Die Aktivierung erfolgt durch ionogenes Palladium, welches in einem Reduzierungsschritt anschließend als elementares Palladium an der Oberfläche angelagert wird. Die nun vorliegenden Palladiumkeime verhalten sich im chemisch abscheidenden Nickelelektrolyten analog zur ABS-Galvanisierung, wodurch die Oberfläche ebenfalls mit einer dünnen Nickelschicht belegt und damit leitfähig wird. Eine Übersicht über alle Prozessschritte zeigt Abbildung 1.
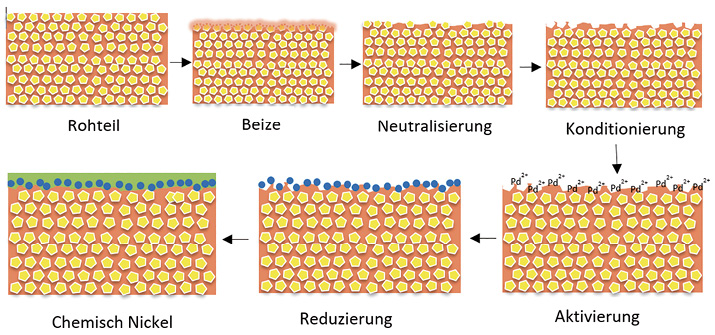
Abb. 1: Schematische Darstellung des Vorbehandlungsprozesses für die Galvanisierung von Polyamiden; die Polyamidphase ist orange dargestellt, die Mineralfüllstoffe gelb, elementares Palladium wird durch blaue Kugeln symbolisiert und die chemische Nickelschicht ist grün
Generell liegt die Haftung von Metallschichten auf Polyamiden bei der Messung der Schälkraft unter jener von ABS-Kunststoff. Allerdings bedingen die deutlich höheren mechanischen und thermischen Eigenschaften, dass Bauteile aus Polyamid mit einer galvanisch abgeschiedenen Metallisierung höheren Belastungen im Feld (Praxisbedingungen entsprechend einem für das jeweilige Bauteil vorgesehenen Einsatz) und in Klimawechseltests standhalten [2]. Bei ABS-Bauteilen kann durch die Materialauswahl sowie die Parameter im Spritgießen und der Galvanisierung massiv Einfluss auf die Belastbarkeit der Bauteile genommen werden. Eine gezielte Prozessführung ist daher entscheidend. Auch bei Polyamid-Bauteilen sind Einflüsse auf den Haftungsmechanismus zur Steigerung der Prozessqualität wichtig, um Prozessfenster und die Korrelation aus Grundmaterial, Spritzgießprozess und den jeweiligen Wirkungen der Prozessschritte in der Galvanik einzuordnen.
2 Wirkung von Beize und Konditionierung im Vergleich
Mittels Rasterelektronenmikroskopie (REM) können die Wirkung der Beize und der Konditionierung sowie die Kombinationswirkung beider Elektrolyte nacheinander visualisiert werden. In Abbildung 2 ist die unbehandelte Polyamidoberfläche als REM-Aufnahme zu sehen. Das Polyamid erscheint dunkelgrau, wohingegen die Mineralfüllstoffe hellgrau hervortreten. Wird die Oberfläche ausschließlich in der Beize behandelt, so wird hierdurch das Polyamid oxidativ entfernt. Es verbleibt oberflächlich der silikathaltige Füllstoff (Abb. 3).

Abb. 2: Die unbehandelte Polyamidoberfläche als REM-Aufnahme

Abb. 3: Polyamidoberfläche nach der Beizbehandlung mit Chromschwefelsäure
Wird dagegen ausschließlich konditioniert, werden selektiv die Mineralanteile aus der Polyamidoberfläche herausgelöst. Es entstehen Kavernen, ähnlich wie nach der Behandlung von ABS-Kunststoff in Chromschwefelsäure (Abb. 4). Damit kann die Wirkung der einzelnen Schritte nachvollzogen werden.

Abb. 4: Polyamidoberfläche nach der Konditionierung

Abb. 5: Polyamidoberfläche nach der Beizbehandlung und anschließender Konditionierung
Die Haftung der später aufgebrachten Metallschichten ist jedoch nur gewährleistet, wenn beide Schritte nacheinander durchgeführt werden. So wird die Polyamidoberfläche zunächst oxidativ von der Beize angegriffen, die Oberflächenenergie erhöht sich durch die Ausbildung von funktionellen Gruppen und die Mineralfüllstoffe werden freigelegt. Im Anschluss werden die Füllstoffe dann selektiv durch die Konditionierungsbehandlung von der Oberfläche gelöst und zusätzlich Kavernen ausgebildet (Abb. 5).
Eine Strukturierung der Oberfläche durch die Konditionierung allein führt nicht zu einer galvanischen Beschichtung des Polyamids, da die Oberflächenenergie durch diesen Schritt nicht signifikant erhöht werden kann. Es fehlt die Ausbildung von funktionellen Gruppen an der Oberfläche. Folglich kann ionogenes Palladium (Pd2+) im Aktivierungsschritt nicht angelagert werden und die chemische Abscheidung von Nickel ist somit nicht mehr möglich. Das Zusammenspiel aus Strukturierung und Funktionalisierung der Oberfläche ist also ähnlich wie bei der galvanischen Beschichtung von ABS-Kunststoff entscheidend für gute Haftungseigenschaften.
3 Einflüsse auf die Oberflächenbeschaffenheit von Polyamiden
Im Folgenden soll ein Fokus auf die Expositionszeit in der Beize und ihren Einfluss auf die Oberflächentopographie der Polyamide gelegt werden. Ein gängiger Materialtyp zur galvanischen Beschichtung von Polyamiden ist Minlon 73M40 NC010 von DuPont. Dieses Polyamid wurde in einem Prüfkörper abgeformt und im Anschluss 1 min, 3 min sowie 5 min in einer Chromschwefelsäurebeize bei 70 °C behandelt. Nach ausreichender Neutralisierung wurde die Oberfläche daraufhin im REM bewertet (Abb. 6).

Abb. 6: Oberfläche von Minlon 73M40 NC010 in verschiedenen Behandlungsstufen von unbehandelt, nach 1 min Beizbehandlung, nach 3 min Beizbehandlung und nach 5 min Beizbehandlung (von links nach rechts)
Am unbehandelten Bauteil erscheint die Topographie zunächst ähnlich wie in Abbildung 2. Die mineralischen Füllstoffe sind unter einer dünnen Schicht Polyamid erkennbar. Bereits bei einer Expositionszeit von einer Minute im Beizelektrolyten werden diese freigelegt und die Rauheit der Oberfläche nimmt zu. Nach einer Beizdauer von drei Minuten wird die Einbettung der Füllstoffe weiter reduziert und nach fünf Minuten Expositionszeit werden diese nahezu vollständig aus der Polyamid-Matrix exponiert. Es kann davon ausgegangen werden, dass die Zusammensetzung des Rohmaterials, das heißt die Mineralverteilung im Polyamid, bei weiterem Abtrag nicht mehr signifikant schwankt. Damit ist eine Behandlungszeit zwischen drei und fünf Minuten bereits ausreichend, um einen gleichmäßigen Beizangriff auf die Oberfläche zu gewährleisten.
Die Tiefe des Beizangriffs kann mit den oben genannten Erkenntnissen übereingebracht werden. Hierzu wurde der Prüfkörper mit einem selektiven Lack bedruckt. Anschließend wurde die galvanische Beschichtung des Prüfkörpers bis zur Verkupferung durchgeführt. In einem Querschliff lässt sich nun die durch Beizen, Neutralisieren und Konditionieren angegriffene Polyamidoberfläche mit jener unter dem Selektivlack vergleichen, die als Referenzlinie gesetzt werden kann. Der Höhenunterschied der beiden Ebenen kann als Beiztiefe d angenommen werden (Abb. 7).

Abb. 7: Messung der Beiztiefe d als Abstand der Basislinie unter dem Selektivlack und der Linie des Beizangriffs
Wird diese Auswertung für die oben bereits erwähnten Expositionszeiten von 0 min, 1 min, 3 min und 5 min durchgeführt, so kann die Beiztiefe d über der Expositionszeit grafisch aufgetragen werden (Abb. 8). Aus dieser Darstellung ist ein Abtrag der Oberfläche mit zunehmender Beizzeit zu erkennen. Damit geht diese Darstellung mit den in Abbildung 6 gezeigten REM-Aufnahmen überein.

Abb. 8: Analyse der Beiztiefe d in Abhängigkeit von der Beizzeit
Die grafische Darstellung lässt einen in diesem Bereich nahezu linearen Zusammenhang vermuten. Ist die Haftung ausreichend, kann also bereits mit kurzen Beizzeiten das Mineral für die Folgeprozesse zugänglich gemacht werden. Hier ist die in der Automobilindustrie übliche Klimawechselbelastung zur Simulation der Ansprüche im Feld maßgeblich. Daher werden die Bauteile final über acht Zyklen des Testverfahrens PV1200 [3] bewertet.
4 Oberflächenrauheit und Oberflächenenergie
Nach der Erschließung der generellen Einflüsse der Vorbehandlungsschritte auf die Polyamidoberfläche werden im Weiteren zwei verschiedene Polyamidtypen für die galvanische Beschichtung und im Bereich der Oberflächenrauheit Ra verglichen.
Als Vergleichstype zum Minlon 73M40 wurde ein Grivory GM-4H (EMS Chemie, PA 6.6) herangezogen. Beide Typen sind mit 40 % Mineralanteil als galvanisch beschichtbares Material eingestuft. Die Materialien wurden jeweils unter gleichen Bedingungen in der Vorbehandlung betrachtet. Dabei wurde die Beizzeit in den bekannten Stufen variiert. Abbildung 9 zeigt den Verlauf der mittleren arithmetischen Höhe als Rauheitswert Ra nach der vollständigen Vorbehandlung bis zur Palladiumbekeimung in Abhängigkeit von der Beizzeit.

Abb. 9: Abhängigkeit der mittleren arithmetischen Höhe Ra von der Beizzeit
Die Verläufe der Rauheitskennwerte Ra lassen ein sehr ähnliches Materialverhalten der getesteten Polymere in der galvanischen Vorbehandlung vermuten. Zu Beginn führt eine zunehmende Beizzeit zu einer Erhöhung der Rauheit. Mineralanteile werden für die Fluoridbehandlung zugänglich und können zunehmend herausgelöst werden. Dabei bleibt das Polyamid als Matrixmaterial und Reststruktur vorhanden. Bei Beizzeiten über drei Minuten nimmt dieser Effekt ab. Vielmehr wird durch den längeren Beizangriff das Matrixmaterial weiter abgetragen und die Rauheit der Oberfläche nimmt wieder ab. Es ist daher davon auszugehen, dass sich an der Bauteiloberfläche ein dünner Polyamidfilm mit geringem Füllstoffanteil befindet und die Zusammensetzung des Materials darunter weitgehend homogen ist.
Den größten Einfluss auf den Ausgangswert der Rauheit hat jedoch der Spritzgießprozess. Das empfindliche System aus Polyamid und Füllstoff muss in einem engen Prozessbereich verarbeitet werden, damit die Oberfläche möglichst glatt erscheint. Glänzende Oberflächen sind hier von Vorteil, matte Bauteilbereiche deuten auf eine inhomogene Verteilung von Mineral und Füllstoff sowie auf Verwerfungen des Polyamids an der Oberfläche hin. Dabei spielen entsprechend der Schereinflüsse die Anspritzsituation sowie das Geschwindigkeitsprofil im Einspritzvorgang eine entscheidende Rolle. So sind Orientierungen nicht nur als Spannungen in der Morphologie festzustellen, sondern aufgrund des hohen Füllgrades durch Entmischungen und gegebenenfalls Kaltverschiebungen auf dem Rohteil und der späteren galvanisch beschichteten Bauteiloberfläche sichtbar. Werkzeugwand- und Massetemperatur, Schneckenvorlaufgeschwindigkeit, Anspritzpunkt und Einspritzprofil sind materialspezifisch auf das Bauteil abzustimmen, um eine optimale Bauteilqualität zu erreichen. Hier ist es von Vorteil, wenn der Spritzgießprozess in enger Abstimmung mit der galvanischen Beschichtung direkt in einer Fertigung erfolgen kann. Durch moderate Bedingungen in der Vorbehandlung des galvanischen Beschichtungsprozesses kann versucht werden, die Unterschiede in der Kunststoffschicht nur in geringstem Umfang herauszuarbeiten und durch eine entsprechende Kupferschicht zu kaschieren. Letztlich sind hier aber die Einflussmöglichkeiten begrenzt und vorab bei Rohteilauslegung, Materialauswahl und Spritzgießprozess zu optimieren.
Neben der Verankerung der Metallschicht auf der Polymeroberfläche durch Hinterschnitte und eine vergrößerte Oberfläche über die Rauheit, ist die generelle Benetzbarkeit und Aktivierung der Oberfläche ein wichtiger Punkt in der nasschemischen Beschichtung. Ein Eindruck über den Einfluss der Vorbehandlung auf die Aktivierung der Oberfläche kann durch die Oberflächenenergie gewonnen werden. Diese wurde mittels Testtinten in verschiedenen Oberflächenspannungen ermittelt (Abb. 10). In Tabelle 1 sind die Energiewerte für die Versuchsreihe dargestellt. Dabei wurde zum Abgleich zusätzlich noch die weitere Polyamidvariante PA6 vermessen, die ebenfalls für die galvanische Beschichtung geeignet ist.

Abb. 10: Vollständige Spreitung einer Testtinte mit 44 mN/m im Vergleich zur unvollständigen Benetzung der Oberfläche bei einer Testtinte mit 46 mN/m auf einer ungebeizten Polyamidoberfläche

Die Versuchsreihe zeigt zwei Ergebnisse. Zum einen wird durch die Vorbehandlung die Oberflächenenergie deutlich gesteigert. Hierbei war allerdings bei Beizzeiten von über einer Minute kein nennenswerter Unterschied im Betrachtungsbereich erkennbar. Die Oberflächen werden bereits nach kurzer Expositionszeit in der Beize stark hydrophilisiert, was den folgenden Beschichtungsprozess und insbesondere die Palladiumbekeimung unterstützt. Die Hydrophilisierung wird durch die Spaltung der Amidbindung und die damit verbundene Ausbildung funktioneller Gruppen gefördert.
Des Weiteren reagieren die drei Materialtypen sehr ähnlich. Zu Beginn lassen sich Oberflächenenergien von 44 mN/m bis 48 mN/m feststellen, die dann über eine kurze Expositionszeit in den Bereich von 95 mN/m bis 105 mN/m und darüber angehoben werden. Im Bereich der Vorbehandlung eignen sich damit alle drei Materialien gleichermaßen für die galvanische Beschichtung. Ein abschließender Vergleich im REM unterstützt dies (Abb. 11). Der Großteil der Mineralpartikel liegt im Größenbereich von 2 µm, was im Vergleich zum ABS-Kunststoff mit ähnlicher Größe der Butadienphasen auf einen vergleichbaren Haftungsmechanismus schließen lässt.

Abb. 11: Drei verschiedene Polyamidtypen (Minlon 73M40, Grivory GM-4H und Dagamid B3M40; von links nach rechts) nach 1 min (1. Reihe), 3 min (2. Reihe) und 5 min (3. Reihe) Beize unter dem Rasterelektronenmikroskop
5 Abschließende Bewertung im Test PV1200
Wie bereits erwähnt wurde, ist neben der generellen galvanischen Beschichtbarkeit die Haftung unter Klimawechselbedingungen ein entscheidendes Qualitätskriterium. Ergebnisse aus einer Bewertung der Bauteile nach dem Klimawechseltest PV1200 zeigen, dass bei allen betrachteten Beizzeiten der Test bestanden wird. Lediglich ohne Beizangriff oder wenn der Schritt der Konditionierung ausgelassen wird, sind Ausfälle aufgetreten. Diese zeigen sich dann mit deutlichen Blasen und Schichtenthaftungen, bei denen die Metallschichten nicht im Kunststoff verankert werden. Zum einen findet keine Kavernenausbildung statt, zum anderen fehlt die Reinigung der Oberfläche im Conditioner. Entsprechend ist beim Beizangriff wichtig, dass hierdurch die Oberfläche hydrophilisiert wird und der Zugang zu den Füllstoffen in der Fluoridbehandlung ermöglicht wird. Kann dies sichergestellt werden, ergänzen sich die Haftung nach der Beschichtung und die generellen hohen mechanischen und thermischen Eigenschaften der Polyamide zu einem sehr widerstandsfähigen Bauteil.
Im Bereich der Prozesseinflüsse zeigt die Vorbehandlung bei Polyamid ein großes Prozessfenster und eine breite Anwendung im Bereich der Materialien.
Ist der generelle Aufbau der Polymertypen mit entsprechender Mineralfüllung gegeben, so kann die Beizzeit in einem gewissen Rahmen ohne negative Einflüsse auf Haftung und galvanische Beschichtbarkeit variiert werden. Es reichen bereits geringe Expositionszeiten aus, um die notwendigen Bedingungen für eine Beschichtung zu schaffen. Andererseits führt auch eine deutliche Steigerung der Expositionszeit von einer Minute auf fünf Minuten nicht zu negativen Einflüssen auf die Haftung.
Natürlich sind dies nur Ausschnitte einer gesamten Betrachtung, in der auch die generelle Oberflächenqualität des Spritzgießbauteils mit einbezogen werden muss. Mit Blick auf die haftungsbestimmende Vorbehandlung kann hier aber mit einem großen Prozessfenster auf weitere Eigenschaften eingegangen werden.
- www.bia-group.com
DOI: 10.7395/2020/Heinzler3
Literatur
[1] H.-J. Middeke, B. Lu: Pre-treatment Solution and Method of Forming a Layer of a Coating Metal on a Plastics Surface Containing Substrate, No. EP1942207 A1. (2008)
[2] G. D. Wolf, J. Seidel, K. Sirinyan: Metallisieren von Polyamid-Spritzgußteilen; Galvanotechnik, Vol. 79 (1988) 1, S. 54–59
[3] N.N.: Kunststoffteile, verchromt: Werkstoffanforderungen No. TL 528, Volkswagen AG, Wolfsburg (2015)
1) BIA Kunststoff- und Galvanotechnik GmbH & Co. KG,
D-42655 Solingen
2) HSO Herbert Schmidt GmbH & Co. KG,
D-42699 Solingen
