Durch ihre besonderen Materialeigenschaften sind bestimmte Hochleistungskeramiken ideal zur Herstellung von Referenzen zur Kalibrierung von Messgeräten. Wegen der benötigten hohen Präzision ist durch eine geschickte Kombination der sogenannten Grünbearbeitung mit anschließender Hartbearbeitung (Schleifen/Polieren) eine Herstellung ohne kostenintensive Formwerkzeuge möglich. Damit ist auch für kleine und mittlere Stückzahlen bei großer Variantenzahl der Kalibrierkörper eine wirtschaftliche Lösung gewährleistet.
High Performance Ceramics as Test Reference Materials
Thanks to their special properties, certain high-performance ceramics are ideal for use as reference materials to calibrate measuring instruments. Because of the very high precision required, the manufacturing process for these embodies a special combination of so-called “Green” processing followed by hard material working (grinding/polishing) which can be carried out without use of expensive specialised tooling. By these means, a cost-effective manufacturing process is possible for a wide range of types in both small and large production runs.
Ein Werkstück mit fehlerhaften Abmaßen und eine schlecht sitzende Zahnkrone haben auf den ersten Blick nichts gemeinsam – außer dass eine Korrektur Nerven, Geld und Zeit kostet. Die eigentliche Verbindung ist der Werkstoff Keramik, genauer gesagt eine Hochleistungskeramik. Auf der einen Seite ein Werkstoff mit perfekten Eigenschaften als Prüfnormal für Messgeräte, auf der anderen Seite ein Werkstoff mit hoher Festigkeit und Biokompatibilität. Hochleistungskeramiken sind Werkstoffe, die durch unterschiedliche Ausgangsrohstoffe, Herstellungsverfahren und Bearbeitungstechnologien auf verschiedene Anwendungen hin optimiert sind. Die fertigen Bauteile sind äußerst hart, verschleißfest, hochtemperaturbeständig sowie unempfindlich gegen Säuren und Laugen. Hinzu kommt, dass die meisten zusätzlich elektrisch isolierend sind und sich durch eine geringe Wärmeleitfähigkeit auszeichnen. Zu den bekanntesten gehören die Oxidkeramiken Aluminiumoxid (Al2O3) und Zirkonoxid (ZrO2).
Die besonderen Eigenschaften von Keramikbauteilen ermöglichen eine Vielfalt von Anwendungen, die von der chemischen Industrie über den Maschinen- und Anlagenbau bis hin zur Medizintechnik reichen. Relevant neben den technischen Möglichkeiten ist die wirtschaftliche Herstellung – auch für kleine und mittlere Stückzahlen. Hier hat sich mit der sogenannten Grünteilbearbeitung ein sehr effizientes Verfahren etabliert. Darunter ist die CNC-Bearbeitung eines Rohlings zu verstehen, der beispielsweise durch kalt-isostatisches Pressen hergestellt wurde. Ein Vorgang, beim dem das aufbereitete Keramikpulver in einer elastischen Gummiform, die auf die Endkonturen des Bauteils abgestimmt ist, in einer kalt-isostatischen Presse mit einem hydrostatischen Druck von bis zu 2500 bar homogen verdichtet wird. Die Grünteilbearbeitung ermöglicht eine filigrane Bauteilstruktur bei hoher Maßgenauigkeit.
1 Grünteilbearbeitung für Kleinserien
Spezialist in der Grünteilbearbeitung ist BCE Special Ceramics mit Sitz in Mannheim. Das Unternehmen entwickelt und fertigt kundenspezifische Hochleistungskeramik vorwiegend aus Aluminiumoxid oder Zirkonoxid sowie deren Mischoxide ATZ (Alumina Toughened Zirconia) und ZTA (Zirconia Toughened Alumina). Für die mechanische Bearbeitung nach dem kalt-isostatischen Pressen stehen insgesamt zehn CNC-gesteuerte Maschinen und etliche NC-Maschinen zur Verfügung. Von 5-Achs-Bearbeitungszentren über hochgenaue Rundschleifmaschinen bis hin zur ultraschallgestützten Hartbearbeitung sowie Läppen und Honen sind alle wichtigen Technologien im Hause.
Durch eine Grünteilbearbeitung können keramische Bauteile ohne kostenintensive, formgebende Werkzeuge schnell und endkonturnah oder exakt hergestellt werden – eine schleifende Nachbearbeitung wie beim uniaxialen Pressen oder auch beim keramischen Spritzgießen ist daher nicht notwendig. Das ist für viele Anwendungen elementar, wenn eine Nachbearbeitung in zum Beispiel sehr feinen Bohrungen, Taschen und Aussparungen nicht möglich wäre. Insbesondere gilt dies für Gewinde. Durch eine schleifende Bearbeitung sind Innengewinde nur bis minimal M5, mit Hilfe der CNC-Fertigung im Grünzustand bis mittlerweile hinunter zu M1,2 herstellbar.
Weitere Vorteile sind der im Vergleich zu einer Endbearbeitung deutlich geringere Energieaufwand und eine höhere Flexibilität. So sind beispielweise Änderungswünsche des Kunden am Bauteil noch während der Fertigung möglich – lediglich der CAD/CAM-Datensatz muss modifiziert werden. Darüber hinaus besteht mehr Freiraum in Bezug auf das Austesten von Werkstoffen und -mischungen, gerade bei Prototypen oder Kleinserien. Denn durch unterschiedliches Schrumpfen beim Sintern würden die Kosten bei jeder endkonturnahen Fertigung durch die notwendigen Formwerkzeuge deutlich ansteigen.
2 Optimierung des Gefüges
Die entscheidende Prozessgröße während der Herstellung eines keramischen Bauteils ist die Schrumpfung beim Sintern. Sie kann bis zu 25 % betragen, bezogen auf das Endmaß. Das heißt, um eine gewünschte Kontur zu erhalten, müssen die Abmaße des Grünlings mit Faktoren beaufschlagt werden. Erschwerend kommt hinzu, dass die Qualität der gebrannten Keramik während des Sinterns in hohem Maße vom inneren Aufbau des Grünlings abhängt. Relevant hierbei sind Schwankungen der Dichte auf unterschiedlichen Größenskalen. Das reicht vom Makrobereich bis hin zum Abstand benachbarter Partikel auf einer 20-µm-Skala. Abweichungen von einer homogenen Verteilung führen zu ungleichmäßigem Schrumpfen, höherem Bruchverhalten und zur Bildung von Agglomeraten zwischen denen Hohlräume (Poren) entstehen, die zur Auflösung eine höhere Sintertemperatur erfordern. Die Qualität eines Hochleistungskeramikbauteils ist daher neben dem Prozess des Sinterns und einer präzisen CNC-Bearbeitung eng verknüpft mit einer hohen Homogenität des Grünkörpers. Voraussetzung dafür sind Rohstoffe, Aufbereitung und Formgebung.
3 Kalibrierung von Messgeräten
Die besonderen Materialeigenschaften von bestimmten Hochleistungskeramiken prädestinieren sie als Material zur Herstellung von Referenzen zur Kalibrierung von Messgeräten. Die Einsatzmöglichkeiten sind vielfältig – von Dentalscannern für die Herstellung von Inlays und Kronen bis hin zu den in der Industrie weit verbreiteten Koordinatenmessgeräten.
Die Präparation eines Zahnes für ein Inlay oder eine Krone erfolgt entweder konventionell über eine mechanische Abformung und das Scannen des hergestellten Gipsmodells oder über eine Intraoralkamera im Mund. Bei der zweiten Variante wird beispielsweise eine Krone direkt nach der Digitalisierung, häufig noch in der Praxis, aus einem Rohling gefräst. Um einen funktionellen und auch ästhetisch einwandfreien Zahnersatz herstellen zu können, ist allerdings eine präzise Wiedergabe der klinischen Situation notwendig.
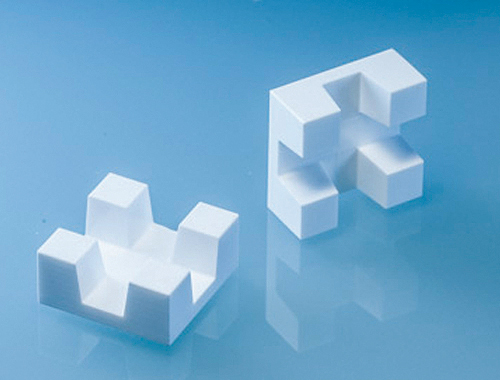
Zur Überprüfung und Beurteilung der digitalen Abformungsleistung eines Dentalscanners werden daher drei unterschiedliche Probekörper nach der europäischen Norm DIN EN ISO 12836 vermessen. Dies sind zum einen Prüfkörper für Inlays, die den entsprechenden Hohlraum (Inlaykavität) simulieren, zum anderen Prüfkörper für Kronen mit positiver Geometrie und kalibrierten Kegelstümpfen, die beispielsweise von VMT in Mainz eingesetzt werden. Die Kalibrierkörper sollten im Idealfall keine Abweichung von der vorgeschriebenen Form aufweisen. Da eine solche Fertigungspräzision ohne Toleranz weder wirtschaftlich noch technisch möglich ist, werden die Körper trotz ihrer hohen Präzision von etwa 5 µm bis 20 µm Abweichung alle einzeln durch den DKD kalibriert und erst dann an die Endkunden gereicht.
Als Material für den Zahnersatz selbst hat sich seit Jahren Zirkonoxid als Basiswerkstoff für stark beanspruchte Bauteile bewährt. Bei yttriumstabilisiertem Zirkonoxid (3Y-TZP) vereinigen sich beispielsweise eine hohe Festigkeit des Gefüges bei Zugbelastung mit Zähigkeit, Zuverlässigkeit und hoher Biokompatibilität. Es ermöglicht auch die Herstellung von langspannigen Brücken im Seitenzahngebiet. Optimal ist auch die weiße Farbe dieses Werkstoffs, die eine hohe Ästhetik im Vergleich zu einer Metallverblendkeramik bietet.
4 Rundheitspräzision < 2 µm
Auch bei der Kalibrierung von Koordinatenmessgeräten (KMGs), die ein fester Bestandteil der industriellen Produktion sind, werden hochpräzise Messkörper aus einer Hochleistungskeramik als Normale genutzt. Taktile oder optische und damit berührungslose Messungen erfassen die Oberfläche von Werkstücken und vergleichen die gemessenen 3D-Koordinaten mit vorgegebenen Werten. Dadurch wird geprüft, ob die geometrische Form den CAD-Vorgaben entspricht. Um eine qualifizierte Aussage zu erhalten, muss die Messunsicherheit der Messmaschine deutlich kleiner sein als die maximale Toleranz des Werkstücks. Damit kommt der Kalibrierung eine besondere Bedeutung zu.
Während glänzende Edelstahlkugeln aufgrund der Reflexion nur für taktil messende KMGs und die mattierten Varianten für Laserscanner einsetzbar sind, können Keramikkugeln für Streifen-Weißlichtscanner, taktile KMGs und Laserscanner genutzt werden – ohne dass ein Haloeffekt wie bei Metallen auftritt. Darüber hinaus haben bestimmte Zirkon-Mischoxide gegenüber Aluminiumoxid den Vorteil, dass sie ohne weitere Oberflächenbehandlung auch bei unterschiedlichen Lichtverhältnissen ausgemessen werden können. Ihre Oberfläche ist diffus streuend und entspricht der Richtlinie VDI/VDE 2634. Die Rundheitspräzision der von BCE gefertigten Kugeln, die bei der AiMESS products GmbH erfolgreich eingesetzt werden, liegt bei < 2 µm, der typische Durchmesser bei 1,5“. Positiv bei Normalen aus Keramik im Vergleich zu Metallen ist auch, dass nach einer Krafteinwirkung (Aufprall auf den Boden) keine plastische Verformung eintritt, die zu einer fehlerhaften Referenz führt.
5 Fazit
Durch den gemeinsamen Dialog zwischen Anwendern, Messtechnikherstellern und der BCE GmbH konnten die spezifischen Vorteile einer Hochleistungskeramik für das Anwendungsfeld Kalibrierkörper für unterschiedlichste Messaufgaben realisisiert werden. Die speziellen Eigenschaften der Keramik vereinen mehrere Vorteile, wie eine höhere erzielbare Messgenauigkeit und langhaltende Haltbarkeit der Kalibrierkörper, zum Nutzen der Anwender. Unterstützung bekommen Anwender durch die Vertriebs- und Anwendungstechniker der Firmen AiMESS oder VMT.
DOI: 10.7395/2014/Stipp1

Keramik-Prüfkörper für Kronen
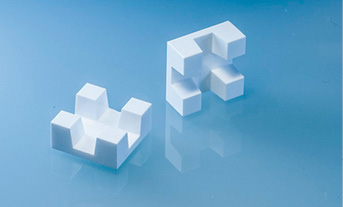
Keramik-Prüfkörper für Inlays

Keramikkugeln für die Messung mit optischen Systemen
CAD-Model des Keramik-Prüfkörpers für Kronen; die Forderung an die Parallelität der Flächen beträgt 0,01 mm, die Abweichungen zwischen den Winkeln 0,01°
