

Im Rahmen der Hannover Messe unter Beteiligung des Fachgebiets Oberflächentechnik wurden den Besuchern Neuheiten unter anderem auch in Fachvorträgen vorgestellt. Um Ressourcen und Energie einzusparen ist eine sichere Mess- und Regelungstechnik ebenso erforderlich, wie ein Einsatz von optimal ausgerichteten Anlagen und Geräten für die verschiedenen Beschichtungsverfahren. Darüber hinaus spielen insbesondere korrosions- und verschleißbeständige Oberflächen in vielen Bereichen der Industrie die wichtigste Rolle. Der letzte Tag der Veranstaltung ist stets dem Nachwuchs gewidmet, der von fünf Fachleuten über die Möglichkeiten und Karrierechancen im Bereich der Werkstoff- und Oberflächentecnik informiert wurde.
Fortsetzung aus WOMag 5/2015
Sollschichtdicke dauerhaft einhalten
Viele Schichtsysteme sind so aufgebaut, dass sie ein Optimum zur Erfüllung unterschiedlicher Eigenschaften aufweisen. Eine wichtige Größe hierfür ist die korrekte Dicke einer Beschichtung, die auch unter dem Gesichtspunkt eines sparsamen Einsatzes von Rohstoffen gesehen wird. Prof. Dr. Nils Reinke stellte ein Messverfahren für Lackschichtdicken vor, bei dem die Schichten nicht nach der letzten Aushärtung, sondern bereits beim Auftragen vermessen werden. Dies hat den großen Vorteil, dass die Schichtdicke vor dem Aushärten noch korrigiert werden kann. Die Technologie basiert auf der Bestimmung des thermischen Abklingverhaltens eines Stoffs, wobei in erster Linie Lacke sowie thermisch gespritzte Schichten erfasst werden können. Mittels Blitzlampe wird die Oberfläche erwärmt, ohne beispielsweise einen Lack zu vernetzen oder zu trocknen. Das Abklingverhalten des thermischen Pulses wird über einen Hochgeschwindigkeits-Infrarotdetektor gemessen. Über spezielle Algorithmen kann aus dem Temperaturverlauf auf die Schichtdicke sowie auf einige andere Eigenschaften der Oberfläche geschlossen werden. Das Verfahren eignet sich für alle gebräuchlichen Substrate – von Metall, Kunststoff über Holz bis hin zu CFK. Die Messung erfolgt aus einer Distanz zwischen etwa 5 cm bis zu 50 cm, wobei der Messfleck zwischen 2 mm2 und 4 mm2 groß ist. Damit können auch komplexe Teile mit unebener Oberfläche vermessen werden.
Beschichtung übergroßer Bauteile
Heiko Reski gab in seinem Vortrag einen Einblick in einen sehr speziellen Bereich der galvanischen Beschichtung: den der übergroßen Teile. Üblich ist in der Galvanotechnik, kleine Teile in Trommel oder Körben als Schüttgut zu beschichten, größere werden auf Gestellen fixiert und mittels Warenträgern und Gestellen durch den Prozess geführt. Ab einer bestimmten Größe – beispielsweise mehr als 2 m bis 3 m in alle Raumrichtungen beziehungsweise bei Gesamtgewichten von 5 T und mehr – ist diese Art der Beschichtung nicht mehr praktikabel. Ein weiteres Kriterium für das Abweichen von der gängigen Vorgehensweise betrifft die Dicke der aufzutragenden Beschichtung. So werden beispielsweise bei höchstbelasteten Teilen zum Gießen Schichtdicken von 3 mm bis 5 mm gefordert. Bei entsprechenden Abmessungen können sich daraus Schichtgewichte im Tonnenbereich ergeben, die Abscheidezeiten von mehreren Wochen bedeuten.
Um diese Aufgaben erfüllen zu können, werden spezielle Sonderanfertigungen für die Behälter erstellt, bei denen das Teil einschließlich des Behälters ruht und die Elektrolyte sowie Vor- und Nachbehandlungslösungen an die Oberfläche herangeführt werden.
Mit die größten Teile, die auf diese Weise beschichtet werden, sind chemische Prozessreaktoren mit einer Länge von bis zu 10 m, die eine Schichtdicke von etwa 5 mm aus reinstem Nickel erhalten. Daraus ergibt sich das reine Schichtgewicht von etwa 1,2 T. Darüber hinaus muss diese Schicht eine absolut fehlerfreie Haftung höchster Güte besitzen.
Ein weiteres XXL-Teil ist der Kolben einer großen Stahlpresse mit einem Gesamtgewicht von 67 T, auf das eine außerordentlich verschleißbeständige Nickeldispersionsschicht mit eingelagertem Borcarbid aufgebracht wird. Für den Einsatz im Bergbau oder auf See werden Hydraulikelemente mit großer Masse und Abmessungen vor allem mit verschleiß- und korrosionsbeständigen Bronzeschichten in Dicken bis zu 200 µm beschichtet. Aus den zahlreichen Beispielen sind die besonderen Technologien zur galvanischen Abscheidung in breiter Variation und mit außerordentlichen Beständigkeiten in beeindruckender Weise deutlich geworden. Insbesondere besticht bei diesen Anwendungen der kaum zu übertreffende sparsame Einsatz von wertvollen Rohstoffen.
Selektive Aluminiumoxidiation
Einer der besonderen Vorzüge der Oberflächenbehandlung beruht darauf, dass die Eigenschaften der Oberfläche und die des Grundmaterials unterschiedlich sein können. Dadurch werden von diesen beiden Bereichen unterschiedliche Aufgaben erfüllt. Im höchsten Maße wird diese Aufgabenteilung dann erfüllt, wenn die Oberflächenänderung auch in lateraler Richtung begrenzt wird. Dazu stellte Marc Weidenbach eine neue laserbasierte Methode zur Oxidation von Aluminium vor, mit deren Hilfe lokal eng begrenzte und zugleich hocheffektive Oberflächenzonen erzeugt werden können. Beim Verfahren Lasox-Coat wird das Werkstück in Sauerstoffatmosphäre mittels Laser lokal aufgeschmolzen. Dabei bildet sich einerseits ein umgeschmolzener Bereich im Grundmaterial, der je nach eingebrachter Leistung variiert werden kann, üblicherweise im Bereich um 100 µm. Zum anderen bildet sich unter Einwirkung von Sauerstoff auf die lokale Schmelze eine porenfreie Oxidschicht in einer Dicke von 6 µm bis 10 µm und einer Härte bis zu 2000 HV. Sowohl die Zusammensetzung der Oxidschicht als auch die der Umschmelzzone sind von der Zusammensetzung des Grundwerkstoffs abhängig. Vorteilhaft wirkt sich auch die hierbei auftretende hohe Abkühlungsgeschwindigkeit des Schmelzbereichs aus, die in der Regel zu einer hohen Härte des Grundmaterials führen kann.
Die Wirkungsfläche hat bei den bisher verwendeten Typen an Lasergeräten mit Leistungen um 100 W einen Durchmesser von etwa 0,1 mm. Die erforderliche Wirkungsdauer liegt bei 5 ms. Flächen werden durch Bewegen des Lasers über die Oberfläche behandelt. Dies kann mit einer Geschwindigkeit von 15 mm/s bis 25 mm/s erfolgen. Durch Kombination der möglichen Bewegungsrichtungen des Lasers und Verschieben der Oberfläche ergibt sich die Möglichkeit, auch größere Flächen und unterschiedliche Geometrien zu bearbeiten. Als selektive Flächen stehen einfache Linien oder Gitternetze, beliebig geformte Flächen bis hin zu Schriftzüge zur Auswahl.
Aufgrund der Tatsache, dass bei dem Prozess des Aufschmelzens und definierter Sauerstoffatmosphäre fast ausschließlich porenfreier a-Korund gebildet wird, eignen sich die hergestellten Oberflächen als Verschleißschutz. Darüber hinaus ergeben sich in Abhängigkeit von der verwendeten Legierung des Grundwerkstoffs aber auch hohe Korrosionsbeständigkeiten: Sie liegen im neutralen Salzsprühtest bei der Legierung 6082 über 1000 Stunden. Derzeit wird der Einsatz des Verfahrens auch für Titan und Magnesium geprüft.
Fertigungsintegration
des Plasmanitrierens
Das Plasmanitrieren und -nitrocarburieren ist ein wichtiges Verfahren zur Steigung der Oberflächenhärte von funktionellen Bauteilen. Dabei werden die zu bearbeitenden Teile chargenweise auf Gestellen in entsprechenden Öfen auf die notwendigen Temperaturen im Bereich von 500 °C über einen Zeitraum von einigen Stunden behandelt. Alle zu härtenden Oberflächen müssen dabei dem Plasma zugänglich sein. Diese Arbeitsweise erfordert einen hohen Anteil an manueller Arbeit sowie Investition in Anlagen und Einrichtungen.
Dr. Uwe Huchel stellte Ansätze zur Reduzierung dieser Kosten und damit zur Steigerung der Attraktivität des Plasmanitrierens vor. Als wesentliche Elemente zur Verbesserung der Situation sieht Dr. Huchel die Automatisierung, die Verbesserung des Energiemanagements sowie die Erhöhung der Anlagenverfügbarkeit. Die Anlagenverfügbarkeit lässt sich zum Beispiel erhöhen, indem die übliche Abkühlung im Vakuum über etwa sieben Stunden durch den Einsatz einer Ventilation auf die Hälfte und durch Verwendung eines Wärmetauschers auf ein Viertel verkürzt wird. Das Chargieren kann bei großen Teilen direkt in den Ofen erfolgen und im Falle von Kleinteilen durch Roboterunterstützung – so kann in beiden Fällen die Anlagenverfügbarkeit erhöht werden. Eine besondere Herausforderung ergibt sich aus dem üblichen Verzug der Chargiergestelle, wodurch eine optimale Platzierung der Teile erschwert und damit das Nitrierergebnis verschlechtert wird.
Eine hohe Anlageneffizienz wird nach den Ausführungen des Referenten durch integrierte Systeme erzielt, bei denen Reinigen, Be- und Entladen parallel durchgeführt und die Chargiergestelle automatisiert den Nitrieröfen zu- und abgeführt werden. Durch den Einsatz von Kamerasystemen lässt sich auch der Verzug der Gestelle durch eine Anpassung der Beladung ausgleichen. Derartige Maßnahmen tragen insbesondere zur Steigerung der Qualität bei. Solche Systeme eignen sich darüber hinaus zu einer maximalen Ausnutzung der Anlagen im Sieben-Tage-Betrieb. Zudem lässt sich mit Kamerasystemen auch die Positionierung von Abdeckungen bei der Aufgabenstellung des partiellen Nitrierens kontrollieren, aber auch die vollständige Rückverfolgbarkeit gewährleisten – letzteres wird in vielen Industriebereichen zunehmend gefordert.
Flexible Stromversorgung
Heinrich Kämper stellte ein Konzept der Munk GmbH vor, das für die Oberflächentechnik unter Einsatz von höhen Strömen eine deutliche Erhöhung der Flexibilität bietet. Bei diesem Konzept werden kleinere Netzteilmodule innerhalb eines Steuerschranks zusammengeschaltet. Die Verbindung der Module ist dabei so ausgeführt, dass sie von jedem Anlagenbediener ausgeführt werden kann. Dies betrifft auch Geräte mit Wasserkühlung. Dadurch ist einerseits die Anpassung der Anlagenleistung schnell und einfach möglich und andererseits ist eine Anlage auch bei Ausfall eines Moduls verwendbar. Die angebotene 19-Zoll-Einschubtechnik unterstützt die flexible Anwendung und Anpassung der Anlagenleistung.
Derzeit werden vor allem Module mit Ausgangsspannungen zwischen 16 V und 45 V und Einheiten mit Ausgangsströmen von 1000 A eingesetzt. Die entsprechenden Module wiegen 55 kg und sind damit noch mit einfachen Hebevorrichtungen bewegbar. Die Ansteuerung wird über ein Bussystem mit Analogsignalen vorgenommen. Die Kühlung erfolgt mittels Wasser oder Luft. Durch den Einbau in Schaltschränke steht stets die gleiche Anbindung zwischen Abnahmestation und Schaltschrank zur Verfügung, ohne die Notwendigkeit, ein einzelnes Schaltschrankmodul separat an den Abnahmestromkreis anschließen zu müssen.
Galvanische Zink-Nickel-Schichten
Die zunehmenden Anforderungen an die visuelle Qualität bei der Beschichtung von Sichtteilen haben nach den Worten von Rene van Schaik die Verwendung von Zink-Nickel stark gefördert. Erreicht wird die beste Beständigkeit gegen Korrosion bei einem Anteil von 12 % bis 16 % Nickel in der Zinklegierung. Herstellbar sind die gewünschten Legierungen mit sauren und alkalischen Elektrolyten. Zusätzlich kann durch die Passivierung die auftretende Zinkkorrosion (Weißrost) unterdrückt werden. Die hohe Härte von Zink-Nickel im Vergleich zu reinem Zink (500 HV–550 HV im Vergleich zu 150 HV–200 HV) führt zu einer höheren Verschleißbeständigkeit. Darüber hinaus wird durch die Beschichtung die Gefahr einer Wasserstoffversprödung drastisch reduziert; diese kann bei hochfesten Stählen zum gefürchteten Sprödbruch führen.
Die Zink-Nickel-Verfahren sind sowohl für Gestell- als auch für Trommelverfahren geeignet; Unterschiede bestehen in der Effektivität sowie in den Eigenschaften der Schichten. Alkalische Verfahren können beispielsweise auf eine hohe Effizienz, das heißt eine hohe Abscheidegeschwindigkeit durch höhere Stromausbeute, optimiert werden. Der Effekt wirkt sich zum Beispiel bei Schrauben durch eine günstige Verteilung der Schicht (Kopf – Gewinde) positiv aus. Im Vergleich zu konventionellen Zink-Nickel-Verfahren wird insbesondere die Abscheidegeschwindigkeit um 20 % bis 100 % erhöht.
Die höhere Gesamteffizienz des Verfahrens ergibt sich darüber hinaus durch eine höhere Stromausbeute bei zunehmendem Elektrolytalter, aus einem feinkörnigeren Gefüge und einem sehr breiten Abscheidefenster. Der Wartungsaufwand wird reduziert, da auch bei steigendem Carbonatgehalt die Ausbeute erhalten bleibt. Diese Ergebnisse konnten unter Praxisbedingungen bestätigt werden, bei denen in der Regel sehr unterschiedliche Belastungen unter kaum zu regelnden unterschiedlichen Einflüssen vorherrschen.
Praxis des Korrosionsschutzes
Die Belastung von Werkstoffen und daraus hergestellten Teilen und Geräten verursacht in modernen Volkswirtschaften hohe Schadenssummen. Dabei ist zu berücksichtigen, dass Korrosion nicht prinzipiell vermeidbar ist, sondern durch genaue Untersuchung der wirkenden Systeme (Korrosionsbeständigkeit ist eine Systemeigenschaft und daher nur sehr beschränkt durch allgemeingültige Kenngrößen beschreibbar) sowie sorgfältige Abstimmung von Werkstoffen und Werkstoffkombinationen in überschaubaren Grenzen gehalten werden kann. Dr. Martina Thies stellte hierzu die InnCoa GmbH als Unternehmen vor, dass sich mit der Aufklärung von Korrosionsmechanismen und der Entwicklung von korrosionsbeständigen Werkstoffkombinationen befasst. Zum Einsatz kommen dabei klassische Korrosionstests wie Salzsprühtests als auch elektrochemische Verfahren und vor allem unterschiedliche Werkstoffprüfmethoden.
Anhand von zahlreichen Beispielen gab Dr. Thies einen Einblick in die Vielfalt der Korrosionsarten und die Möglichkeiten zur Verringerung von Werkstoff- und Werkstückschädigungen. So führen ungeeignete Beizmittel zu einem Angriff der Oberfläche, die durch eine Beschichtung nicht mehr verschlossen werden kann und in der Folge einen verstärkten Korrosionsangriff nach sich zieht. Durch Temperaturbeaufschlagung reagieren Schwefelverbindungen mit Bestandteilen von Stahl unter Bildung einer porösen Deckschicht, die den Werkstoff nicht vor einem fortschreitenden Angriff schützen kann. Bei hohen Einsatztemperaturen können Aluminiumbeschichtungen auf Stahl einen guten Schutz bieten, etwa wenn die Aluminiumoberfläche oxidiert wird und im Falle eines Abtrags der Oxidschicht weiteres Aluminium für eine spätere Oxidation zur Verfügung steht. Solche Oberflächen, bekannt unter dem Begriff des Alitierens, können Diffusionszonen mit hoher Korrosionsfestigkeit bilden.
Hohe Beständigkeiten gegen eine Doppelbelastung aus Temperatur und Korrosion/Oxidation weisen Schichten aus Nickel-Aluminium, Nickel-Titan-Aluminium oder Nickel-Chrom-Aluminium auf. Diffusionsschichten auf Basis von Chromcarbid besitzen sehr hohe Härten bis zu 1700 HV0,01 und sind ab etwa 5 µm porenfrei. Damit eignen sie sich als Verschleiß- und Korrosionsschutz beispielsweise für Stahl auf Werkzeugen für die Herstellung von Aluminiumdruckguss.
Dickenbestimmung von Lack
Die Dicke von Lacken ist bei vielen Produkten mitentscheidend für dessen Qualität, wirkt sich aber auch erheblich auf die Kosten zur Herstellung der Lackoberfläche aus, insbesondere bei großflächigen Lackierungen. Dr. Martin Klenke stellte ein Verfahren vor, das mit sehr hoher Geschwindigkeit auf großen Flächen die Dicke einer Lackbeschichtung mit einer Auflösung bis in den Nanometermaßstab erlaubt. Unter Einsatz einer speziellen Lasertechnologie wird durch eine Doppelbestrahlung eine Rückantwort von der Lackoberfläche mit einer Rückantwort von der Grenzfläche zwischen Lack und Grundwerkstoff verglichen. In der Regel unterstützt die Korrelation der Rauheit von Lackoberfläche und Grundwerkstoff die Messung.
Mit den derzeit verfügbaren Geräten können Flächen zwischen 800 µm x 800 µm und 110 mm x 110 mm innerhalb von wenigen Sekunden vermessen werden. Die vertikale Auflösung beträgt hierbei im besten Fall etwa 8,5 nm beziehungsweise 33 nm bei einer lateralen Auflösung von 1 µm bis 45 µm. Das Verfahren kann für Schichtdicken zwischen einigen Nanometern bis zu einem Millimeter verwendet werden. Die Ergebnisse der Messung können in eine zweidimensionale Höhendarstellung ausgegeben werden und sind damit sehr einfach zu interpretieren.
Forschung und Entwicklung bei KMUs
Messen wie die in Hannover sind vorzugsweise eine Plattform zur Darstellung von neuen Entwicklungen und deren Umsetzung in die Praxis beziehungsweise neue Produkte. Dabei sehen sich insbesondere kleine und mittlere Unternehmen (KMU) zahlreichen Schwierigkeiten gegenüber – von der Verfügbarkeit von Fachkräften über die Zugänglichkeit zu Fördermitteln bis hin zur eigentlichen Abwicklung von Entwicklungsprojekten. Um trotzdem die notwendige Innovationskraft zum Bestehen im Markt durch Weiterentwicklung unter Beweis stellen zu können, bietet sich die Nutzung von Kooperationen und die sich daraus ergebenden Synergien an. Dazu bedarf es Partner, die Erfahrung in der Unterstützung und Begleitung von kleinen Unternehmen aufweisen. Die eiffo eG ist ein solcher Partner, der in den letzten Jahren einige Entwicklungsprojekte ableisten konnte. Auf der Hannover Messe boten die Fachleute der eiffo eG einen Einblick in die Herausforderungen und Möglichkeiten der Zusammenarbeit und stellten abgeschlossene sowie laufende Projekte durch die beteiligten Partner aus der Industrie vor.
Entwicklung mit kompetenten Partnern
Kleine und mittlere Unternehmen sind in besonderem Maße darauf angewiesen, ihre knappen personellen Ressourcen bei der Durchführung von Entwicklungsprojekten effizient einzusetzen. Die eiffo eG besitzt schwerpunktmäßig im Bereich der Oberflächentechnik eine langjährige Erfahrung bei der Umsetzung von Innovationsprojekten. Dies ist den Ausführungen des eiffo-Vorstands Udo Sievers zufolge unter anderem auf die intensive Zusammenarbeit von etwa 50 Unternehmen in Bereich der Oberflächentechnik sowie aktuell zwölf nationalen und internationalen Forschungseinrichtungen zurückzuführen. Dafür konnten bisher 9,2 Millionen Euro an Fördermitteln bei einem Gesamtprojektvolumen von 14,3 Millionen Euro gewonnen werden. Ein wichtiges Ziel der Projektarbeit ist die Sicherung der Wettbewerbsfähigkeit; hierbei wird nicht nur die Entwicklung von neuen Verfahren betrieben, sondern es werden auch die vorhandenen Prozesse auf ihre Effizienz hin oder zur Steigerung der Qualität betrachtet.
Die Entwicklung im Bereich der Oberflächentechnik, deren Arbeit fast ausschließlich als Dienstleistung für Produkthersteller jeder Art angeboten wird, wird heute stark durch die Einführung von neuen Werkstoffen, wie Leichtmetalle oder Kunststoffe, sowie durch gesetzliche Regelungen, wie REACh, RoHS oder EEG, beeinflusst. Die Angebote selbst zeichnen sich häufig durch einen hohen Energie- und Personaleinsatz aus, weshalb ein hoher Automatisierungsgrad und eine energieeffiziente Gerätetechnik für die Weiterentwicklung der Technologien im Vordergrund stehen.
Derzeit zeichnet sich nach Meinung der eiffo ein Wachstum der Unternehmen bei einer deutlichen Konzentration der Technologien ab. Des Weiteren wird von den Kunden der Oberflächentechnik, wie auch bei anderen Zulieferanten beobachtet, eine Erhöhung der Wertschöpfung gefordert. Dies ist vor allem durch eine Ausweitung der Dienstleistung innerhalb der Lieferkette zu erreichen. Als neuestes Aufgabengebiet in diesem Sinne ist die Bearbeitung bei den leichten Verbundwerkstoffen mit Kohlefasern zu beobachten. Diese werden nach neuesten Prognosen bis 2013 etwa 70 % der Materialien in Fahrzeugen abdecken. Die Unterstützung der eiffo bezieht auch die Neuausrichtung der Organisation von Unternehmen der Oberflächentechnik innerhalb der Lieferketten ein.
Wie Udo Sievers abschließend vermerkte, sind derzeit sieben Verbundforschungsprojekte mit etwa 20 Unternehmen pro Jahr realisierbar. Für 2015 ist dafür bei sieben Projekten ein Budget von zehn Millionen Euro im Plan mit etwa sechs Millionen Euro an Fördermitteln. Dabei ist derzeit ZIM das wichtigste Programm, das für Unternehmen bis zu 500 Mitarbeiter in Betracht kommt, neben dem EU-Verbundprojekt Horizon 2020 und go-effizient.
Der Weg in technisches Neuland
Dass Entwicklungsprojekte während der Durchführung in neue Richtungen gehen können, und trotzdem mit Erfolg abgeschlossen werden, zeigte Frank Benner von der Ruhl & Co. GmbH. Zugleich macht sein Beispiel deutlich, dass die Unterstützung eines externen Organisators dabei hilft, erhaltene Zwischenergebnisse einer neuen Zielrichtung anzupassen und die Arbeiten dementsprechend auch innerhalb eines laufenden Projekts neu auszurichten. Ausgangspunkt der Entwicklungsarbeit war der Bedarf, die Einsatzfähigkeit der bestehenden Beschichtungstechnik des Mechanical Platings mit einer Zinkbasislegierung auf über 200 °C auszudehnen. Darin enthalten war auch der Wunsch, die Schichtdickenverteilung insbesondere an Kanten und Rändern zu verbessern sowie die Homogenität der Schicht zu erhöhen.
Als ein grundsätzlicher Ansatz zur Verbesserung der Beständigkeit wurde der Einbau von Nanocontainern mit inhibierenden Stoffen gesehen. Ab einer bestimmten Belastung können die Container aufbrechen und zu einer Auffrischung der Schutzwirkung führen. Die Zugabe der Nanocontainer zum Beschichtungsmaterial ist mit einer Änderung der Arbeitsparameter des Beschichtungsprozesses verbunden. Dabei zeigte sich eine deutliche Verbesserung der Schichtverteilung und Schichthomogenität. Um diese Veränderungen erfassen zu können, wurde zudem ein spezielles Messverfahren auf Basis der Röntgenanalytik entwickelt. Damit sind die unterschiedlichen Phasen aus Aluminium, Zink und Zinn innerhalb der Schicht detektierbar.
Zwar konnte der Einbau von Nanocontainern bisher nicht erreicht werden, allerdings entstanden aus den Arbeiten neue aus Zink und Zinn mit unterschiedlichen Passivierungen und Zusatz von reibungsmindernden Stoffen. Zudem ergab sich durch Anpassung der Arbeitsparameter eine deutliche Verbesserung der Schichtqualität und ein schnelles und effizientes Messverfahren für die Qualitätskontrolle.
Selbstheilende Schichten
Artur Dumrau, Wocklum-Gruppe, stellte ein weiteres Entwicklungsprojekt mit Unter-
stützung der eiffo eG vor. Beim Projekt WeGaNet – Werterhaltung durch galvanisch basierte Schichten – wurden die Möglichkeiten zur Herstellung von selbstheilenden Schichten untersucht. Diese Eigenschaften besaßen die bis vor etwa zehn Jahren gebräuchlichen Chromatierungen, bei denen in der Schicht eingebundenes Chromat im Falle einer Beschädigung der Chromatierung durch Reaktion mit der darunter liegenden Zinkschicht eine neue passive Oberfläche erzeugt hat. Aufgrund der Toxizität von Chromat werden Chromatierungen heute nicht mehr in großem Umfang eingesetzt.
Als alternativer Stoff gilt nanoskaliges Siliziumoxid. Bei diesem liegt keine Bindung in ein Netzwerk vor, sodass die Nanopartikel beweglich bleiben und bei Auftreten einer mechanischen Schädigung der Passivschicht die Schadstelle abdecken und so die Passivschicht ersetzen können. Derzeit erfolgen erste Untersuchungen über die Eignung des nanoskaligen Siliziumdioxids bei Zinklegierungsschichten, die durch Mechanical Plating aufgebracht wurden.
Elektrolytische Zinkschichten
mit Nanocontainern
Zinkschichten sind die galvanischen Oberflächen, die neben Chrom die breiteste Anwendung finden. Hier ist das Ziel, die Beständigkeiten des für den kathodischen Korrosionsschutz eingesetzten Metalls zu erhöhen sowie dieses mit weiteren Funktionen auszustatten. Im Rahmen des WeGaNet-Projekts wurden verschiedene Ansätze näher untersucht, die Wolfgang Knoll, Chemopur Brand, als einer der beteiligten Partner vorstellte.
Eines der vorrangigen Ziele für den Einsatz von Nanocontainern betrifft die Schaffung eines Selbstheilungseffekts, der durch den Wegfall der früher üblichen Chromatierung für Zinkschichten nicht mehr verfügbar ist. Bei einer Verletzung der heute üblichen Passivierung könnten Stoffe aus den Nanocontainern freigesetzt werden, die eine neuerliche Passivierung bilden. Ausgegangen wurde von einem alkalischen Zinkelektrolyten, da dieser eine sehr gute Streuung und damit eine gleichmäßige Verteilung der Nanocontainer über die Gesamtoberfläche verspricht. Jedoch zeigten die durchgeführten Versuche, dass ab einem pH-Wert von 10 und höher die verwendeten Nanocontainer agglomerierten und instabil wurden mit der Folge, dass der Einbau nicht stattfinden konnte. Ähnliche Ergebnisse erbrachte die Verwendung der Container in kommerziellen, schwach sauren Elektrolyten.
Erst nach Modifikation des Elektrolyten konnten bis zu 20 g/l an Partikeln als stabile Dispersion erreicht werden. Die daraus hergestellten Schichten zeigten eine gleichmäßige Verteilung der Container. Mit einer inhibierend wirkenden Füllung zeigten die hergestellten, matten und haftfesten Schichten eine Steigerung der Korrosionsbeständigkeit. Daneben wird auch daran gearbeitet, die Container als Indikator für Verschleiß einzusetzen.
Objektive Korrosionsaussagen
Kritischer Punkt der üblichen Entwicklungen zur Verbesserung des Korrosionsschutzes ist die Verwendung einer aussagekräftigen Methode zur Bestimmung der Korrosionsbeständigkeit. Dies gilt im Besonderen für die graduelle Verbesserung von bestehenden Systemen, wie sie beispielsweise durch die Zugabe von Nanocontainern zu Zinkschichten angestrebt werden. Daher wurde der Korrosionstest zur Prüfung von derartigen Schichten im Rahmen des WeGaNet-Projekts einer detaillierten Betrachtung unterzogen, die Thomas Heinemann, Zeschky GmbH, vorstellte. Eine besondere Herausforderung im Rahmen einer solchen Betrachtung ist die Fülle an unterschiedlichen Testmethoden, wie sie derzeit vor allem in der Automobilindustrie zu finden ist – im Moment werden in den entsprechenden Datenbanken knapp 60 Testvorschriften geführt.
Für das Ziel, den Effekt der Selbstheilung zu erreichen, wurde die Oberfläche zunächst definiert angeritzt und anschließend per Schwitzwasserwechsel- und Salzsprühtest belastet. Manuelles Anritzen ist hierbei zu undefiniert, sodass sich ein automatisiertes Ritzen mit stets gleicher Anpresskraft empfiehlt. Des Weiteren macht sich bei derartigen Untersuchungen der Grundmaterialeinfluss bemerkbar, sodass auch hier eine Beschränkung auf wenige interessante Basiswerkstoffe zu empfehlen ist. Und schließlich sind die Bewertungen des Korrosionsangriffs stark von der Person abhängig, die eine Beurteilung durchführt. Dies kann durch den Einsatz von Fotos eingedämmt werden.
Thomas Heinemann wies ausdrücklich und überzeugend darauf hin, dass marginale Änderungen bei der Korrosionsbeständigkeit besonders stark von der Auswahl eines geeigneten Prüfsystems abhängen. Diese erfordern einen erheblichen Aufwand an Zeit und Kosten, die unbedingt bei den Planungen von entsprechenden Entwicklungsprojekten zu berücksichtigen sind und über den Erfolg der Arbeiten entscheiden.
Innovation durch Verbote?
Dr. Malte Zimmer, eiffo eG, gilt als einer der besten Fachleute im Umgang mit REACh und dessen Auswirkungen auf die Oberflächentechnik. Den Überlegungen von Dr. Zimmer zufolge haben sich Verbesserungen bei Verfahren und Produkten nahezu ausschließlich durch den Erfindungsgeist oder den Änderungswillen von technisch orientierten Personen ergeben. Im Gegensatz dazu sind die derzeit laufenden Herausforderungen der Europäischen Union durch bürokratische Verbote gekennzeichnet. Dabei wird von den Behörden stets der innovative Gedanke mit dem Ziel, die Lebensqualität aller Menschen – insbesondere den Bürgern der EU – zu verbessern, betont. Die genauere Betrachtung der in den letzten Jahren in Gang gesetzten Prozesse, beispielsweise zur Schonung von Ressourcen oder dem Verbannen von toxischen Stoffen innerhalb diverser Prozessketten, lässt jedoch eine dramatische Fehlentwicklung erahnen. Insbesondere führen die Änderungen wie sie zum Beispiel durch REACh angestrebt werden, zu einer dramatischen Benachteiligung der europäischen Industrie bei gleichzeitiger Zunahme an kritischen Stoffen oder schlechterer Produktqualität. Insbesondere die mangelnde Sachkenntnis und das geringe Interesse an einer intensiven Zusammenarbeit mit der Industrie im Vorfeld von regulativen Eingriffen lassen sich bisher als Hauptgründe für die unbefriedigende Situation ausmachen.
Kooperation in der Wertschöpfungskette
Die Vorteile einer Entwicklungskooperation, wie sie das Unternehmen mit eiffo durchgeführt hat, erläuterte Peter Fischer, Balver Zinn. Seiner Erfahrung nach macht sich insbesondere die Zusammenarbeit mit weiteren Mitgliedern einer Prozesskette sehr positiv bemerkbar. Dadurch werden Ideen und daraus entstehende Produkte in einem sehr frühen Stadium unter verschiedenen Aspekten geprüft. Hilfreich ist hierbei die Unterstützung der Auswahl von Projektpartnern durch einen kompetenten Projektorganisator.
Ressourceneffizienz
Neben dem wichtigen Energieträger Erdöl wird vor allem bei den Metallerzen seit längerem darauf hingewiesen, dass die verfügbaren Ressourcen in absehbarer Zeit zur Neige gehen. Aus diesem Grund sind die westlichen Staaten stark daran interessiert, Rohstoffe sparsam einzusetzen und nach Möglichkeit einen Wertstoffkreislauf aufzubauen. Berthold Sessler, Vorstand eiffo eG, befasst sich seit einigen Jahren intensiv mit der Durchführung von Rohstoffeffizienzuntersuchungen im Bereich der Oberflächentechnik. Da beispielsweise die Galvanotechnik Metall verfahrensbedingt bereits sehr effizient verwendet, ist hier eine umfassende Effizienzbetrachtung unter Einbeziehung von Nebenprozessen, wie Vor- und Nachbehandlung, oder auch Abfall- und Abwasseraufarbeitung zu betreiben. Eingang haben derartige Betrachtungen beispielsweise in den Maßnahmenkatalog der BREF gefunden.
Durchgeführte Untersuchungen zeigen Einsparpotenziale bei den Prozesschemikalien in der Größenordnung von 25 % oder bei Abwasser von knapp 30 %. Gekoppelt werden Untersuchungen zur Ressourceneffizienz sinnvollerweise mit der Berücksichtigung von Energie zu Heizen, Kühlen oder Trocknen, was erfahrungsgemäß in der Oberflächentechnik einen erheblichen Faktor ausmacht. In der Summe ergeben sich daraus monetäre Einsparungen im Bereich von 3 % bis 4 %, die nach Aussage von Berthold Sessler in der Regel nur durch Umsatzsteigerungen von deutlich über 20 % ebenfalls erzielbar sind. Damit tragen Effizienzbetrachtungen und die Umsetzung der daraus gewonnenen Erkenntnisse ebenso zur Zukunftssicherung bei, wie dies für die Weiterentwicklung der Technologien gilt.
Simulationen
Die galvanischen und chemischen Prozesse in der Oberflächentechnik sind stark von der Bewegung der Medien abhängig. Gleichzeitig sind aber die Bewegungen im Allgemeinen nur mit hohem Aufwand zu untersuchen. Jan Bohncke stellte erste Ergebnisse eines Entwicklungsprojekts vor, bei dem Simulationstechniken zum Einsatz kommen. Dazu werden die Strömungen an Oberflächen mit unterschiedlicher Struktur ermittelt und deren Gültigkeit aus den bei der galvanischen Abscheidung erhaltenen Schichtdickenverteilungen verifiziert.
In Erweiterung dieser Ergebnisse wurden in Zusammenarbeit mit Hochschulen und Forschungsinstituten Strömungen in Modellbehältern und unter Verwendung von unterschiedlichen Düsensystemen ermittelt. Daraus ergeben sich für bestimmte Behältergeometrien, Düsenarten und Düsenanordnungen jeweils optimale Strömungsgeschwindigkeiten und Volumenströme, die in die Ausführung von Umwälzpumpen Einfluss nehmen können.
Abluftanlagen
Ein weiterer anlagentechnischer Bereich, dessen nähere Betrachtung erhebliche Einsparpotenziale zeigt, sind die in der Oberflächentechnik unabdingbaren Abluftanlagen. Patric Hering, Airtec Mueku GmbH, befasst sich mit der Effizienzsteigerung von Abluftanlagen; nach seinen Worten besitzt vor allem die bedarfsgerechte Anlagenauslegung im Planungsstadium einen hohen Stellenwert. Weitere Punkte richten sich auf die Rückgewinnung von Wärmeenergie aus der umgewälzten Luft oder einen geringen Wasserverbrauch. Zum Einsatz kommen hierfür etwa Wärmepumpen, durch deren Einsatz bis zu 50 % der bisher notwendigen Heizenergie eingespart werden können. Dadurch können entsprechende Abluftanlagen kleiner dimensioniert werden, woraus sich auch indirekte Einsparungen durch einen geringeren Platzbedarf ergeben.
Effizienzbetrachtungen im Bereich der Abluft und Luftwäscher führen zu einer weiterreichenden Kombination von Prozessen zum Abluft- und Zuluftmanagement. Ziel des von eiffo unterstützten Entwicklungsprojekts InlinePlat ist die Entwicklung eines modular und kompakt aufgebauten Beschichtungsautomaten, der abwasser- und abluftfrei betrieben werden kann. Damit würde auch die bisher übliche umfangreiche Genehmigung zum Betrieb der Anlage entfallen und so die Zukunftssicherung der Beschichtungsindustrie erhöht werden.
Werbung um den Nachwuchs
Der letzte Tag der Hannover Messe steht traditionell unter dem Zeichen der Nachwuchswerbung für die technischen Berufe. Dazu organisiert die Messe über den Service tec2you die Anreise und Führung von Schulklassen aus einem weiten Umkreis von Hannover zu bestimmten Punkten auf der Messe. In diesem Jahr hatten sich sechs Schulklassen mit insgesamt mehr als 150 Schülern für die Information im Bereich Werkstoff- und Oberflächentechnik beworben.
Die Schüler wurden von fünf Fachleuten aus der Branche über die Anforderungen und Möglichkeiten der technischen Berufe im Umfeld der Werkstoffoberflächen informiert. Olaf Katzer, Leiter der Berufsausbildung und Weiterbildung im Konzern Volkswagen Group Academy, gab dabei einen sehr interessanten Überblick über den Wandel bei VW bei der Herstellung von Fahrzeugen. Er sprach einerseits die Veränderungen in der Montage im Werk an, die sich aus den Anforderungen an eine steigende Qualität bei gleichzeitig hohem Kostendruck ergeben. So geht er davon aus, dass bis in etwa zehn Jahren mehr Roboter als Menschen in der Montage tätig sein werden. Ein weiterer Trend ist die stetig zunehmende Integration der Elektronik; dabei steht die Vernetzung der Fahrzeuge noch deutlich vor dem autonomen Fahren. Durch das Vernetzen entsteht die Möglichkeit, die Verfügbarkeit der Fahrzeuge zu jeder Zeit gewährleisten zu können sowie die Erkenntnisse über das Verhalten innerhalb kürzester Zeit in Verbesserungen des Fahrverhaltens einfließen zu lassen. Dies fordert allerdings auch eine kontinuierliche Weiterbildung der Mitarbeiter, um solche Systeme betreuen zu können.
Michael Oswald, Vorstandsvorsitzender des
VOA, Verband für die Oberflächenveredelung von Aluminium e. V., zeigte die Vielfalt des Werkstoffs Aluminium, der eine hohe Fachkenntnis in Werkstoffkunde und Oberflächentechnik voraussetzt. Daher engagieren sich die Unternehmen im Verband für eine qualifizierte Ausbildung und vor allem für eine hohe Motivation des Nachwuchses.
Einen Einblick in das Berufsbild des Oberflächenbeschichters gab Wolfgang Voigt, langjähriges und engagiertes Mitglied der DGO e. V. Die dreijährige Ausbildung umfasst heute die Arbeiten: galvanische und chemische Metallabscheidung, Anodisieren, Leiterplattenbeschichtung und Feuerverzinken. Erforderlich hierfür ist das Interesse für technische Fächer, insbesondere Chemie, Physik und Mathematik, ebenso wie eine Vorliebe für manuelle abwechslungsreiche Tätigkeiten.
Sebastian Knorn vom Fraunhofer-Institut für Schicht- und Oberflächentechnik IST in Braunschweig zeigte Beispiele für Tätigkeiten und Produkte der Galvano- und Oberflächentechnik wie sie beim IST in der Forschung und Entwicklung anfallen. Daraus wurde auch ersichtlich, dass die Oberflächentechnik als Schlüsseltechnologie in nahezu jeder Art der Produktion eine kaum zu ersetzende Aufgabe übernehmen muss: Korrosion- und Verschleißschutz, elektrische Kontaktierung oder dekoratives Erscheinungsbild sind einige der hiermit zu erzielenden Eigenschaften.
Für den Lehrberuf des Oberflächenbeschichters stehen derzeit deutschlandweit vier große Berufsschulen zur Verfügung; Benjamin Trinks aus Zwickau stellte die dortige Einrichtung vor und informierte über die Voraussetzungen zur Aufnahme, die Inhalte und die erreichbaren Qualifikationen. Insbesondere durch seine überzeugende und frische Art der Präsentation zeigte er, dass die Oberflächentechnik ein zukunftsfähiges und abwechslungsreiches Betätigungsfeld ist.



Kolben einer Stahlpresse (67 T) mit Nickeldispersionsschicht (30 µm)Bild: H. Reski

Kolben einer Stahlpresse (67 T) mit Nickeldispersionsschicht (30 µm) (oben) und Kurvenscheibe mit 200 µm Bronzeschicht (unten)Bild: H. Reski


Partiell gehärtete Oberfläche eines AluminiumteilsQuelle: M. Weidenbach


Nitrieranlage mit hoher EffizienzQuelle: U. Huchel




Beispiel für die Ermittlung des Korrosionsverhaltens bei unterschiedlichen pH-Werten des KorrosionsmediumsQuelle: Dr. Thies


Höhenprofil einer Oberfläche mit NanometerauflösungQuelle: Dr. Klenke



Neues Verfahren zur Bewertung von Zinkschichten beim Mechanical PlatingQuelle: F. Benner

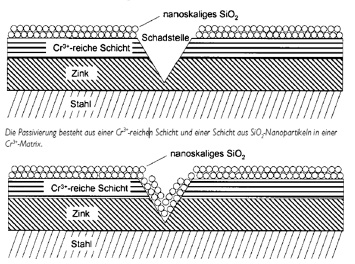
Selbstheilung durch nanoskaliges Siliziumdioxid im Schema
Quelle: Zeschky/Dumrau

Zinkschichten mit (unten) und ohne (oben) Partikeleinbau
Quelle: W. Knoll

Ritzspur einer Schicht ohne Nanocontainer, bei der die Spuren von Korrosionsprodukten überdeckt sind (links) und Schicht mit Nanocontainer und blank gebliebener Ritzspur
Quelle: Th. Heinemann


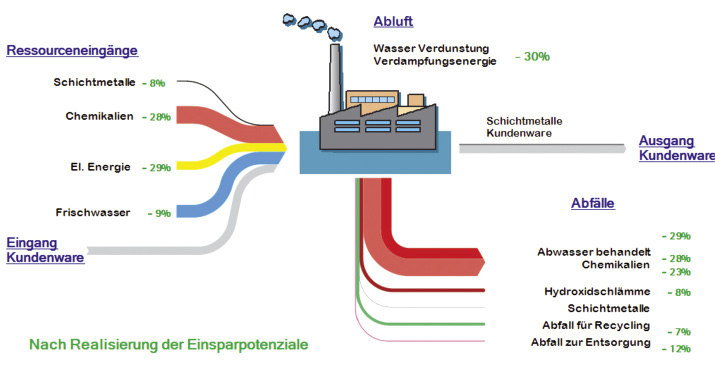
Prozessoptimierung bei umfassender Betrachtung der Energie- und MaterialströmeQuelle: B. Sessler

Beispiele zur Simulation von Strömungen für unterschiedliche Düsen und Strömungsmengen
Quelle: J. Bohncke/LSTM/IPA



Abwasserfreier Chromnebelabscheider
Quelle: P. Hering

Olaf Katzer bot einen interessanten Einblick in die Arbeitswelt bei VW, der für Jugendliche sicher zu den erstrebenswerten Arbeitgebern zählt

Olaf Katzer hatte bereits im Rahmen des Ausstellerabends für ein hohes Zuhörerinteresse gesorgt, indem er die Neuentwicklungen bei VW der nächsten zehn Jahre anriss

Oberflächenschutz von Metallen gegen Witterungseinflüsse, eine der wichtigen Aufgaben für den OberflächenbeschichterQuelle: B. Trinks

Derzeitige Verteilung der Schulausbildung im Berufsfeld Oberflächenbeschichter
Quelle: B. Trinks
