
Die neue internationale Norm ISO 21920 zur profilhaften Messung, Charakterisierung und Angabe der Oberflächenbeschaffenheit (Rauheit, Welligkeit) von Bauteilen hat im Dezember 2021 die Normen ISO 3274, ISO 4287, ISO 4288, ISO 13565 und ISO 1302 abgelöst. Dadurch ergeben sich etliche Änderungen für die Durchführung der Rauheitsmessung, die Kennwerte und die Zeichnungseintragungen der Oberflächenbeschaffenheit und deren Messung.
Der Begriff Rauheitsmessung für die profilhafte Messung wird meistens verkürzt für das Thema Oberflächenmessung verwendet. Diese umfasst die Bestimmung der Rauheit, der Welligkeit und der Formabweichungen einer Bauteiloberfläche. Die Oberflächenmessung dient dazu, die Mikrostruktur von Oberflächen zu bestimmen und durch Kennwerte quantitativ zu beschreiben. Dies kann über die Profilkennwerte zweidimensional erfolgen, wobei die Werte aus profilhaften beziehungsweise linienhaften Messungen ermittelt werden, oder über Flächenkennwerte dreidimensional. Die flächenhaften Kennwerte werden aus optischen Oberflächenmessungen bestimmt, die es ermöglichen, eine Oberfläche vollständig zu erfassen und zu beschreiben.
Filterung
Unregelmäßigkeiten einer Oberflächenfeinstruktur lassen sich in kurzwellige und langwellige Anteile zerlegen. Die Summe aller kurzwelligen Anteile stellt die Rauheit und die Summe aller langwelligen die Welligkeit einer Oberfläche dar. Rauheit und Welligkeit gehören nach DIN 4760 zu den Gestaltabweichungen einer Oberfläche, die der Formabweichung überlagert sind.
Es ist wichtig, die verschiedenen Merkmale einer Oberfläche zu unterscheiden und über eigene Kennwerte zu charakterisieren. Rauheit, Welligkeit und Formabweichungen wirken sich unter-
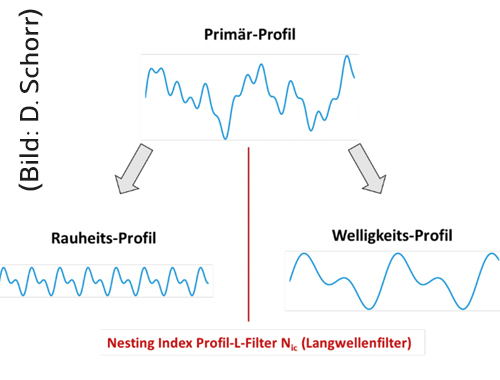
schiedlich auf die funktionalen Eigenschaften einer Oberfläche bezüglich Reibung-, Verschleiß- und Dichtverhalten aus. Das gemessene Profil einer Oberfläche kann man sich als Summe von Sinuswellen mit verschiedenen Amplituden und verschiedenen Wellenlängen vorstellen. Mit Hilfe eines Filters wird das gemessene Profil in seine Bestandteile mit unterschiedlichen Wellenlängen zerlegt (Abb. 1).

Abb. 1: Filterung
Als Filterung wird der Vorgang zum Herausfiltern derjenigen Komponenten des Oberflächenreliefs verstanden, die unterhalb oder oberhalb eines bestimmten Grenzwerts der Wellenlänge liegen. Dieser Grenzwert der Wellenlänge zur Trennung der Anteile wird als Grenzwellenlänge beziehungsweise nach der neuen ISO 21920-3 Nesting Index des Profil-L-Filters Nic bezeichnet (Abb. 2). Die Wirkung einer solchen Grenzwellenlänge lässt sich am besten mit der Maschenweite eines Sandsiebs vergleichen. Dieses sorgt dafür, dass der Sand (Primärprofil) in feine (Rauheit) und in grobe (Welligkeit) Sandkörner getrennt wird. Die Rauheit besteht dabei aus Sinuswellen kurzer Wellenlängen beziehungsweise hoher Frequenzen und ist das Ergebnis der Hochpassfilterung. Die Welligkeit besteht aus Sinuswellen mit langen Wellenlängen beziehungsweise tiefen Frequenzen und ist das Ergebnis der Tiefpassfilterung.

Abb. 2: Langwellenfilterung auf Basis der Nesting Indizes
Nesting-Indizes und Auswertestrecke
Da aus den gesiebten Profilen die Kennwerte zur quantitativen Beschreibung von Oberflächenmerkmalen berechnet werden, ist es wichtig, dass die Grenzwellenlänge richtig gewählt wird. Ebenso gilt diese für die Wahl der Auswertestrecke (Messstrecke) sowie für die Messbedingungen zur Durchführung der Oberflächenmessung beziehungsweise Rauheitsmessung. Die Festlegung der Messbedingungen erfolgt in der Norm ISO 21920-3 anhand von sogenannten Einstellklassen Sc (setting classes) (Tab. 1). Die bisherige Unterscheidung zwischen periodischen und aperiodischen Profilen zur Festlegung der Messbedingungen entfällt, da diese in der praktischen Anwendung oftmals zu unterschiedlichen Messbedingungen geführt hat.

Des Weiteren werden in der neuen Norm die Messbedingungen nicht mehr nur anhand der Kennwerte Ra, Rz und RSm definiert, sondern anhand verschiedener Kennwerte. Eine weitere Änderung der neuen Norm ist, dass nicht mehr der Istwert eines Kennwerts sondern der Sollwert als Entscheidungskriterium dient. Diese Änderung wird in der Praxis aber zu Herausforderungen führen, da oftmals die tatsächliche Fertigungsqualität viel besser ist als der zulässige Grenzwert, der viele Jahre zuvor auf einer Zeichnung definiert und nie angepasst wurde. Des Weiteren wird in der neuen Norm zwischen schnittlängenbasierten und nicht schnittlängenbasierten Parametern unterschieden. Dabei entspricht die Schnittlänge lsc (section length) der bisherigen Länge der Einzelmessstrecke.
Eine weitere Neuerung der ISO 21920-3 ist, dass die Unvollkommenheiten einer Oberfläche und Oberflächenfehler nun Teil der spezifizierten Oberfläche sind und bei der Bestimmung der Profilpositionen berücksichtigt werden müssen. Bisher war es so, dass die Unvollkommenheit der Oberfläche von der Rauheit und Welligkeit zu trennen war, und so die Kennwerte nicht dadurch verfälscht wurden. Die Neuerung wird je nach Art und Größe des Oberflächenfehlers zum einen durch die Filterung zu einer Verzerrung des Rauheits- oder Welligkeitsprofils führen.
Des Weiteren kollidiert dies mit der Forderung in ISO 16610-1, wonach Formabweichungen, Ausreißer und ungewünschte Phänomene, aus einem Datensatz zu entfernen sind. Dies ist der lokale Anteil in einem Datensatz, der nicht repräsentativ oder nicht typisch für das zerlegte integrale Geometrieelement ist und der durch Größe und Skala gekennzeichnet ist.
Kennwerte
Durch die neue ISO 21920-3 wurde die Auswahl an Kennwerten für die funktionsgerechte Charakterisierung der Beschaffenheit von Oberfläche erheblich erweitert. Damit stehen jetzt über 100 Kennwerte zur passgenauen Charakterisierung von funktionalen Eigenschaften von Bauteiloberflächen über die Profilkennwerte 2D zur Verfügung. Von dieser umfangreichen Auswahl bedarf es zur eindeutigen Beschreibung der Anforderungen an eine Oberflächenbeschaffenheit in der Praxis drei bis sechs Kennwerte.
Einer dieser Kennwerte ist die mittlere Höhe des Rauheitsprofils Rz. Dieser wird berechnet, indem die Auswertestrecke (Messstrecke) des Rauheitsprofils in der Regel in fünf gleich lange Abschnitte (Schnittlänge lsc) unterteilt wird. In diesen einzelnen Abschnitten werden die Summen der größten Senkentiefen und größten Spitzenhöhen gebildet, aus denen anschließend der arithmetische Mittelwert berechnet. Die mittlere Höhe unterscheidet sich von der mittleren arithmetischen Höhe des Rauheitsprofils Ra, welche für die Beschreibung von Oberflächen einen nicht brauchbaren Kennwert darstellt. Die maximale Höhe des Rauheitsprofils Rzmax ist der Maximalwert der Summe der größten Spitzenhöhen und der größten Senkentiefen innerhalb einer Schnittlänge lc über alle Schnittlängen innerhalb der Auswertestrecke (Messstrecke) le (Abb. 3).

Abb. 3: Basis zur Bestimmung von Ra und Rz
Funktionsflächen
Als Funktionsflächen werden unter anderem plateauartige Oberflächen bezeichnet, die durch Honen, Reiben oder Glattwalzen hergestellt werden. Diese sind dadurch gekennzeichnet, dass es keine ausgeprägten Oberflächenspitzen, jedoch aber Senken (Riefen, Näpfchen) gibt (Abb. 4), welche beispielsweise als Reservoir für einen Schmierstoff dienen können. Bauteile mit dieser Art Oberfläche werden beispielsweise für Führungen eingesetzt. Die entsprechende Oberflächenfeinstruktur hat einen hohen Traganteil, das heißt, es kommt unter Belastung zu tendenziell geringen plastischen Deformationen der Oberfläche.

Abb. 4: Beispiel für die Verteilung von Höhen und Tiefen einer Oberflächenstruktur
Der dafür verantwortliche Traganteil wird durch den Kennwert des relativen Materialanteils Rmr (p, dc) quantifiziert. Dieser ist das Verhältnis der kumulierten Profilanteile Mli, die auf einem Niveau dc zu einem Bezugsniveau in der Höhe cp mit einem Bezugsmaterialanteil in einer Referenzschnitttiefe cp geschnitten werden (Abb. 5). Die Referenzierung ist deshalb wichtig, weil ansonsten als Bezug die höchste Oberflächenspitze dient. Dies wiederum ist problematisch, da dann eine einzelne, auch mal sehr große, Oberflächenspitze im Messprofil entscheidend den zu ermittelnden Kennwert Rmr bestimmt.

Abb. 5: Ermittlung der Kennwerte aus dem Messverlauf
Die Schnitthöhe und die Referenzschnitttiefe gehören zum Kennwert und müssen am Messgerät bei der Messung eingestellt werden. Ohne diese Angaben kann der Wert nicht ermittelt werden.
Zeichnungseintragungen
Die Anforderungen an die Oberflächenbeschaffenheit eines Bauteils werden am Symbol für Oberflächen auf Zeichnungen angegeben. An diesem werden die Kennwerte, die Grenzwerte und die Messbedingungen angegeben. Durch die explizite Angabe der Messbedingungen am Symbol können Fehler bei der Durchführung der Messung vermieden werden, denn die korrekte Messung bedarf umfangreicher Kenntnisse der Materie. Beispielsweise wird durch die Oberflächenangabe gemäß Abbildung 6 für die mittlere Höhe des Rauheitsprofils für Rz eine Mindestrauheit von 1,5 µm gefordert; diese ist durch die in der ISO 21920-1 neu eingeführte Median-Toleranzakzeptanzregel zu messen und vorher muss die Nennform eines Kreisbogens (LSC) entfernt werden.

Abb. 6: Zeichnungsangaben für Rz gemäß der neuen Norm
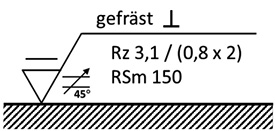
Abb. 7: Angabe der Messrichtung
Neu ist auch die in der ISO 21920-1 geschaffene Möglichkeit, die Messrichtung in Bezug auf das Geometrieelement des Werkstücks anzugeben (Abb. 7). Wird von dieser Möglichkeit kein Gebrauch gemacht, so ist die Messung, wie bisher auch, quer zu den Oberflächenrillen aus dem Fertigungsverfahren beziehungsweise quer zur Hauptriefenrichtung durchzuführen.
Fazit
Die richtige Durchführung einer Rauheitsmessung ist unabdingbar, um vergleichbare Messergebnisse zu erzielen und somit Korrelationen zu den Funktionseigenschaften zu bilden. Das umfasst vertieftes Wissen zu der Bedeutung von Kennwerten, der Auswahl der Messbedingungen, der Angabe oder der Interpretation am Symbol für Oberfläche sowie die Auswahl von Messverfahren und deren jeweiligen Besonderheiten. Die neue Norm ISO 21920 erweitert mit ihren drei Teilen die bestehenden Möglichkeiten deutlich und fasst das Thema profilhafte Oberflächenbeschaffenheit in einer Norm zusammen.
Das Steinbeis-Transferzentrum Tribologie in Anwendung und Praxis an der Dualen Hochschule BW in Karlsruhe berät zu diesen Themen, führt Oberflächenmessungen als Dienstleistung sowie Seminare zur Rauheit und Rauheitsmessung durch.
Kontakt:
Steinbeis Transferzentrum – Tribologie in Anwendung und Praxis, Karlsruhe; Leitung: Prof. Dr.-Ing. Dietmar Schorr; E-Mail: kontakt@steinbeis-analysezentrum.com
- www.steinbeis-analysezentrum.com
