

Die große Teilnehmerzahl sowohl seitens der Zuhörerschaft als auch der ausstellenden Unternehmen unterstreicht die Bedeutung der ZVO-Oberflächentage 2024, die vom 11. bis 13. September in Leipzig stattfanden. Der Eröffnungsabend im Kongresszentrum Leipzig am 11. September bot den Teilnehmern und Teilnehmerinnen ausführlich Raum für Gespräche und kollegiale Kontaktpflege bei ausgezeichneter Unterhaltung. Die fünf beziehungsweise sechs parallelen Vortragsreihen an den beiden Folgetagen boten knapp 100 Vorträge zu allen technischen Themen der Branche, ergänzt durch wirtschaftliche, organisatorische Vorträge sowie der Vorstellung des neuen Frauennetzwerks des ZVO. Erfreulich zu vermerken ist der hohe Anteil an jüngeren Tagungsteilnehmern, der hoffen lässt, dass auch in den nächsten Jahren die Unternehmen mit den dringend benötigten Fachkräften versorgt werden. Besonderes Interesse erfuhren die Fachvorträge zu Themenfelder wie Digitalisierung, Nachhaltigkeit, Carbon Footprint oder Neue Anforderungen an die Oberflächentechnik, die zunehmend über den Kernbereich der galvanotechnischen Verfahren hinausreichen.

ZVO-Vorsitzender Jörg Püttbach (Bild: ZVO/Sven Hobbiesiefken)

Dr. Martin Metzner begrüßt die Tagungsteilnehmer im Namen der DGO (Bild: ZVO/Sven Hobbiesiefken)
ZVO-Vorsitzender Jörg Püttbach konnte zu den ZVO-Oberflächentagen 2024 in Leipzig 540 Teilnehmende sowie 70 ausstellende Unternehmen begrüßen. Damit habe die Teilnehmerzahl fast wieder das Niveau aus Vor-Corona-Zeiten erreicht, freute sich Püttbach. Erfreut zeigte er sich auch über die Teilnahme von Technik-Schülern aus Schwäbisch Gmünd. Püttbach wies darauf hin, dass die Anstrengungen des ZVO, die Politik für die Belange der Branche der Oberflächentechnik zu sensibilisieren, langsam erste kleine Erfolge zeigen. So wird inzwischen deutlich, dass die ursprünglichen Wege zur Realisierung der Anforderungen aus dem europäischen Umweltrecht modifiziert und auf die Belange der Industrie ausgerichtet werden müssen. Dies darf als Erfolg aus der Intensivierung der Kontakte zwischen Politik und der Branche der Oberflächentechnik gesehen werden. Jörg Püttbach wies aber auch darauf hin, dass die begonnenen Aktivitäten unvermindert beibehalten werden müssen, um auf längere Sicht die Rahmenbedingungen für die Betriebe auf breiter Front zu verbessern.
Aktuell sind die wirtschaftlichen Aussichten für die Branche noch gut, wobei aber die Unsicherheiten durch die noch verbesserungswürdigen Rahmenbedingungen sowie durch die nicht beeinflussbaren globalen Krisen eher zunehmen. Vor allem der Mangel an Fachkräften wird in den nächsten Jahren viele Betriebe vor große Herausforderungen stellen; hinzu kommt der Wandel bei den nachgefragten Technologien, wie sie durch gesetzliche Auflagen und den technischen Umbruch aufgrund der Transformationsprozesse erwartet werden.
Ehrungen
Im Rahmen der ZVO-Oberflächentage wurden auch in diesem Jahr wieder der traditionelle Nachwuchsförderpreis der DGO sowie der Heinz-Leuze-Preis vergeben.
Mit dem DGO-Nachwuchsförderpreis 2024 wurde Phillip Scherzl von der Schott AG, Landshut, für seine Master-Arbeit mit dem Thema Beitrag zur Kompositgalvanoformung aluminiumbasierter Kathoden für Lithium-Ionen-Batterien ausgezeichnet.

Dr. Klaus Wojczykowski (rechts) überreicht den DGO-Nachwuchsförderpreis an Phillip Scherzl (Bild: ZVO/Sven Hobbiesiefken)
Die Abscheidung von Aluminium aus ionischen Flüssigkeiten eröffnet neue Möglichkeiten für die kontinuierliche Fertigung von Folien unterschiedlicher Dicke und Struktur für die Anwendung als Batterieelektroden. In Kombination mit der Dispersionsabscheidung kann eine höhere Verfügbarkeit für Aktivmaterialien in Batterien erreicht werden. Die Arbeit von Phillip Scherzl leistet damit einen wichtigen Beitrag zur Weiterentwicklung und Steigerung der Leistungsfähigkeit von Batteriezellen durch galvanotechnische Verfahren.
Den Heinz-Leuze-Preis für das Jahr 2024 erhielt Dr. André Egli von der riag Oberflächentechnik AG, Wängi/Schweiz, für seinen zweiteiligen Beitrag Speed matters: Whisker-Wachstum galvanischer Zinnschichten in der Zeitschrift Galvanotechnik (Ausgaben 9/2023 und 10/2023). Vergeben wird der Heinz-Leuze-Preis für eine Publikation in einer Fachzeitschrift des deutschsprachigen Raums, die sich durch eine besonders klare und didaktische Darstellung einer bedeutsamen technisch-wissenschaftlichen Problematik auszeichnet.

Übergabe des Heinz-Leuze-Preises an Dr. Egli (Mitte) durch Prof. Dr. Bund (rechts) und Klaus Decker (Bild: ZVO/Sven Hobbiesiefken)
Die Vergabe an Dr. Egli wird vom Preiskuratorium wie folgt begründet: Die Bildung von Whiskern an Zinnschichten auf Kupfersubstraten ist ein gefürchtetes Fehlerbild in elektrischen und elektronischen Systemen, das zu Kurzschlüssen mit schwerwiegenden Folgen führen kann. Dr. Egli stellt in seinem zweiteiligen Artikel sehr gut nachvollziehbar dar, dass die Fachwelt sich weitgehend einig ist, wie Whisker wachsen, das Warum jedoch sehr kontrovers diskutiert wird. In seinem didaktisch exzellent gestalteten Artikel fasst er zunächst den Stand der Forschung zusammen und bindet seine eigenen Ergebnisse in die Diskussion ein. Auf hohem wissenschaftlichem Niveau diskutiert er das Zusammenspiel von Struktur und Gefüge der galvanischen Schichten mit der Bildung intermetallischer Phasen, Korngrenzendiffusion und der Bildung von Oxidschichten. Metaphern und anschauliche Vergleiche aus dem Alltagsleben lockern den Artikel auf. Die Darstellung bleibt immer sehr gut verständlich, was die Lektüre zu einer echten Freude macht. Insgesamt hat Dr. Egli mit seinem Artikel signifikant zur Erweiterung des Wissens beigetragen. Aufgrund der klaren Diskussion von Prozess-Struktur-Eigenschaftsbeziehungen ist seine Arbeit von hohem Wert für die praktische Anwendung, wie zum Beispiel die galvanische Aufbringung von Zinnschichten auf Schaltungsträgern.
Keynote
Die Einstimmung auf die beiden Vortragstage mit ihren etwa 90 Fachvorträgen, die technisches als auch betriebswirtschaftliches, organisatorisches Fachwissen bereithielten, gelang Prof. Dr. Michael Hüther mit seinen Ausführungen zu Gesellschaft und wirtschaftliche Resilienz in Zeiten der Transformation in hervorragender Weise. Prof. Hüther kann dabei auf seine langjährigen Erfahrungen und Kenntnisse in unterschiedlichen Bereichen zurückgreifen, unter anderem als Generalsekretär des Sachverständigenrats zur Begutachtung der gesamtwirtschaftlichen Entwicklung, als Chefvolkswirt der DekaBank oder als Aufsichtsratsvorsitzender der TÜV Rheinland AG zurückgreifen.

Prof. Dr. Michael Hüther bei seinem Vortrag zur Eröffnung der Tagung (Bild: ZVO/Sven Hobbiesiefken)
Wie bereits ZVO-Vorsitzender Jörg Püttbach in seiner Eröffnung betonte, befindet sich die deutsche Wirtschaft in einem umfassenden Transformationsprozess. Die Ursachen für den dringend notwendigen Wandel beruhen dabei einerseits auf verpassten Entwicklungen der jüngsten Geschichte, aber auch auf den immer stärker werdenden Veränderungen des Klimas aufgrund der menschlichen Aktivitäten. Hinzu kommen seit kurzem noch vermehrte kriegerische Auseinandersetzungen, die die eingefahrenen Pfade der marktwirtschaftlichen Ordnung erheblich stören.
Die Wirtschaft in Deutschland und in Europa tut sich aufgrund der jahrelangen positiven Entwicklung besonders schwer, da Wirtschaft und Gesellschaft aus ihrem Wohlfühlzustand herausgerissen werden. Verstärkt wird die Situation nach Aussage von Prof. Hüther dadurch, dass jetzt erhebliche strukturelle Veränderungen notwendig werden, die sowohl hohe Finanzmittel als auch neue Arbeits- und Denkweisen erfordern. Aktuell wird die ungünstige Situation noch durch den deutlichen demografischen Wandel verstärkt. Lösungen sind also nur dann zu erwarten, wenn eine radikale Abkehr von eingefahrenen Wegen vollzogen wird. Trotz alledem sieht der Vortragende Chancen, dass die Gesellschaften in Deutschland und Europa auch diesen Wandel zu einem guten Ende bringen werden.

(Bild: ZVO/Sven Hobbiesiefken)
Fachvorträge
Zahlreiche interessante Fachvorträge, die am 12. und 13. September in sechs beziehungsweise fünf parallelen Vortragsreihen angeboten wurden, lieferten dem Fachpublikum Informationen aus verschiedensten Bereichen. Nachfolgend sowie in der nächsten Ausgabe der WOMag wird eine Zusammenfassung der zahlreichen Fachvorträge gegeben.
Zukunftsthemen
Oberflächenfunktionalisierung mit Extrem-High-Speed-Lasern
Wie Stephan Koß, RWTH Aachen Univ., Digital Additive Production, betonte, nimmt insbesondere der Einsatz von Extreme High Speed Laser Application (EHLA) in der Industrie aufgrund der technologischen Flexibilität in Bezug auf die Produktivität, der nahezu freien Materialwahl, der hohen Effizienz und der präzisen lokalen Materialabscheidung zu.
Diese Technologie ermöglicht einen präzisen Energieeintrag in das Beschichtungsmaterial und anschließend in das Substrat, so dass nahezu alle Beschichtungsstoffe (z. B. Metal Matrix Composites) verwendet und nahezu alle Materialkombinationen (z. B. Beschichtung von Aluminium mit Edelstahl, Beschichtung von faserverstärkten Polymeren mit Aluminium) hergestellt werden können. Im Gegensatz zum klassischen Laserauftragschweißen gelingt es bei EHLA, durch den Einsatz von neuer Lasertechnik das Aufschmelzen des Pulvers vor dem Auftreffen der Partikel auf die Oberfläche zu realisieren. Dadurch verringert sich die thermische Belastung des Substratwerkstoffs.

Verfahrensvergleich zwischen klassischem Laserauftragschweißen und EHLA (Bild: St. Koß)
Typische Schichtdicken in einem Durchgang variieren zwischen 20 μm und 350 μm. Die Abscheideeffizienz liegt bei bis zu 95 %, abhängig von den Prozessparametern und dem Beschichtungsmaterial. Durch die Änderung des Energieeintrags kann auch die Produktivität gesteigert werden, so kann zum Beispiel eine Flächenleistung von etwa 1300 cm2/min bei einer Laserleistung von 8 kW erreicht werden. Diese Eigenschaften erlauben es, Oberflächen auf unterschiedliche Anforderungen hin zu optimieren, zum Beispiel gezielt gegen Korrosion und Verschleiß zu schützen, tribologische Kontakte anzupassen oder Oberflächen durch additive Materialabscheidung zu strukturieren. Vorteilhaft ist zudem, dass unterschiedliche Eigenschaften kombiniert sowie eine sehr große Auswahl an Metallen oder Metallverbindungen als Schichtwerkstoff eingesetzt werden können.

Neue Technologie zur Innenbeschichtung von Zylindern mittels Laserauftragschweißen (Bild: St. Koß)
Neuere Entwicklungen befassen sich mit der Beschichtung von Kunststoffen, beispielsweise kohlefaserverstärktes Polyamid, das mit Aluminium beschichtet werden kann. Aktuell wird die Technologie in erster Linie für rotationssymmetrische Teile eingesetzt oder auch für die Reparatur von Bauteilen, wenn hohe Schichtstärken erforderlich sind. Ebenfalls neu und interessant ist die Technologie zur Innenbeschichtung von Zylindern.
Lokales Anodisieren mit koaxialem Elektrolytstrahl
Dr. Roy Morgenstern, Technische Universität Chemnitz, Professur Werkstoff- und Oberflächentechnik, befasste sich in seinem Vortrag mit dem Prozess des Anodisierens mit koaxialen Elektrolytstrahl unter Einsatz von Schwefelsäure, um mit hoher Schichtbildungsrate Oberflächen für tribologische Anwendungen herzustellen.
Das spezielle Verfahren der anodischen Oxidation mit Elektrolytstrahl eignet sich für die energie- und ressourceneffiziente, lokal begrenzte und abdeckungsfreie Oberflächenfunktionalisierung von Aluminiumlegierungen. Die Ummantelung des Elektrolytstrahls mit deionisiertem Wasser in einer Koaxialanordnung ermöglicht aufgrund der Verdünnung der abfließenden Säure sowohl eine stärkere Lokalisierung der Schichtbildung als auch die sichere Verwendung vergleichsweise aggressiver, schwefelsaurer Elektrolyte, die sich durch hohe Schichtbildungsraten bei relativ geringen Prozessspannungen auszeichnen. Gearbeitet wurde hierfür mit 20-prozentiger Schwefelsäure für zehn Minuten mit Prozessspannungen zwischen 10 V und 60 V auf der Legierung EN AW-7075 T6.
Mithilfe der Koaxialanordnung konnten kompakte Oxidbereiche mit selbstorganisiertem Porenwachstum und Dicken von mehr als 50 µm erzeugt werden. Dabei war die Bildung der Schichten innerhalb eines Durchmessers von wenigen Millimetern lokalisiert. Die Prozessspannung und folglich Schichtbildungsrate werden durch Erscheinungsformen des Anbrennens im Zentrum der anodisierten Fläche begrenzt. Die Schichtschädigung führt zu einer abnehmenden Oberflächenhärte oberhalb einer Prozessspannung von 30 V bis zu großflächigen Abplatzungen bei 60 V. Im Spannungsbereich zwischen 25 V und 30 V ermöglicht der Anodisierprozess mit koaxialem Freistrahl die lokalisierte Herstellung von anodischenr Oxidschichten mit hoher Schichtbildungsrate und gegenüber konventionellem Hartanodisieren überlegener Oberflächenhärte.
Bauteilsauberkeit von Verbindungselementen für die E-Mobilität
Unter Bauteilsauberkeit wird generell die Einhaltung von Grenzwerten bezüglich der Kontamination mit unerwünschten Stoffen auf der Oberfläche verstanden. Im Allgemeinen werden hier laut den Ausführungen von Dr. Bjoern Dingwerth, MacDermid Enthone GmbH, Partikel bestimmter Größenklassen und entsprechende Grenzwerte, angegeben als Anzahl Partikel in einem repräsentativen Oberflächensegment, betrachtet.
Die Relevanz der Bauteilsauberkeit rückte mit dem Aufkommen von Diesel-Direkteinspritzsystemen Ende der 1990er und Anfang der 2000er Jahre schlagartig in den Fokus, da Partikel, die in die filigranen Einspritzdüsen gelangten, zum Problem wurden. Mit entsprechenden Grenzwerten und Maßnahmen zur Einhaltung der Sauberkeit beziehungsweise der tolerierbaren Verschmutzung wurde dem erfolgreich begegnet.
Der aktuell laufende Paradigmenwechsel in der Mobilität vom Verbrenner hin zu Elektroantrieben hat Auswirkungen auf Verbindungselemente im Allgemeinen und insbesondere auf die technische Sauberkeit dieser Elemente. Mit einem weiter zunehmenden Anteil elektrischer Antriebe wächst die Erfahrung im Einsatz, und es zeigt sich erneut die Relevanz der Bauteilsauberkeit für die Zuverlässigkeit der zugrundeliegenden Systemkomponenten. Im Hinblick auf die Bauteilsauberkeit werden demzufolge neue Verfahren entwickelt und in die Praxis eingeführt, die zum Erreichen der aktuellen Anforderungen in der Elektromobilität besonders geeignet sind.
Funktionsschichten
Abscheidung von Kobalt-Eisen und Eisen-Nickel
Die von Dr. Adriana Ispas, Technische Universität Ilmenau, vorgestellten Schichten aus Kobalt-Eisen und Eisen-Nickel erfahren aufgrund ihrer magnetischen Eigenschaften hohes Interesse. Solche Schichten dienen unter anderem als Grundwerkstoff für elektronische Datenspeicher. In Zukunft könnten sie zudem für die Elektrotechnik in Elektrofahrzeugen oder in Generatoren zur Stromerzeugung zum Einsatz kommen.
Eine Besonderheit bei der Kobaltabscheidung ist, dass Elektrolyte mit pH-Werten unter pH 5 fcc-Kristalle bilden und bei pH > 5 hcp-Kristalle. Dies wiederum hat auch Einfluss auf deren magnetische Eigenschaften. Ebenso starke magnetische Unterschiede ergeben sich aus der Zusammensetzung von Legierungen, wie Beispiel bei Eisen-Nickel-Kobalt. Des Weiteren beeinflussen Zusätze wie Saccharin oder Citrat im Elektrolyten beispielsweise die Korngröße der Abscheidung, wodurch Änderungen bei den magnetischen Eigenschaften zu erwarten sind.
Abgeschiedene Kobalt-Eisen-Schichten wurden thermisch bei Temperaturen bis zu 800 °C behandelt. Dabei zeigt es sich, dass bei etwa 500 °C ein Wandel bei den Eigenschaften auftritt. Zurückzuführen ist dies auf eine Erhöhung der Kristallordnung, die wiederum die magnetischen Eigenschaften verändert. Darüber hinaus wird die Korngröße der Schichten durch den verwendeten Zusatz (Natriumsulfat, Ammoniumchlorid, Ammoniumsulfat oder Citrat) deutlich verändert. Daraus folgen wiederum Änderungen bei den magnetischen Eigenschaften.
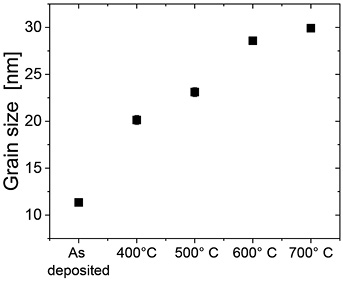
Änderung der Korngröße der abgeschiedenen Kobalt-Eisen-Schichten in Abhängigkeit von der Wärmebehandlungstemperatur (Bild: A. Ispas)
Die selben Untersuchungen wurden bei Eisen-Nickel-Schichten durchgeführt. Auch hier zeigt die Morphologie Unterschiede aufgrund der eingesetzten Zusätze. Bei diesem Elektrolyten lag der Fokus auf der Rolle von Natriumcitrat und Saccharin als Zusatz. Mit der elektrochemischen Quarzmikrowaage konnte die Stromausbeute der Schichtabscheidung in-situ bestimmt werden. Die kathodische Stromausbeute liegt für Abscheidungen aus diesen Elektrolyten in der Regel über 90 %. Durch den gleichzeitigen Zusatz von Saccharin und Citrat ergab sich eine deutlich geringere Stromausbeute im Gegensatz zum Elektrolyten, dem ausschließlich Saccharin zugegeben wurde. Im Elektrolyten mit Citronensäure wurde die höchste Sättigungsmagnetisierung erreicht. Nicht eindeutige Auswirkungen wurden bei der Temperatur des eingesetzten Elektrolyten gemessen.
Reibung und Antihaftung bei Nickeldispersionsschichten
Neben der galvanischen Verchromung, die durch die Einschränkung bei der Nutzung von sechswertigen Chromverbindungen eine deutliche Veränderung erfahren hat, stehen Dispersionsschichten mit PTFE-Partikel nun ebenfalls unter einem vermutlichen Änderungsdruck. Grund ist die Reduzierung des Einsatzes von PFAS-Substanzen, zu denen PTFE zählt, sowie der für das Dispergieren benötigte PFAS-Tenside. Mit diesem Thema befasst sich Alfadil Mohammedbrhan, riag Oberflächentechnik AG. Seiner Kenntnis nach sind derzeit für PTFE keine geeigneten Alternativen bekannt, lediglich PFAS-Tenside sind substituierbar.
Außenstromlos abgeschiedene Nickel-Dispersionsschichten mit eingelagertem PTFE zeichnen sich durch einen niedrigen Reibungskoeffizienten (Coefficient of Friction, CoF) und gute Antihafteigenschaften aus; die bewährte gleichmäßige Schichtdickenverteilung von Chemisch-Nickel-Schichten bleibt erhalten. Aus diesem Grund finden diese Dispersionsschichten vielfältige Anwendung.
Für die Herstellung und Stabilisierung der Dispersion einerseits sowie für die Mitabscheidung beim Vernickeln anderseits werden Tenside benötigt, die mit dem verwendeten PTFE-Pulver kompatibel sein müssen. Fluor-Tenside erfüllen diese Eigenschaften in idealer Weise, sie sollen aber den Ausführungen des Vortragenden zufolge im Rahmen des PFAS-Beschränkungsvorschlags ECHA/NR/23/01 verboten, mindestens aber deren Anwendung reglementiert werden. Als mögliche Alternative für die bisher genutzten Systeme zur Abscheidung von Nickel-PTFE kommt ein System in Betracht, bei dem PTFE ohne Einsatz eines Tensids mit PFAS verwendet wird. Als besonderer Vorteil ist zu verzeichnen, dass ein höherer Anteil an PTFE (bis 30 %) eingebaut werden kann. Zu berücksichtigen ist hierbei, dass die Strömung an der Kathode einen Einfluss auf die Einbaurate hat. Keinen Unterschied zeigen Schichten mit oder ohne Tenside auf Basis von PFAS. Neben der höheren Einbaurate an PTFE weisen die Schichten aus den neuen Elektrolytsystemen eine geringere Rauheit auf.

Änderung der Abscheidegeschwindigkeit und der Einbaurate für PTFE in Abhängigkeit von der Elektrolytzusammensetzung, des pH-Werts, der Elektrolyttemperatur und des Elektrolytalters (Bild: A. Mohammedbrhan)
In der Praxis ergeben sich durch unterschiedliche pH-Werte Änderungen der Einbaurate. Die Abscheidegeschwindigkeit verringert sich mit sinkendem pH-Wert und mit sinkender Elektrolyttemperatur. Die Gleiteigenschaften sind maßgeblich vom PTFE-Gehalt in der Schicht abhängig, wobei auf einen Maximalwert des Einbaus zu achten ist. Bei Gehalten von deutlich über 30 % nimmt die mechanische Festigkeit der Schicht ab. Einen leichten Anstieg zeigen die Antihafteigenschaften, ausgedrückt durch den Kontaktwinkel, mit steigendem PTFE-Gehalt der Schicht.
Sensorbrennstoffzellen mittels 3D-Druck und Galvanotechnik
Für die Weiterentwicklung der Brennstoffzellentechnik werden kleine, kostengünstige, flexibel auslegbare und einfach handhabbare Sensorbrennstoffzellen benötigt. Zu deren Entwicklung und Herstellung eignen sich additive Fertigungsverfahren in Kombination mit Galvanotechnik zur Erzeugung der metallischen Aktivflächen. Miriam Dürr, fem Forschungsinstitut Edelmetalle und Metallchemie, Schwäbisch Gmünd, beschrieb in ihrem Vortrag die Herstellung von Sensorbrennstoffzellen, mit denen sowohl die Entwicklung erleichtert werden soll als auch die bestehenden Brennstoffzellen auf ihre Qualität hin geprüft werden können. Diese Sensorbrennstoffzellen müssen flexibel und kostengünstig herstellbar sein.
Die additive Fertigung gewährleistet die erforderliche Flexibilität bei geringen Kosten. Als Fertigungsschritte erfolgen nach dem Erzeugen des Grundkörpers, zum Beispiel aus dem Kunststoff PA12, eine mechanische Oberflächenbearbeitung (glätten) sowie eine galvanische Metallisierung. Der Kunststoff PA12 besitzt eine gute chemische und thermische Beständigkeit. Die mechanische Glättung wird am einfachsten durch Trowalisieren mit Glasperlen sowie durch chemische Glättung erzielt.
Für die Beschichtung der Zelle wurde bei den bisherigen Arbeiten ein mehrstufiger Prozess aus ALD, Elektronenstrahlverdampfen sowie einer galvanischen Metallabscheidung genutzt. Partielle Beschichtung wird durch Aufbringung einer Maskierung realisiert. Die galvanische Schicht muss aus einem korrosionsbeständigen Metall bestehen, wobei sich hierfür sowohl eine chemische als auch eine galvanische Abscheidung eignen.
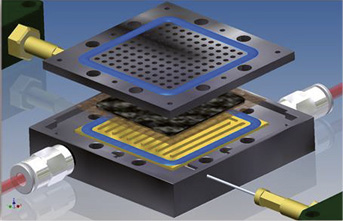
CAD-Modell einer Test- beziehungsweise Sensorzelle als Funktionsmuster (Bild: M. Dürr)
Gute Ergebnisse werden durch die Kombination aus chemischer und galvanischer Abscheidung auf einer chemisch geglätteten Oberfläche erzielt. Die chemische Beschichtung gewährleistet eine vollständige Bedeckung auch der komplexen Geometrien; aufgrund der geringen Abscheidegeschwindigkeit sind jedoch nur Schichtdicken von wenigen Mikrometern (bzw. unter 1 µm) sinnvoll. Die galvanische Beschichtung besteht aus etwa 30 µm Kupfer (Einebnung) sowie circa 5 µm Nickel und 1-2 µm Gold als Endschicht. Die hohen Schichtdicken aus Kupfer, Nickel und Gold weisen eine deutliche bessere elektrische Leitfähigkeit auf, als eine lediglich aus Nickel und Gold bestehende Schicht.
Ternäre Legierung mit hohem Phosphorgehalt
Hans-Joachim Kraft, MacDermid Enthone, stellte ein neues Verfahren zur chemischen Abscheidung von Nickel-Phosphor-Zinn vor. Die damit hergestellten Schichten verfügen über eine hohe Korrosionsbeständigkeit bei gleichzeitig robustem Prozess und geringerem Metallgehalt im Elektrolyten. Damit lassen sich die Kosten des Verfahrens senken. Nickelschichten mit hohem Phosphorgehalt (> 10,5 %) besitzen eine wesentlich höhere Korrosionsbeständigkeit als solche mit geringerem Phosphorgehalt. Die Korrosionsrate einer Schicht mit über 10,5 % Phosphor beträgt lediglich 50 µm pro Jahr, wogegen eine mit 3 % bis 6 % Phosphor bis zu 2500 µm pro Jahr betragen kann.
Neben dem ternären Stoff in der Legierung Nickel-Zinn-Phosphor spielt für die Beständigkeit der Schichten ein neuartiges Additivsystem eine wichtige Rolle. Die Abscheidegeschwindigkeit erreicht zu Beginn Werte von etwa 18 µm/h und sinkt bei zunehmender Nutzungsdauer (4 MTO) auf etwa 10 µm/h ab. Vorteilhaft ist, dass die inneren Spannungen während der gesamten Nutzungsdauer Druckspannungen sind und sich nur geringfügig ändern. Druckspannungen steigern nach Aussage des Vortragenden die Haftung auf dem Substrat. Der Zinngehalt der Legierung liegt bei knapp 2 % und erfordert keine zusätzlichen Additive im Elektrolyten. Die Härte der Schicht liegt im Zustand der Abscheidung bei 450 HV100 bis 500 HV100. Durch Tempern bei 400 °C lassen sich diese auf Werte bis zu 900 HV100 steigern. Entsprechend kann die Verschleißbeständigkeit durch Tempern gesteigert werden.
Die Korrosionsbeständigkeit wird im Allgemeinen mittels Salpetersäuretest geprüft, bei dem die Zeit bis zum Erreichen eines bestimmten Zustands als Maßzahl gilt. Neue Elektrolyte ergeben mehr als 4 min im Test und die Werte sinken bei 4 MTO auf mehr als 2 min. Sehr vorteilhaft ist die Tatsache, dass porenfreie Schichten auch bei Dicken von deutlich unter 12,5 µm erreicht werden. Damit lassen sich die Schichtdicken von üblicherweise etwa 15 µm auf Dicken von etwa 5 µm senken, ohne Einbußen bei der Beständigkeit hinnehmen zu müssen. Der übliche Industriestandard nach NSS-Test wird bei etwa 25 % der bisher gebräuchlichen Schichtdicke erreicht. Durch das neue System zur Abscheidung von Nickel-Zinn-Phosphor werden die Beschichtungen kostengünstiger, da bei deutlich geringerer Schichtdicke die erforderlichen Eigenschaften (Korrosion, Verschleiß) erreicht werden.
Cyanidfreier Elektrolyt für dicke Silberschichten
Die Entwicklung von neuen, umweltfreundlichen Elektrolyten, insbesondere in der Edelmetallabscheidung, ist Forschungsgegenstand in der Galvanotechnik. Ein Thema, mit dem sich Dr. Christoph Baumer, Technische Universität Ilmenau, beschäftigt ist die Entwicklung eines cyanidfreien Elektrolyten zur Abscheidung von dicken Silberschichten.
Dicke Silberschichten von mehr als 20 µm bis zu 250 µm lassen sich mit kommerziell erhältlichen Verfahren ohne Cyanid nicht herstellen, sind aber in der Elektrotechnik von größerem Interesse. Um geeignete, cyanidfreie Systeme verfügbar zu machen, wurde zunächst umfangreich nach alternativen Komplexbildnern gesucht und es wurden einige viel versprechende Verbindungen identifiziert. Die Verwendung neuartiger Komplexbildner erfordert allerdings eine gänzlich neue Formulierung des Elektrolyten. Additive, Leitsalze und Puffer müssen neu konzipiert werden. Für die entsprechende Untersuchung des Abscheidemechanismus und der Wirkungsweise der Zusätze wurde auf klassische Methoden zurückgegriffen. Die optimale Zusammensetzung des Grundelektrolyten wurde anhand der Erkenntnisse aus der potentiometrischen Titration definiert.
Es zeigt sich, dass bei cyanidfreien Elektrolyten raue Schichten auftreten oder eine verringerte Haftfestigkeit auf Nickel besteht. Grundsätzlich können cyanidfreie Elektrolyte bei niedrigem pH-Wert (< 2) oder im alkalischen Bereich (pH 9–12) betrieben werden. In diesen Systemen ergeben sich hohe Differenzen des Nernstpotentials, das ausgeglichen werden muss, um haftfeste Beschichtungen zu erlangen; das heißt, die Silberionen müssen komplexiert werden. Dazu wurden einige mögliche Komplexbildner untersucht, wie zum Beispiel Thiole, Amine, Phosphonsäuren, Imide, Aminosäuren oder Carbonsäuren. Gute Ergebnisse sind zum Beispiel mit Dimethylhydantoin (pH 10) zu erwarten. Allerdings ist bei diesem System die maximal mögliche Stromdichte sehr gering. Die Makrostreufähigkeit ist bei alkalischem und saurem System in etwa vergleichbar, aber schlechter als bei cyanidischen Verfahren.
Im Weiteren wurde untersucht, welche Glanzadditive für cyanidfreie System geeignet wären, wie beispielsweise Butendiol oder Cystein, durch die sich die Mikrostreufähigkeit beeinflussen lassen sollte. Die Ergebnisse bezüglich Mikrostreufähigkeit sind bisher nicht zufriedenstellend, wobei vier Zusätze an Elektrolyten untersucht wurden. Nachteilig ist unter anderem die sinkende Haftfestigkeit bei den getesteten Elektrolyten. Eventuell aussichtsreich wären kombinierte Einsätze von alkalischen und sauren Systemen.
Technologien und Verfahren für eine optimale Nachhaltigkeit
Nachhaltigkeitsaspekte bei Versiegelungen
Nachhaltigkeitsthemen spielen in den verschiedensten Industrien eine immer größere Rolle, sei es beim Einsatz bestimmter Chemikalien oder Energie- und Ressourcen. Dr. Michael Schem, MacDermid Enthone Industrial Solutions, beleuchtete verschiedene Aspekte von Anforderungen nachhaltigen Wirtschaftens, bezogen auf den Themenbereich Versiegelungen und Topcoats und legte dabei den Fokus auf neue Märkte.
Technische und wirtschaftliche Aspekte der Trocknung
Kosteneinsparungen und fleckenfreie Trocknung sind Dauerthema in der Oberflächentechnik. Norbert Fessler, safedry, ging in seinem Vortrag neben technischen und wirtschaftlichen Aspekten der Trocknung auf die physikalischen Grundlagen des Trocknens ein. Wichtige Parameter der Trocknungsgeschwindigkeit sind die Temperatur, Luftfeuchtigkeit, Luftdruck und Luftgeschwindigkeit. Weitere Kenngrößen einer effizienten Trocknung betreffen den Energiefluss einer Trocknungsanlage (Materialerwärmung, Konvektion, Wasserverdunstung, Wärmeverluste des Trockners). Daraus leitete er die Rahmenbedingungen für ein Trocknungssystem ab, zu denen die Abwärmenutzung der Ventilatoren, die Art der Heizung, Isolierungen des Trockners, Tropfenabscheider, Luftentfeuchtung oder Ausstattung mit Deckelsystemen zählen. Aus der Aufstellung der anfallenden Kosten für die Trocknung, beginnend bei den notwendigen manuellen Arbeiten bis zu den Betriebskosten, zeigte der Vortragende die Möglichkeiten zur Minimierung der Kosten auf.
Perfekt getrocknete Oberflächen – energieeffizient und staatlich gefördert
Ebenfalls mit dem Thema Trocknen in der Oberflächentechnik befasst sich Reinhold Specht von der Harter GmbH. Seinen Worten zufolge ist die Trocknung vielerorts das Nadelöhr in der Fertigung, denn herkömmliche Heißlufttrockner bringen innerhalb vorgegebener Taktzeiten oft nicht den gewünschten Erfolg hinsichtlich der Trocknungsqualität. Und nicht selten verbraucht der Trockner viel Energie. Deshalb lohnt sich der Blick auf ein alternatives Trocknungsverfahren, das als förderfähige Technologie eingestuft wurde: die Kondensationstrocknung auf Wärmepumpenbasis, mit der sich laut Specht bis zu 85 % Energie und Kohlenstoffdioxidemissionen einsparen lassen.
Durch einen physikalisch alternativen Ansatz hebt sich diese Art der Trocknung von herkömmlichen Verfahren ab. Durch die Entfeuchtung mit extrem trockener Luft im energetisch geschlossenen System und gezielter Luftführung werden Produkte schnell, sicher und energiesparend getrocknet. Die Trocknung findet in einem variablen Temperaturbereich von 40 °C bis 75 °C statt, je nach Bauteil und Prozess. Das Verfahren ist flexibel einsetzbar – für Batchbetrieb oder kontinuierliche Anwendungen. Neben Chargentrocknern wie Gestelltrockner setzt Harter auch die Trocknung von Schüttgütern direkt im Behältnis um. Und auch die Trocknung von industriellen Schlämmen aus der Abwasserreinigung gehört zum Portfolio.
Recycling von Beizlösungen beim Feinbeizen von Leiterplatten
Wenn die beim Feinbeizen von Leiterplatten verwendete Beizlösung mehr als 20 g/L Kupfer enthält, verliert die Beizlösung ihre Wirkung und muss durch frische Beizlösung ersetzt werden. Die verbrauchte Beizlösung wird der Abwasserbehandlung zugeführt. Dr. Jens Krümberg, Eilenburger Elektrolyse- und Umwelttechnik GmbH, stellte in seinem Vortrag eine Technologie vor, mit der das in der Beizlösung enthaltende Kupfer als Metall aus der Lösung entfernt und somit zurückgewonnen wird und gleichzeitig das zu Natriumsulfat (Na2SO4) reduzierte Natriumperoxodisulfat durch ein elektrochemisches Verfahren mittels diamantbeschichteter Anoden zu Natriumperoxodisulfat reoxidiert wird. Das Verfahren ist auch für Beizlösungen auf der Basis Tripelsalz anwendbar. Der wirtschaftliche und auch der Umwelt schonende Effekt besteht darin, dass die Beizlösung recycelt wird und dabei bis zu 90 % des Natriumperoxodisulfat oder des Tripelsalzes eingespart werden können. Darüber hinaus entsteht wiederverwendbares metallisches Kupfer in Form von Kupferanoden.
Abscheideprozesse mit Rückführspüle
Dr. Eckart Giebler, Collini GmbH, befasste sich in seinem Vortrag mit der Konzentrationssteuerung und Stoffverlusten in Abscheideprozessen mit Rückführspüle (auch als Sparspüle bezeichnet), also der ersten Spüle nach einem galvanischen Beschichtungsprozess. Aus dieser Spüle wird Spüllösung in den Beschichtungsprozess zurückgeführt. Dadurch werden dem Prozess wertvolle Stoffe wieder zugeführt und deren Verschleppung ins folgende Spülsystem verhindert. Wie Dr. Giebler betonte, ist eine Metalleinsparung durch die Rückführung in vielen Fällen stark limitiert.
Ein mathematisches Modell von Abscheideprozess und Rückführspüle dient zur Analyse der stofflichen Verhältnisse im Rückführprozess. Dieses lässt erkennen, dass die sich im Prozess einstellende Metallkonzentration von der Verschleppung und der Rückführung abhängt. Wird entsprechend der natürlichen Verdunstung vollständig zurückgeführt, stellt sich stationär eine natürliche Metallkonzentration ein. Ist diese Konzentration höher als die Sollkonzentration, bedeutet das einen nicht erwünschten Anstieg der Metallkonzentration. Diesem Anstieg kann durch Verwurf aus dem Prozess oder aus der Rückführspüle entgegengewirkt werden. Daraus folgt, dass die Drosselung der Rückführung eine elegante Alternative sein kann, und damit eine einfache Steuergröße zur Absenkung der Metallkonzentration.

Minimierung von Materialeinsatz und Stoffverlust in galvanischen Systemen (Bild: E. Giebler)
Jedoch ist die Minimierung der Metallverluste unabhängig von der Steuerung der Metallkonzentration zu betrachten. Je nach Festlegung der Sollkonzentration ergibt sich für einen Rückführprozess ein Überschuss- oder ein Defizitbetrieb. Im häufig auftretenden Überschussbetrieb kann das sich anreichernde Metall durch Verwurf aus dem Prozess oder aus der Rückführspüle oder durch Drosselung der Rückführung entzogen werden. Aber in allen drei Fällen ist das Metall für den Prozess verloren und muss durch Abwasserbehandlung entfernt werden. Der einzige Weg, um Metallverluste zu minimieren, ist die Verringerung der Differenz zwischen anodischer und kathodischer Stromausbeute.
Entwicklung und Optimierung von elektrokatalytischen Elektroden
Elektrokatalytische Elektroden spielten eine lange Zeit keine nennenswerte Rolle in der Galvanotechnik, wie im Vortrag von Christian Kurrle, Umicore Galvanotechnik, und Marvin Wagner, BIA, einführend betont wurde. Erst mit der Anwendung der dekorativen Verchromung unter Einsatz von Elektrolyten auf Basis von Chrom(III)verbindungen wurde der Bedarf an Anoden mit Shielding erforderlich, um die Organik im Elektrolyten zu schützen, die beispielsweise für die Glanzbildung bei der Abscheidung unerlässlich ist. Als Ursache des Effekts wurden unbeschichtete Schnittkanten der Anode und unbeschichtete Stromzuführungen identifiziert. Als Lösung wurden vorgefertigte Anoden erkannt, bei denen kein freies Titan im Elektrolyten vorliegt. Ein weiterer Schritt war die Verbesserung der Lebensdauer der Anoden durch einen dickeren Topcoat. Doch dies führte zu höherem Widerstand und verkürzte die Lebensdauer drastisch.
Gemeinsam mit Partnern und Herstellern von Elektrolyten wurden Anoden und Prozesse optimiert. Als eine der Herausforderungen gilt der steigende Preis für Iridium, das in der Anodenbeschichtung benötigt wird. Inzwischen liegen nach Aussage der Vortragenden Anodenausführungen vor, die die Erfordernisse der Beschichtungsbetriebe in allen Belangen erfüllen.
Kathodischer Korrosionsschutz
PFAS-Verbot in Zinklamellenbeschichtungen – Auswirkungen für die Lieferkette
Die Vortragsreihe mit Schwerpunkt Korrosionsschutz eröffnete Tomislav Maric, MKS Atotech, mit einer Darstellung der Herausforderungen und Auswirkungen des Verbots von PFAS für Zinklamellenbeschichtungen auf die gesamte Lieferkette. Die perfluorierten Chemikalien zeichnen sich durch ihre hohe Beständigkeit aus, was aber auch bedeutet, dass sie in der Natur nicht abgebaut werden und so in Lebewesen angereichert werden. Eingesetzt werden die künstlich hergestellten Verbindungen in breitem Maße als Inhaltsstoffe in Antihaftmittel, Reinigungsmittel, Kleidung, Löschmittel oder Dichtungsstoffen. Zu finden sind PFAS vor allem in Trinkwasser und Fleisch oder Fisch. Um die weitere Verunreinigung in der Natur zu unterbinden, legte die Europäische Chemikalienagentur ECHA Anfang 2023 einen Vorschlag für eine Beschränkung von PFAS vor. Soweit keine erheblichen Einwände vorgelegt werden, soll diese Maric zufolge 2025 in Kraft treten mit einer Übergangsfrist und vollständiger Umsetzung bis 2027. Aufgrund einer hohen Zahl an eingegangenen Kommentaren wurde entschieden, die Prüfung (RAC und SEAC) chargenweise vorzunehmen. In den USA ist die Prüfung der Verwendung von PFAS bereits 2021 im Rahmen einer Roadmap im Gange. Ähnlich agieren die Regierungen in Asien.
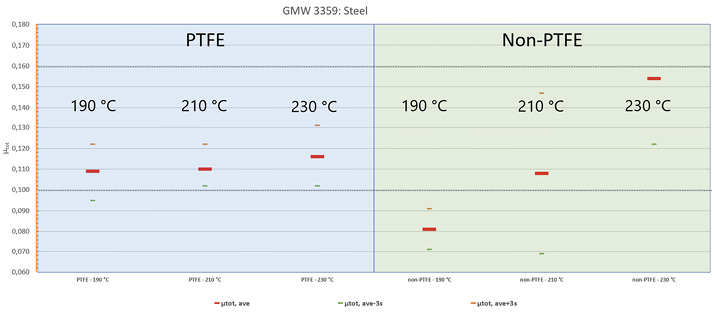
Thermischer Einfluss auf die Schmiereigenschaften von Zinklamellenschichten mit Topcoat auf Schrauben (Bild: T. Maric)
In Zinklamellenbeschichtungen fungiert PFAS (in Form von PTFE) als Schmierstoff, da aufgrund seiner hohen thermischen Stabilität die Schmierwerte in einem breiten Temperaturfenster (Einbrenntemperatur) konstant gehalten werden können. Als Alternative wurden Beschichtungen ohne PFAS entwickelt, die für verschiedene Einsatzfälle die erforderlichen Eigenschaften besitzen. Die neuen Systeme befinden sich aktuell in der Einführungsphase. Allerdings kommen die Beschichtungen nach den Erfahrungen des Vortragenden mit kontaminierten Stoffen in Berührung, die in die Beschichtung aufgenommen werden, wie beispielsweise kontaminiertes Wasser oder Anlagen und vorhergehende Bearbeitungen, so dass trotzdem von Fall zu Fall PFAS enthalten sein können.
Galvanische Abscheidung von Aluminium-Zink
Aluminiumlegierungen zeichnen sich durch gute Korrosionsbeständigkeit aus und erlauben hierdurch den Schutz von anderen Metallen, wobei die Eigenschaft des kathodischen Korrosionsschutzes insbesondere von Stählen von Interesse ist. Um eine Beschichtung zu ermöglichen, ist der Einsatz von aprotischen Systemen erforderlich, mit denen sich Andreas Waibel, Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, befasst. Er stellte in seinen Ausführungen ein Elektrolytsystem zur Abscheidung von Aluminium-Zink vor. Aluminium-Zink ist vor allem als Ersatz von Kadmiumschichten der Luft- und Raumfahrt von Interesse.
Im Gegensatz zu reinem Aluminium hat Aluminium-Zink den Vorteil, dass die Legierung keine stark hemmende Passivschicht aufweist. Die Abscheidung aus aprotischen Lösungen muss unter Schutzgas erfolgen, da die Lösemittel empfindlich gegen Luft und Feuchtigkeit sind. Alternativen sind ionische Flüssigkeiten, die allerdings sehr kostenintensiv in der Herstellung sind. Einfacher herstellbar sind stark eutektische Lösemittel, die derzeit jedoch noch wenig untersucht sind.
Waibel hat zur Abscheidung Toluol mit Aluminiumchlorid, Lithiumchlorid und Zinkchlorid verwendet. Damit lassen sich Abscheidestromdichten bis 2 A/dm2 erreichen. Für das System wurden die verfügbaren Parameter wie Hydrodynamik, Komplexbildner, Anoden oder organische Additive optimiert, um gleichmäßige Abscheidungen zu erzielen. Einen starken Einfluss hat die Art der verwendeten Anoden; in Betracht kommen getrennte Aluminium- und Zinkanoden sowie Aluminium-Zink-Legierungen, wobei eine Legierungsanode besser zu handhaben ist. Nachteilig ist jedoch der stark schwankende Zinkgehalt im Elektrolyten.
Abgeschieden werden Schichten mit Zinkgehalten zwischen 10 % und 15 %. Geringere Schwankungen der Zusammensetzung werden mit Einzelanoden erreicht, wobei hier der Prozessaufwand höher ist. Die Abscheidegeschwindigkeit beträgt etwa 0,2 µm pro Minute. Die Härte der Schicht liegt bei etwa 100 HV. Bei Gehalten von 1 % bis 30 % Zink ergeben sich kompakte und geschlossene Schichten. Bei einem Gehalt von 4 % Zink und mehr zeigen die Schichten ein gutes Verhalten als kathodischer Korrosionsschutz, vergleichbar zu Kadmium. Allerdings muss die Eigenkorrosion der Schichten noch verbessert werden.
Für eine Versuchsanlage in Richtung einer Produktion wurden Behälter aus PEEK mit PFA-Rohrsystem eingerichtet. Damit wurden Verbindungselemente beschichtet, die Verbesserungen im Hinblick auf die Streufähigkeit zeigen. Zudem wird derzeit daran gearbeitet, die Passivierbarkeit zu verbessern. Die Forschungsarbeiten werden im Rahmen von Forschungsprojekten aus dem Bereich Luftfahrtforschung (LuFo) durchgeführt.
Weiße Schleier auf Zink-Nickel – Eigenschaften und Zusammenhängen
Zink-Nickel-Beschichtungen in Verbindung mit einer leistungsstarken Passivierung werden häufig eingesetzt, um den anspruchsvollen Standards der Automobilindustrie gerecht zu werden. Obwohl diese Kombination Vorteile wie hohe Stromausbeute und schnelle Beschichtungsgeschwindigkeit bietet, stört nach Aussage von Katrin Krüger, Atotech Deutschland, das frühzeitige Auftreten eines optischen Defekts im Salzsprühtest, bekannt als White Haze oder weißer Schleier. Dieser erscheint recht kurz nach dem Kontakt mit feuchter Luft und bleibt lange Zeit unverändert, bis Weißrost als kathodischer Korrosionsschutz einsetzt. Er beeinträchtigt eindeutig das dekorative Erscheinungsbild der Teile.
Die größte Herausforderung bei der Klärung der Erscheinung besteht darin, die sehr dünn erscheinende Schicht von nur wenigen Nanometern zu untersuchen. Dazu wurde ein statistischer Ansatz verwendet, der durch Planung und Datenanalyse mit der JMP-Software unterstützt wurde. Untersuchungsmethoden wie SEM/EDX, Ramanspektroskopie, XRD oder XPS mit Tiefenprofilierung lieferten wichtige Informationen über die chemische Zusammensetzung der Schicht und der Korrosionsprodukte. Die Untersuchungen zeigen den Unterschied zwischen Weißschleier und Weißrost, die Hauptfaktoren, welche die Bildung von Weißschleier beeinflussen und lassen Rückschlüsse auf den Mechanismus der Weißschleierbildung zu.
Von der Prozessüberwachung zur Produktqualität
Optische Inline-Messtechnik
Bei der Produktion von Bauteilen oder Bandware kommt es nicht selten zu Oberflächendefekten, wobei bereits minimale Defekte die Funktion eines Produkts beeinträchtigen oder zu Problemen bei der weiteren Verarbeitung führen können. Am Fraunhofer-Institut für Physikalische Messtechnik IPM wurde ein optisches Messsystem, vorgestellt von Andreas Hofmann, entwickelt, mit dem die Qualität von Bauteiloberflächen im Produktionstakt geprüft werden kann.
Hierbei handelt es sich um ein Freifallsystem, mit dem eine weitgehend typenunabhängige Inspektion von Bauteilen ohne zusätzliches Handling bis zu einer Größe von 200 mm durchgeführt werden kann. Das Bauteil wird im freien Fall durch die Inspektionskugel von vielen Kameras gleichzeitig inspiziert. Größere Bauteile werden in einem Inspektionstunnel ebenfalls von mehreren Kameras erfasst. Geometrische Abweichungen, Oberflächenfehler oder Beschichtungen beziehungsweise Verschmutzungen lassen sich damit erkennen. Nahezu alle Bauteile lassen sich mit diesem System aufgrund ihrer individuellen Oberflächenstruktur wiedererkennen. Für den Einsatz in der Praxis wird das System trainiert, wobei auf CAD-Daten der Teile zurückgegriffen wird.
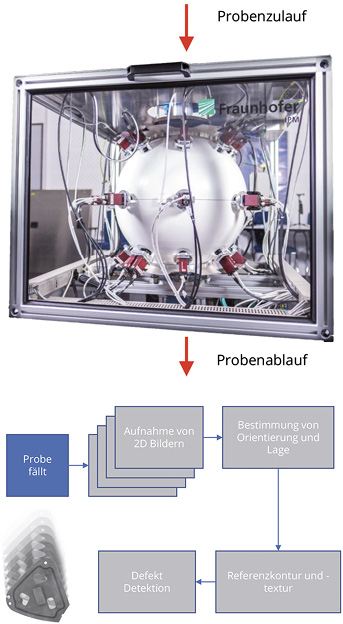
System zur Prüfung von Bauteildaten im freien Fall (Bild: A. Hofmann)
In weiteren Entwicklungsarbeiten wird der Einsatz von Künstlicher Intelligenz (KI) geprüft. Diese soll die Erkennung von Anomalien bei komplexen Teilen möglich machen. Damit könnte dann der Prüfumfang ausgedehnt werden und würde Arbeiten wie das Sortieren/Identifizieren, Prüfung von Oberfläche, Maßhaltigkeit, Reinheit und Beschichtungsdaten umfassen.
Alternative Anodenmaterialien in ED-XRF-Messgeräten
Röntgenquellen in ED-XRF-Messgeräten sind häufig mit Wolfram (W) als Anodenmaterial ausgestattet, da Wolfram sowohl über eine exzellente chemische und thermische Langzeitstabilität verfügt als auch aufgrund seiner hohen Ordnungszahl ein sehr intensives und universell einsetzbares Anregungsspektrum liefert, das sich für viele Applikationen in der Schichtdickenmessung sowie in der Analytik als vorteilhaft erweist. Bei einzelnen Anwendungen kommt es aber nach Aussage von Dr. Cay-Uwe Pinnow, Helmut Fischer GmbH, zu Limitierungen aufgrund der charakteristischen Linien des Wolframs, so dass für spezielle Anwendungen bessere Alternativen hilfreich sind. Zu diesen Anodenmaterialien zählen Elemente wie beispielsweise Molybdän, Chrom oder Rhodium. Der Vortragende diskutierte in seinem Beitrag den Einfluss des Anodenmaterials sowie die Vor- und Nachteile an Applikationsbeispielen aus der industriellen Praxis. Dabei handelte es sich um hochpräzise Bestimmungen des Phosphorgehalts in chemisch abgeschiedenem Nickel (NiP-Schichten).
Elementanalyse in galvanischen Elektrolyten
Kritische chemische Parameter in Elektrolytlösungen werden klassischerweise mittels nasschemischer Verfahren bestimmt. Dabei stellen Titration oder Photometrie nach den Erfahrungen von Daniel Schlak (Deutsche Metrohm) etablierte Verfahren dar, die in robusten Prozessanalysesystemen für eine effiziente Steuerung galvanischer Elektrolyten eingesetzt werden. Eine Möglichkeit, dem anhaltenden Kostendruck aufgrund steigender Personalkosten zu begegnen, ist der Einsatz von intelligenter Mess- und Regeltechniken für die präzise Elektrolytüberwachung. Ansätze für eine hohe Prozesseffizienz und -optimierung liegen in der Automatisierung der etablierten Analyseverfahren sowie dem Einsatz von chemikalienfreien Techniken mittels modernen Prozessanalysatoren.
Empfehlenswert sind nach Meinung des Vortragenden Prozessanalysatoren, die Genauigkeit präziser Laborsysteme mit robusten Modulen zum Probenhandling und einer anwenderfreundlichen Steuersoftware für die Kommunikation mit allen gängigen Leitsystemen vereinen. Neben den Verfahren Nasschemie, Ionenchromatographie und Spektroskopie bietet die Röntgenfluoreszenz eine interessante Möglichkeit für eine umfassende Analysenausstattung. Anhand eines Praxisbeispiels stellte der Vortragende den Einsatz einer vollautomatisierten Lösung zur Überwachung kritischer Parameter mittels Röntgenfluoreszenz bei einem galvanischen Zink-Nickel-System vor. Zu den Vorteilen des Analysesystems zählt eine sehr kurz Analysendauer, einfachste Anlagenbedienung, das Entfallen von Reagenzien für die Analyse sowie hohe Flexibilität bei der Gestaltung des Analysemoduls. Bei der Kombination mit Steuersystemen machen sich die minimale Schwankung in der Zusammensetzung eines Elektrolytsystems im Hinblick auf die Pro-
zessqualität sowie der geringe personelle Bedarf als besondere Vorteile bemerkbar.
Trends und Entwicklungen in der Kunststoffmetallisierung
Trends metallischer Oberflächen durch Designentwicklungen
Jörg Friedrich (Car Men GmbH) zeigt detailliert, welche Veränderungen sich durch neue Designvorstellungen von bisher metallisierten Oberflächen bei Fahrzeugen ergeben werden. Von diesen Entwicklungen sind in den nächsten Jahren vor allem die Teile im Fahrzeuginneren betroffen, da im Außenbereich bereits seit mehreren Jahren metallisierte Teile nur in geringem Umfang Verwendung finden. Dabei laufen die Entwicklungen in den maßgeblichen Regionen (Europa, Amerika, China/Asien) mit unterschiedlicher Dynamik ab. Allen gemeinsam ist ein starker Trend zur Reduzierung von Metall-
oberflächen auf Kunststoffteilen hin zu Glas, das mehr Möglichkeiten zur Gestaltung des Erscheinungsbildes bei gleichzeitiger hoher Robustheit im Einsatz aufweist. Des weiteren wird großer Wert auf eine hohe Umweltfreundlichkeit und Nachhaltigkeit bei der Verwendung von Kunststoffen und Metallen gelegt. Damit werden in Zukunft in hohem Maße recycelte Materialien zum Einsatz kommen. In diesem Zusammenhang wird von den Teileherstellern erwartet, dass sie die Teile nach deren Lebensende zur Aufarbeitung zurücknehmen.

Entwicklungen beim Einsatz von dekorativen Teilen je nach Hersteller beziehungsweise Herstellerregion (Bild: J. Friedrich)
Nachhaltige Zukunft bei dekorativen Systemen
Die derzeitigen und künftigen Umweltvorschriften haben erhebliche Auswirkungen auf die Anwender von Kunststoffbeschichtungen (POP) und dekorativen Beschichtungen (DECO). Die zu erwartenden Vorschriften werden zu weiteren Einschränkungen der Beschichtungschemie führen, so die Ausführungen von Dr. Andreas Königshofen (MacDermid Enthone). Dies wird neue Herausforderungen für die Entwicklung von Prozessen mit sich bringen, die den strengen Leistungsstandards der OEMs entsprechen und gleichzeitig die gesetzlichen Anforderungen an die Sicherheit der Mitarbeiter und den Schutz der Umwelt erfüllen.
Um die Einhaltung dieser anstehenden Vorschriften zu gewährleisten, wird die Entwicklung kritischer Technologien für Kunststoffsubstrate ohne Chrom(VI)verbindungen deutlich intensiviert, wobei sich die Arbeiten auf Beizen ohne Chrom(VI) und die dekorative Verchromung aus dreiwertigen Systemen richten. Den OEMs wurden einige technische Optionen als Alternativen zu dekorativen Oberflächen aus Verfahren mit sechswertigem Chrom angeboten. Das Aufkommen von dekorativen Systemen mit dreiwertigem Chrom mit chrom(VI)freier Nachbehandlung besitzt bereits jetzt eine breite Akzeptanz. Dabei wurde die farbliche Vielseitigkeit von Oberflächen aus dreiwertigen Chromsystemen in Verbindung mit satinierten Oberflächen bei Designern durch hohe kreative Freiheit als Vorteil bewertet.
Basierend auf der Leistung in kritischen Tests wie CASS, NSS und Farbstabilität ist das vollständig chrom(VI)freie Dekorsystem der bevorzugte Ersatz. In jüngster Zeit haben Automobilhersteller damit begonnen, chrom(VI)freie Dekorationsverfahren für die Produktion von Fahrzeugteilen vorzuschreiben. Neue, innovative Messmethoden erleichtern und ermöglichen das Anwenden, zum Beispiel durch die kurze Prüfzeit beim CASS-Test. Auch die Nutzung einer chrom(VI)freien Passivierung zeigt ähnlich gute passivierende Eigenschaften wie chrom(VI)haltige Systeme.
Beizen von Kunststoff mit gelöstem Ozon
Das Beizen von Kunststoffoberflächen für die galvanische Beschichtung schafft bekanntermaßen die Voraussetzung für die weiteren Prozessschritte wie Aktivierung, Beschleunigung und Metallabscheidung, wie Dr. Sarah Schmitz (Delta Engineering & Chemistry) einführend betonte. Um Alternativen für das bisher eingesetzt Beizen mit Chrom(VI)verbindungen zu schaffen, befasste sie sich mit der Entwicklungen einer Methode unter Einsatz von gelöstem Ozon. Damit würde neben Permanganat und Schwefeltrioxid eine weitere Alternativ zu Chrom-Schwefelsäure zur Verfügung stehen.
Der große Vorteil bei der Verwendung von Ozon beruht auf der Tatsache, dass es aus Sauerstoff generiert wird und in diesen auch wieder zerfällt. Generatoren zur Erzeugung von Ozon aus gasförmigem Sauerstoff werden bereits in der Halbleiterindustrie eingesetzt. Bei Einsatz von Ozon fällt auch kein zu behandelndes Abwasser an. Für den Beizprozess wird Ozon unter Druck in Wasser eingeleitet, das dann wiederum als Beizmedium für den ABS-Kunststoff fungiert. Die Technologie ist sehr einfach in bestehende Anlagen integrierbar und erfordert zudem keine Absaugung oder Entgiftung. Die Zeit, die Ozon im Medium verbleibt, ist regulierbar auf Bereiche zwischen einigen Sekunden bis zu einigen Stunden.
Aktuell wird das Verfahren in Solingen in einer Versuchsanlage getestet. Die Beizdauer liegt bei Konzentrationen von 20 ppm bis 80 ppm zwischen etwa 10 Minuten und etwa 20 Minuten bei Temperaturen der Ozonlösung von 25 °C bis 50 °C. Das Beizbild entspricht weitgehend dem durch die Behandlung mit Chrom-Schwefelsäure. Bei dem neuen Verfahren ist darüber hinaus kein Queller erforderlich wie bei der Verwendung von Permanganat.
Die Haftfestigkeiten der aufgebrachten Metallschichten erfüllen die Vorgaben. Vorteilhaft ist bei diesem Verfahren auch die hohe Selektivität bei Bauteilen aus den üblicherweise verwendeten Kunststoffen. Insgesamt ergibt sich ein extrem interessanter, kostenoptimierter sowie nachhaltiger alternativer Prozessschritt mit großem Potenzial für die Kunststoffbeschichtungsindustrie, der sich direkt in die Herstellung von CREON- Oberflächen des FGK einfügen lässt.
Chrom(VI)freie Kunststoffvorbehandlung – Erfahrungen aus Feldtests
Dr. Sven Neudeck (SurTec International) stellte ein Prozess für die dekorative Beschichtung vor, der von der Vorbehandlung bis zur Endschicht vollständig ohne Chrom(VI)verbindung auskommt und damit alle regulatorischen Vorgaben erfüllt. Der Schwerpunkt liegt dabei auf einer manganbasierten Kunststoffvorbehandlung mit neuartigem, palladiumfreien Katalysatorsystem, durch das der Prozessablauf deutlich vereinfacht und verkürzt wird. Die Performance und die Grenzen des neuartigen Verfahrens wurden in ersten Serienläufen geprüft. Die Ergebnisse lassen keine Probleme mit der Gestellmetallisierung erkennen und zeigen eine hohen Selektivität auf 2K-Bauteilen.
Kunststoffvorbehandlung ohne Beize
Dr. Jürgen Hofinger (Biconex) stellte in seinem Vortrag ein neues Verfahren der Kunststoffvorbehandlung für eine Metallisierung vor, das ohne die übliche Beizbehandlung funktioniert und mehr Stabilität, Umweltschutz und Kosteneinsparungen bietet; bei dem Verfahren handelt es sich um eine Gemeinschaftsarbeit von der Biconex mit dem Leibniz Institut für Polymerforschung Dresden. Diese Arbeiten sind insbesondere deshalb aussichtsreich, weil aufgrund der aktuell erhöhten Sensibilität für Energie- und Ressourceneffizienz sowie Nachhaltigkeit das Potenzial für die bewährte chemisch-galvanische Beschichtung von Kunststoffen hoch ist. Das hat nach seiner Ansicht vor allem prinzipielle physikalische Gründe: Zwei der wichtigsten sind die Abscheidung der substanziellen Metallmengen über die vergleichsweise energetisch günstige Elektrochemie statt aus der Gasphase sowie die Umgebungsbedingungen, die sehr nahe an den Normalbedingungen liegen (Atmosphäre, Druck, Temperatur). Schließlich ist in den letzten Jahren selbst das Recycling beschichteter Kunststoffe und die Wiederverwendung der Metalle und Kunststoffe in hochwertige Produkte für Anwendungen in der Automobil- und Sanitärbranche erfolgreich demonstriert worden.

Vergleich des Energiebedarfs zur Abscheidung von Kupfer mittels Galvanotechnik und PVD (Bild: J. Hofinger)
Dass die chemisch-galvanische Beschichtung von Kunststoffen vor allem im Bereich technischer Bauteile noch immer nicht üblich ist, liegt unter anderem an den starken Abhängigkeiten der Teilprozesse von der Auswahl der Kunststoffe über den Spritzguss bis zum galvanischen Verfahren, einem hohen Qualitätsrisiko, aufwendigen Upscaling der Prozesse sowie dem Vorhandensein konventioneller Anlagen für die Beschichtung. Die großen Potenziale sind allerdings nicht nur durch kleine schrittweise Verbesserungen zu erreichen, wobei das Beizen nach Überzeugung des Vortragenden ein besonders lohnenswertes Ziel ist.
Ein neues Verfahren, das langsam Serienreife erlangt, verlagert diesen Prozessschritt in die Spritzgießmaschine. Hierbei wird ein partikelhaltiger Modifikator vor dem Spritzvorgang in das Spritzwerkzeug eingesprüht. Die Partikel gelangen dadurch in die Oberfläche des Kunststoffwerkzeugs. Im nächsten Schritt werden sie zum Beispiel mit Salzsäure herausgelöst und erzeugen die erforderliche poröse Oberfläche für den klassischen Ablauf der Kunststoffgalvanisierung. Diese Technologie bietet sich auch für eine partielle Metallisierung an und hat damit gute Voraussetzungen zur Herstellung sehr unterschiedlicher und komplexer Metall-Kunststoff-Kombinationen.

Oberfläche eines Kunststoffteils, hergestellt durch Auftragen eines Modifikators, nach dem Beizen (Bild: J. Hofinger)
Kuntstoffgalvanisierung – CO2-Fußabdruck und Nachhaltigkeit
Bernd Frank (Atotech Deutschland) beschäftigt sich mit der Förderung der Nachhaltigkeit, der Verbesserung der Umweltleistung und der Ressourceneffizienz sowie für ehrgeizige Rahmenbedingungen für die Oberflächenbeschichtung. Als Schlüsselaspekte wird auf der einen Seite eine nachhaltige Beschichtung für die Automobilindustrie, frei von Chrom(VI) und PFAS bei Langlebigkeit und hoher Qualität gesehen. Andererseits ergibt sich seiner Meinung nach aus einer Studie zum CO2-Fußabdruck der Galvanik ein sehr positives Bild, indem der Material- und Energieverbrauch zur Optimierung analysiert wird, einschließlich eines Vergleichs mit alternativen Technologien. Daraus lassen sich Schlüsse ziehen im Hinblick auf eine produktionserprobte chromfreie Vorbehandlung von Kunststoffen, die Gewährleistung von nachhaltigen, dekorativen Beschichtungsalternativen ohne sechswertiges Chrom und ohne PFAS sowie eine positive Ökobilanz der dekorativen Galvanik im Vergleich zu alternativen, chromartig auftretenden Technologien. Somit sollte klar werden, dass die dekorative galvanische Beschichtung einen wertvollen Beitrag zur Reduzierung des CO2-Fußabdrucks in der Automobilindustrie leisten kann.
Wird fortgesetzt
