Turbinenschaufeln gibt es in verschiedensten Ausführungen, Größen und Werkstoffen. Sie müssen zum Teil extremen Umgebungseinflüssen standhalten: In modernen Gas- und Flugzeugturbinen herrschen Verbrennungstemperaturen, die deutlich über 1000 °C liegen. Hieraus ergeben sich sehr hohe Anforderungen an die verwendeten Oberflächen, Materialien sowie Herstellungs- und Bearbeitungsverfahren. Die Verfahrenstechnik des Streamfinishing der OTEC Präzisionsfinish GmbH bietet optimale Möglichkeiten zur Oberflächenbearbeitung hochwertiger Turbinenschaufeln.
Die Herstellung von Turbinenschaufeln erfolgt mit verschiedenen mechanischen Herstellungsverfahren. Dazu zählen Schmieden, Fräsen, Gießen und zunehmend auch additive Fertigungsverfahren wie beispielsweise 3-D-Drucken im Lasersintern-Verfahren. Allein das Fräsen einer einzigen Turbinenschaufel dauert auf einer fünfachsigen Maschine im besten Falle etwa eine Stunde. Alle Turbinenschaufeln benötigen nach der Herstellung eine Oberflächenbearbeitung, bevor die Teile im Flugzeug oder zur Energiegewinnung eingesetzt werden können, da die Ausgangsrauheit zu groß ist oder die Kanten zu scharf sind. Es gibt hierbei zwei Aufgabenstellungen:
- Homogenes Glätten der Oberfläche: Im Allgemeinen auf Ra < 0,4 μm, oft auch unter Ra 0,25 μm. Hierbei ist besonders darauf zu achten, dass die Form der Schaufel nicht zu stark beeinträchtigt wird.
- Verrunden der Kanten auf ein definiertes Maß: Hier kann es der Fall sein, dass die Verrundungen an den Kanten der Schaufel unterschiedlich sein sollen. Herkömmlich wird diese Verrundung auf CNC Maschinen oder von Hand angebracht. Da aber die Dicke der Schaufel entlang der Kante unterschiedlich sein kann, ist dies keine einfache Aufgabe. Die große Herausforderung besteht hierbei darin, die Schaufeln an den Ecken nicht zu stark zu verrunden.
Das Glätten wurde und wird bisher oft manuell durchgeführt. Nachteilig sind hierbei neben den hohen Kosten vor allem die Schwankungen in der Qualität der Ergebnisse. Die Möglichkeiten einer robotisierten Politur stoßen an ihre Grenzen, sobald die Werkstücke komplexe Geometrien aufweisen, wie es beispielsweise bei aus mehreren Schaufeln zusammengesetzten Leitschaufelsegmenten der Fall ist.

Differenziertes Verrunden der Kanten und Ecken
Als hervorragende Alternative zur manuellen Bearbeitung können mit dem Streamfinish-Verfahren sowohl einzelne Turbinenschaufeln als auch Leitschaufelsegmente geglättet werden. Dabei werden die Turbinenschaufeln in einen drehenden, mit Verfahrensmittel (Schleifsteinen) gefüllten Behälter eingetaucht. Die durch die Drehung des Behälters entstehende Strömung des Verfahrensmittels in Kombination mit der Einstellung des Winkels ermöglicht eine definierte Anströmung der zu bearbeitenden Flächen. Die Anströmrichtungen und -winkel lassen sich dabei exakt definieren, wodurch eine geometrieorientierte und geometrieoptimierte Bearbeitung möglich wird. Es kommen zumeist sogenannte Nassprozesse in Betracht: neben dem Verfahrensmittel werden mit Additiven versetztes Wasser zu- und zusammen mit dem entstehenden Abrieb wieder abgeführt. Als Verfahrensmittel eignen sich besonders leichtfließende Schleifkörper, um die Werkstücke möglichst homogen zu umströmen. Die OTEC bietet zur Bearbeitung von Turbinenschaufeln diverse Varianten ihrer Stream-Finish-Maschinen (SF-Maschinen) an, die kundenbezogen und individuell ausgestattet lieferbar sind. Zudem lassen sich die Anlagen wahlweise manuell oder auf Wunsch auch automatisch mittels einer standardisierten Roboterzelle be- und entladen.

Anlagentyp SF4 Standard
Gezieltes Glätten möglich
Neben der guten Automatisierbarkeit hat die Anlagentechnik den weiteren Vorteil, dass durch die gezielte Ausrichtung im Verfahrensmittelstrom sowohl die Ein- als auch die Auslasskanten mit hoher Zuverlässigkeit im richtigen Umfang verrundet werden.
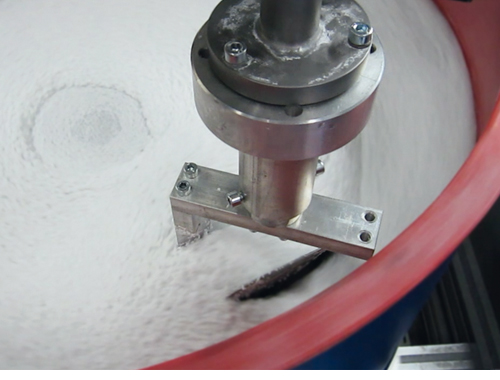
Die Schaufeln werden so eingespannt, dass die Ecken während der Bearbeitung oben liegen und fast aus dem Media herausschauen. Als Media wird meist KM 6 verwendet. Während der Bearbeitung wird die Schaufel in Strömungsrichtung ausgerichtet und in einem bestimmten Winkel hin- und hergeschwenkt (z.B. ± 30°), um eine gleichmäßige Bearbeitung zu erzielen.
Die Oberflächen können je nach gewähltem Verfahrensmittel Rauigkeiten bis Ra 0,1 μm erreichen. Die Prozesszeiten liegen zwischen zwei und 30 Minuten. In der Maschine können dabei bis zu fünf Werkstücke gleichzeitig aufgespannt werden, womit eine hohe Ausbringung gewährleistet ist.

Einspannsituation der Turbinenschaufel während der Bearbeitung

Turbinenschaufel vor und nach der Bearbeitung
Das Unternehmen
Die OTEC GmbH bietet Präzisionstechnologie für die Erzeugung perfekter Oberflächen. Die hergestellten Maschinen zum Entgraten, Schleifen, Glätten und Polieren dienen zur rationellen Oberflächenveredlung von Werkzeugen und Produkten. Mit einem Netz aus über 60 Vertretungen ist das Unternehmen weltweit vor Ort für internationale Kunden aus vielen Branchen.
