
Von Felix Blendinger1), Michael Metzger1), Daniel Hähnel2), Monika Fleischer3) und Volker Bucher1)
Die Atomlagenabscheidung ermöglicht durch chemische Gasphasenreaktionen die wiederholte Abscheidung von atomaren Monolagen, beispielsweise aus Aluminiumoxid, auf beliebigen Substraten. Voraussetzung ist die Initiierung einer chemischen Reaktion zwischen Ausgangsstoffen innerhalb eines gewissen Temperaturbereichs, der das Substrat sowie die entstehende Schicht nicht zerstört. Die Schichtbildung ist im Prinzip unabhängig von der Geometrie und damit auch in hoher Qualität auf stark strukturierten Oberflächen mit Strukturdetail im Nanometerbereich möglich. Die Steuerung der Schichtdicke kann unter Einsatz von Schwingquarzen erfolgen und mit Hilfe entsprechender Software einfach verfolgt werden, wodurch sich gute Bedingungen für die Weiterentwicklung der Beschichtungstechnologie ergeben.
In-Situ Process Visualisation/Optimisation and Use of Atomic Layer Deposition
Atomic Layer Deposition (ALD), a process using deposition from the gas phase, allows repeated deposition of individual atomic monolayers, for example of aluminium oxide onto a wide range of substrates. A precondition for this process is the initiation of a chemical reaction between reactants within a defined range of temperatures, while not affecting the substrate or the deposited layers. Coating formation is in principle not dependent on geometric factors thus enabling high quality deposits even on strongly structured substrates down to the nanometer range. Deposit thickness can be controlled and monitored using a quartz crystal oscillator and the appropriate software, thus offering an excellent basis for further development of this deposition technology.
Aufsatz: Einreichung zur Prüfung: 23. 11. 2017 Rücksendung nach Überarbeitung: 22. 01. 2018 Freigabe zur Veröffentlichung: 29. 01. 2018
1 Einleitung
Die Atomlagenabscheidung (engl.: Atomic Layer Deposition, ALD) ist ein Verfahren zur Dünnschichtabscheidung, das auf dem Prinzip der chemischen Gasphasenabscheidung (engl.: Chemical Vapour Deposition, CVD) beruht. Das Schichtwachstum erfolgt durch die chemische Reaktion von mindestens zwei Ausgangsstoffen, den sogenannten Präkursoren, welche in Form von Prozessgasen in die Reaktionskammer eingeleitet werden. Im Unterschied zum CVD-Verfahren werden bei der Atomlagenabscheidung die einzelnen Präkursoren nicht permanent, sondern zeitlich getrennt eingeleitet. Daher findet das Schichtwachstum im ALD-Verfahren zyklisch und durch selbstbegrenzende Oberflächenreaktionen in verschiedenen Teilschritten statt. Die grundlegenden Vorteile dieser Methode sind die Schichtdickenkontrolle im Bereich von unter 1 Nanometer, die Möglichkeit der defektfreien Beschichtung von komplexen 3D-Strukturen sowie eine hohe chemische Güte der Schicht.
Die Arbeitsgruppe von Prof. Volker Bucher im Institut für Mikrosystemtechnik der Hochschule Furtwangen (HFU) bearbeitet im Moment mehrere geförderte Forschungsprojekte, bei der die Atomlagenabscheidung eine tragende Rolle spielt.
Das Projekt Neuroflexarray (2015–2019, BMBF FKZ 03FH031IA5) fokussiert auf die Verbesserung von flexiblen Mikroelektrodenarrays für die in-vivo-Anwendung. Angestrebt wird eine sehr hohe räumliche und zeitliche Auflösung mit sehr guter Signalqualität, das heißt das Mikroelektrodenarray (MEA) soll größer und mit deutlich höherer Elektrodendichte als bisherige großflächige Arrays hergestellt werden. Ziel ist die Herstellung eines langzeitstabilen und biokompatiblen Demonstrators. Die ALD-Beschichtung ist hierbei für die Barrierewirkung gegen Diffusion von Wasser vorgesehen.
Im Projekt New Polysurf (2016–2019, BMBF FKZ 01QE1624C) soll ein neues Beschichtungsverfahren für Life Science-Verbrauchsmaterialien, zum Beispiel Multiwellplatten für PCR-Analysen, entwickelt werden. Ziel ist es, für Life Science-Verbrauchsmaterialien mittels ALD-Beschichtung eine wasserabweisende Oberfläche für niedrige DNA-Bindung, eine verbesserte Zellhaftung oder eine höhere chemische Beständigkeit der Verbrauchsmaterialien zu erreichen.
Im ZIM-Projekt Hycoplast ist die HFU Kooperationspartner des Naturwissenschaftlichen und Medizinischen Instituts Reutlingen (NMI) und erfüllt die Aufgabe, eine chemikalienbeständige ALD-Schicht auf Displays abzuscheiden. Touchscreen-Displays finden in jüngster Zeit vermehrt Einzug in Bereiche wie der Medizintechnik, dem Hygienebereich und der Lebensmittelindustrie, zur Steuerung von digitalen, beziehungsweise automatisierten Geräten. An diese Bereiche gebunden sind auch entsprechende Anforderungen wie antibakterielle und kratzfeste Eigenschaften des Displays und passende Reinigungsmöglichkeiten. Bisherige Möglichkeiten diese Bedingungen zu erfüllen, wie etwa die Verwendung von Schutzfolien, bieten jedoch keinen dauerhaften Schutz.
Eine neuartige Beschichtung, bestehend aus einem harten, kratzfesten Lack und einer dünnen ALD-Schicht, soll diese Anforderungen erfüllen.
Im BMBF-Projekt COHMED IP2 FunktioMed Funktionelle Oberflächen und Biokompatibilität (FKZ 03FH51021A) dient eine PEALD-Beschichtung dazu, orthopädische Implantate, wie zum Beispiel Wirbelsäulencages aus Polyetheretherketon (PEEK) bioaktiv zu beschichten. Durch das ALD-Verfahren kann die Beschichtung auch bei komplexen Rauheiten eine 100-%-Bedeckung erzielen, was das Anwachsen der Zellen beschleunigt. Außerdem können im selben Prozess auch weitere Materialien auf das Implantat abgeschieden werden, wie etwa Hydroxylapatit, welche ein noch schnelleres Einwachsen bewirken können.
Gemeinsamkeit all dieser Projekte ist, die ALD-Schichtabscheidung effizient zu optimieren und für eine gleichbleibende Prozessstabilität zu sorgen. Mit einer neu entwickelten in-situ-Visualisierung der Anlagenparameter und Schichtwachstumsgeschwindigkeit können schon während des Prozesses wichtige Größen, wie zum Beispiel Gasfluss, das Druckverhalten und Schaltzeiten, überprüft werden. Neben den Anlagenparametern kann zudem der sogenannte GPC (growth per cycle), also das Schichtwachstum pro Zyklus, während des Beschichtungsvorgangs bestimmt werden. Dies erspart ein aufwändiges iteratives Nachjustieren der Anlagenparameter, wie es bisher nach Begutachtung des GPC beziehungsweise der Schichtqualität nach Prozessende erfolgte. Damit können bestehende Prozesse einfacher verbessert und die Entwicklung von neuen ALD-Prozessen deutlich beschleunigt werden.
2 Das (PE)ALD-Verfahren
Das ALD-Verfahren wurde in den 1970er Jahren als Beschichtungsprozess für hochwertige Schichten entwickelt. Ab den 90er Jahren erlangte das Verfahren zunehmende Bekanntheit im Forschungsbereich der Halbleiterindustrie. Dort wurde das ALD-Verfahren für die Herstellung von high-k-Materialien für Transistoren und Speicherbausteinen mit hohen Aspektverhältnissen angewendet [1]. Heute hat sich die Anwendung der ALD auch auf andere Bereiche ausgeweitet. In der Biomedizintechnik wird zum Beispiel an Wasserdampf-Barriereschichten für aktive intelligente Implantate geforscht. Wenn im ALD-Prozess auch Plasmaanregung verwendet wird, wird von plasma enhanced atomic layer deposition (PEALD) gesprochen. Sie ermöglicht auch eine Abscheidung bei niedrigeren Temperaturen [2].
In Abbildung 1 ist ein typischer PEALD-Zyklus zur Beschichtung von Aluminiumoxid (Al2O3) in einem plasmaunterstützen Verfahren dargestellt. Für den Prozessbeginn müssen die Substrate mit funktionellen OH-Gruppen vorliegen (Abb. 1, Zustand 1). Bei Bedarf können diese durch eine Plasmabehandlung erzeugt werden. Nach Einleiten des ersten Präkursors (Trimethylaluminium, TMA) adsorbiert dieser mit den auf der Oberfläche des Substrats vorliegenden OH-Gruppen (Chemisorption) und bedeckt damit die Oberfläche mit einer Monolage (Abb. 1, Zustand 2).

Abb. 1: PEALD-Prozess zur Abscheidung von Al2O3-Schichten mit Trimethylaluminium (TMA) und Sauerstoff als Präkursoren
Diese selbstbegrenzende Eigenschaft des Präkursors verhindert ein weiteres Anwachsen der Schicht in diesem Schritt. Durch einen darauffolgenden Spülschritt mithilfe von Inertgas (Argon) wird überschüssiger Präkursor aus der Kammer entfernt (Abb. 1, Schritt II) und hinterlässt nur die an das Substrat adsorbierten Präkursormoleküle. In dem darauffolgenden dritten Schritt (Abb. 1, Schritt III) wird Sauerstoff als zweiter Präkursor und Co-Reaktant für TMA eingeleitet und ein Plasma gezündet. Dadurch reagieren die reaktiven Sauerstoffkomponenten des Plasmas wie Ozon, Ionen, Radikale auf der Oberfläche des Substrats zu Aluminiumoxid (Al2O3) (Abb. 1, Zustand 4). Ein weiterer Spülschritt (Abb. 1, Schritt IV) pumpt überschüssige Reaktionsprodukte ab, sodass durch Wiederholen des Zyklus an den zurückgelassenen OH-Gruppen erneut eine Schicht abgeschieden werden kann.
In jedem Zyklus beträgt das theoretische Schichtwachstum maximal eine Atomlage. Effekte wie sterische Hinderung der Präkursor-Moleküle bei der Chemisorption sorgen jedoch dafür, dass nicht alle freien OH-Gruppen an der Oberfläche besetzt werden können. Deshalb wird pro Zyklus ein geringeres Schichtwachstum (GPC) erreicht. Für das Schichtwachstum von Aluminiumoxid mit TMA beträgt dies etwa 20 % einer Monolage [3]. Man benötigt hier also cirka fünf Zyklen für eine geschlossene Lage von Al2O3-Molekülen. Durch die Anzahl der Zykluswiederholungen kann somit die Schichtdicke mit Genauigkeiten im subnanometer-Bereich kontrolliert werden.
Hierzu muss sich jedoch auch die Temperatur des Substrats in einem gewissen Bereich befinden, dem sogenannten ALD-Fenster. Innerhalb dieses Fensters findet aufgrund der selbstlimitierenden Eigenschaften des Präkursors ein gleichmäßiges Schichtwachstum statt. In erster Linie ist dieser Bereich von den verwendeten Präkursoren abhängig und wird durch unerwünschte Nebeneffekte außerhalb dieses Temperaturfensters eingeschränkt, wie in Abbildung 2 dargestellt ist.

Abb. 2: Temperaturbereich für ALD und vorliegende Begrenzungseffekte für den Einsatz
Eine zu geringe Temperatur kann je nach Eigenschaften des verwendeten Präkursors zu dessen Kondensation auf der Substratoberfläche und somit einer Zunahme des Schichtwachstums führen. Ein weiterer Effekt bei zu geringer Temperatur wäre eine zu geringe Reaktionsfähigkeit, was zu einer Verringerung des Schichtwachstums führt. Bei zu hohen Temperaturen kann durch falsches oder frühzeitiges Abreagieren (Zersetzung) des Präkursors das Schichtwachstum zunehmen oder aber aufgrund von Desorption das Wachstum abnehmen.
Charakteristisch für einen zuverlässigen Prozess ist ein möglichst großes ALD-Fenster. Durch Plasma kann dieses Temperaturfenster erweitert werden, da es zusätzliche Energie in den Prozess mit einbringt und hierdurch die nötige Reaktionsenergie nicht mehr ausschließlich durch die Temperatur geliefert werden muss. Damit sind geringere Prozesstemperaturen, bis hin zu Raumtemperatur möglich, welche hingegen beim rein thermischen Verfahren im Bereich von mehreren hundert Grad Celsius liegen. Vorteile bringt dies bei der Beschichtung von temperaturempfindlichen Stoffen, wie zum Beispiel Polymeren. Wie im Folgenden gezeigt wird, kann mit einer integrierten in-situ-Schichtdickenmessung das Schichtwachstum pro Zyklus während des Prozesses gemessen werden und damit sehr schnell herausgefunden werden, ob der Prozess innerhalb dieses ALD-Fensters abläuft.
3 Aufbau einer ALD-Anlage
Die im Labor der Hochschule Furtwangen verwendete ALD-Anlage verfügt über ein Kammervolumen von etwa 10 l und ist in Abbildung 3 gezeigt. Der schematische Aufbau dieser ALD-Beschichtungsanlage ist in Abbildung 4 dargestellt.

Abb. 3: ALD-Anlage Typ MyPlas ALD des Herstellers Plasma Electronic GmbH (Bildquelle: Plasma Electronic GmbH)

Abb. 4: Allgemeiner Aufbau einer plasmaunterstützten ALD-Beschichtungsanlage, mit den grundlegenden Komponenten
Hauptbestandteil der Anlage ist die Prozesskammer, in welcher das Substrat auf Prozesstemperatur gehalten wird und die Prozessgase eingeleitet werden. Ein Pumpstand, beispielsweise bestehend aus Drehschieber- und Turbomolekularpumpe, dient zum Evakuieren der Kammer. Ziel ist hier die Vermeidung von Reaktionen mit Molekülen aus der Restgas-Atmosphäre. Der optimale Basis-Druck dieses Vakuums liegt üblicherweise im Bereich von etwa 0,002 mbar und wird mittels zweier Drucksensoren (Pirani und Baratron) überwacht. Der Pirani-Sensor wird zur Beobachtung des mittleren Drucks über den gesamten Prozess verwendet. Mithilfe des Baratron-Sensors können die Druckstöße nach Einleiten eines der Gase in den einzelnen Zyklusschritten beobachtet und kontrolliert werden. Damit die Präkursoren zeitlich getrennt in die Kammer auf das Substrat geleitet werden können, werden diese über Hochgeschwindigkeits-ALD-Ventile in die Kammer eingeleitet. Die Schaltzeiten bewegen sich im Bereich von wenigen Millisekunden bis hin zu mehreren Sekunden.
Da die Präkursoren unter Normalbedingungen häufig in flüssiger oder fester Form vorliegen, müssen diese für einen ausreichenden Dampfdruck der Gasphase erhitzt werden. Die in einem Zyklus auf das Substrat geleitete Menge an Präkursor und Spülgas wird somit über die Temperatur und die Öffnungsdauern des Ventils gesteuert. Liegt der Präkursor unter Normalbedingungen bereits gasförmig vor, wird die Menge zusätzlich über einen Massenflussregler (engl.: mass flow controller, MFC) gesteuert. Beim plasmagestützten ALD-Betrieb befindet sich über dem Substrathalter in der Kammer eine Elektrode, sodass mit dem Substrathalter als Gegenelektrode in diesem Bereich ein Plasma erzeugt werden kann. Der Plasmagenerator erzeugt die Hochfrequenzanregung bei 13,56 MHz mit der erforderlichen Leistung.
Die Ansteuerung und Konfiguration der Komponenten übernimmt die Steuereinheit der Anlage, welche individuell für die verwendeten Präkursoren und abzuscheidenden Schichten über Rezepte konfiguriert werden kann. Dabei spielen viele Faktoren eine Rolle, um optimale Schichteigenschaften zu erreichen und hängen einerseits von anlagenbedingten Faktoren, wie Substrat-, Vakuumkammergröße und Pumpvermögen, aber auch von den chemischen Eigenschaften der verwendeten Präkursoren und Gase ab.
4 Visualisierung und Validierung des ALD Prozesses
Bisher wurden die Prozessparameter nach einem kompletten Beschichtungsprozess und der Analyse der abgeschiedenen Schicht iterativ variiert. Um das Einstellen der Parameter zur Erreichung optimaler Prozessbedingungen (ALD-Fenster) bereits im Prozess und damit deutlich schneller zu ermöglichen, wurde an der Anlage der Hochschule Furtwangen eine Echtzeit-Visualisierung realisiert.
Die Kontrolle wird durch Beobachtung des Zustands aller für den Beschichtungsprozess wichtigen Sensoren und Regler mithilfe einer selbst erstellten graphischen Oberfläche am PC erreicht (Abb. 5). Die dazu benötigten Signale können gleichzeitig zu Dokumentationszwecken protokolliert werden. Damit kann auch die Wiederholbarkeit aufeinanderfolgender Beschichtungsprozesse validiert werden.

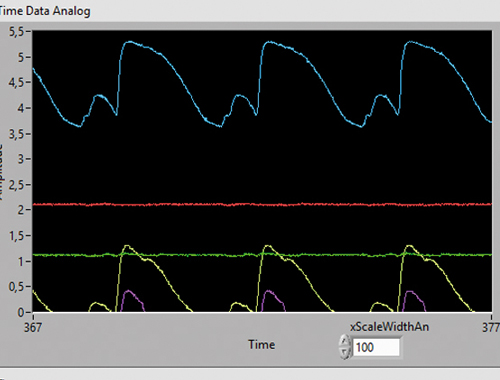
Abb. 5: LabView-Oberfläche zur Darstellung des Beschichtungsprozesses mit dem Verlauf der Schaltzustände der Ventile (links) und dem Verlauf der Sensorsignale (Druck, Gasfluss, Plasmaleistung) (rechts); die oberen beiden Diagramme zeigen den Verlauf über mehrere Zyklen, in den unteren beiden Diagrammen werden die Zyklen einzeln dargestellt
Die graphische Oberfläche wurde mit der Software LabView programmiert. Die Sensorwerte und Steuersignale werden von einem Arduino-Mikrocontroller gesammelt und mit einer Abtastrate von 10 ms an den PC weitergeleitet. Abbildung 5 (links) zeigt den Ablauf der verschiedenen Steuersignale (rot: Ventil für TMA Präkursor, blau: Ventil Sauerstoff, gelb: Ventil Spülgas, violett: Plasma). Dies ermöglicht ein Überwachen des Zyklusablaufs und unterstützt die Entwicklung neuer Abfolgen der Steuersignale. Abbildung 5 (rechts) zeigt alle Sensorsignale, welche beobachtet und überprüft werden können. Ein Beispiel für einen wichtigen Parameter bei der Prozessentwicklung ist das Drucksignal des Baratrons (blau). Dieses detektiert geringste Druckanstiege in der Kammer durch die Einleitung von Präkursoren oder Gasen. So können mit Hilfe dieses Signals die Schaltzeiten beziehungsweise die Menge des Präkursormoleküls grob abgestimmt werden und die Spüldauer bestimmt werden (Druck muss wieder auf den Ausgangsdruck zurückkehren). Der plateauförmige Verlauf der reflektierten Leistung (Abb. 5, rechts unten, violett) über die Dauer des Plasmas gibt Auskunft über die korrekte Menge an Sauerstoff (Abb. 5, unten rechts, grün).
Durch die Visualisierung ist die Verwendung von neuen Präkursoren und Beschichtungsmaterialien und die dadurch erforderliche Prozessoptimierung oder gar eine vollständige Neuentwicklung eines Prozesses deutlich vereinfacht. Ein weiterer Vorteil der Visualisierung ist der Vergleich zwischen den Soll- und Ist-Werten (nicht dargestellt) von einzelnen Komponenten, welche sofortige Rückschlüsse auf den Zustand des Bauteils zulassen.
Neben der Visualisierung der Geräteparameter (Steuerzeiten und Sensorsignale) konnte durch die Implementierung eines Schwingquarzsystems (engl.: Quarz Crystal Microbalance, QCM) eine Möglichkeit der in-situ-Schichtdickenmessung erreicht werden. Dadurch kann nach jedem Zyklus das Schichtwachstum beobachtet werden und etablierte Analysemethoden der auf dem Substrat abgeschiedenen Schichtdicke nach dem Beschichtungsvorgang, wie Ellipsometrie, Reflektionsspektroskopie und profilometrische Analyse, dienen nur noch als Kontrolle beziehungsweise Kalibrierung des QCM.
Der Schwingquarz befindet sich neben dem Substrathalter. Sofern es sich um bereits in der Literatur beschriebene ALD-Prozesse handelt, besteht damit einerseits die Möglichkeit, den growth per cycle direkt während des Prozesses zu vergleichen. Andererseits kann damit die Linearität des Wachstums über die Zeit überprüft werden. Die Positionierung des QCM direkt neben dem Substrat und das Aufheizen auf dieselbe Temperatur gewährleisten, dass das Schichtwachstum auf dem QCM dem Schichtwachstum auf dem Substrat entspricht.
Das Messprinzip beruht auf der Messung der Resonanzfrequenz eines piezoelektrischen Schwingquarzplättchens, welches durch einen elektronischen Schwingkreis angeregt wird. Durch die aus dem Beschichtungsvorgang resultierende Massezunahme des Quarzes verändert sich dessen Resonanzfrequenz. Die Empfindlichkeit liegt im Nanogrammbereich und nach [4] besteht eine lineare Beziehung zwischen der Frequenzverstimmung Δf und der Massenzunahme Δm des Quarzes. Aus der Dichte des beschichteten Materials kann die Schichtdicke errechnet werden.
In Abbildung 6 ist das Schichtwachstum über mehrere Zyklen dargestellt. Erkennbar ist hier ein linearer Anstieg der Schichtdicke, resultierend aus der in jedem Zyklus identisch abgeschiedenen Schicht in Dicke einer Atomlage. Die Schichtdicke wächst sägezahnförmig an. Unter Einwirkung des Sauerstoffplasmas werden die organischen Bestandteile des Präkursormoleküls entfernt (Massenabnahme) und eine Oxidschicht mit neuen OH-Gruppen geschaffen (Massenzunahme).

Abb. 6: Schichtwachstum am QCM über mehrere Beschichtungszyklen, wobei die Punktmarkierungen im Verlauf den Beginn des jeweiligen Zykluses kennzeichnen; in der Vergrößerung ist das rasche Ansteigen der Schichtdicke nach Einleiten des ersten Präkursors und der darauffolgende rasche Abfall durch Einwirken des im Prozess verwendeten Plasmas (gelb hinterlegt) klar erkennbar
5 Zusammenfassung
Mit dem ALD-Verfahren ist es möglich, nahezu defektfreie Schichten im Nanometerbereich auch auf komplexen 3D-Strukturen sowie mit hoher chemischer Güte abzuscheiden. Die Entwicklung einer Software zur Visualisierung des Prozessablaufs in Verbindung mit der in-situ-Schichtdickenmessung durch einen QCM ermöglicht es, ein schnelleres Verständnis des Beschichtungsprozesses zu erhalten. Damit ist auch die Optimierung und Anpassung an neue Präkursoren deutlich wirtschaftlicher möglich.
Literatur
[1] R. L. Puurunen: A Short History of Atomic Layer Deposition: Tuomo Suntola’s Atomic Layer Epitaxy; Chem. Vap. Deposition 20, 332 (2014), S. 332-344
[2] H. B. Profijt, S. E. Potts, M. C. M. van de Sanden, W. M. M. Kessels: Plasma-Assisted Atomic Layer Deposition: Basics, Opportunities, and Challenges; J. Vac. Sci. Technol. 29:5 (2011), S. 50801-1 - 50801-26
[3] T. Kääriäinen, D. Cameron, M.-L. Kääriäinen, A. Sherman: Atomic Layer Deposition; John Wiley & Sons, Inc,. 2013
[4] G. Sauerbrey: Verwendung von Schwingquarzen zur Wägung dünner Schichten und zur Mikrowägung;
Z. Phys. 155, 206 (1959), S. 206-222
DOI:
1) Hochschule Furtwangen (HFU), Jakob-Kienzle-Str. 17, D-78054 Villingen-Schwenningen;
Ansprache Autoren: volker.bucher@hs-furtwangen.de, www.hs-furtwangen.de
2) Plasma Electronic GmbH, Otto-Lilienthal-Straße 2, D-79395 Neuenburg
3) Universität Tübingen, Institut für Angewandte Physik, Auf der Morgenstelle 10, D-72076 Tübingen
