

Im Rahmen der Hannover Messe bot das Forum Surface Technology mit Fachvorträgen den Besuchern die Möglichkeit, sich über Neuheiten im Bereich der Oberflächentechnik zu informieren. Einen Schwerpunkt bildeten beispielsweise Betrachtungen zur Einsparung von Ressourcen und Energie, dargestellt für das Lackieren oder das thermische Spritzen. Großes Interesse fanden Verfahren zur Bearbeitung von Oberflächen mittels Laser, sowohl zum Reinigen als auch zur gezielten Werkstoffanpassung oder Vermessung von Oberflächenstrukturen. Zudem wurde vermittelt, wie durch weitgehende Automatisierung unter Einsatz von Robotertechniken die Kosten für die Produktion im Bereich der Oberflächentechnik gesenkt werden können.
Auch in diesem Jahr hatte die Deutsche Messe AG im Rahmen der Hannover Messe 2015 ein Vortragsforum für den Bereich der Oberflächentechnik eingerichtet. Dieses vom VDMA und der WOTech GbR organisierte und moderierte Forum bot an allen fünf Messetagen Besuchern die Möglichkeit, sich über die unterschiedlichen Aspekte der Oberflächentechnologie zu informieren. Nachfolgend und in der nächsten WOMag erfolgt ein inhaltlicher Überblick über die verschiedenen Vorträge.
Physikalische Beschichtungen und Ressourceneffizienz
Als eine der wichtigsten Industriebereiche in Europa hat sich die Automobilbranche das Ziel gesetzt, Energie und Ressourcen zu schonen. Die Audi AG hat sich das Ziel gesetzt, im Zeitraum 2010 bis 2018 bei Energie, Abfall, Wasser und Emissionen eine Reduzierung von 25 Prozent zu erreichen. Marco Maccari stellte hierzu die daraus entstandenen Ansätze bei der Lackierung von Fahrzeugen im Werk Ingolstadt der Audi AG vor. Er wies darauf hin, dass etwa 35 Prozent des gesamten Energieverbrauchs am Standort auf die Lackierereien entfallen; sie sind damit ein durchaus lohnender Ansatzpunkt für Einsparungen. Zur Steigerung der Ressourceneffizienz beim Lackieren wurden alle Einzelschritte – von der Vorbehandlung durch Phosphatieren, das kathodische Tauchlackieren, die verschiedenen Lackierschritte bis hin zum Aushärten und Kontrollieren der Lackierung – untersucht.
Beim Phosphatieren kann beispielsweise ohne Einbuße der Qualität auf eine Austauscheranlage zur Aufarbeitung des Spülwassers verzichtet werden, wodurch die Abwassermenge verringert wird. Eine modulare Anodenstromsteuerung sowie eine geringere Restwelligkeit bei der elektrolytischen Tauchlackierung reduziert die Energiemenge deutlich. Der Wegfall der Nassauswaschung beim Pulverlackieren und die Einführung von Filtermodulen mit Sinkluft führen zu einem geringeren Verbrauch an Energie und Wasser. Des Weiteren bringt das Handling beim Lackieren, zum Beispiel durch die Optimierung der Handlingroboter oder die Umstellung auf betriebsmittelfreie Decklacke, Kostenreduzierungen in erheblichem Umfang. Schließlich wird ein geringerer Energieverbrauch auch durch den Einsatz der LED-Technik bei der Kontrolle der lackierten Karosserie erzielt, da LEDs nicht flackern, eine geringere Wärmeentwicklung aufweisen und weniger Energie für den Betrieb benötigen.
Insgesamt wird durch das Bündel der Maßnahmen ein erheblicher Anteil an Energie eingespart, weniger Abfall erzeugt und der Anteil an Rohstoffen zur Herstellung der hochwertigen Fahrzeuge vermindert, wie Marco Maccari eindrucksvoll aufzeigen konnte.

LED-Lichttunnel zur Prüfung der lackierten Karosserien (Quelle: Audi AG)
Pulverbeschichtung mittels Fluidbett
Ebenfalls Verbesserungen beim Energie-und Materialverbrauch stellte Christoph Vonach, Längle Group, mit der Pulverbeschichtung mittels Fluidisierbett vor, die in Zusammenarbeit mit dem Fraunhofer-Institut für Produktionstechnik und Auto-
matisierung (IPA) in Stuttgart entwickelt worden war. Bei dieser Technologie wird mit einem flachen Behälter, dem sogenannten Fluidisierbett gearbeitet, bei dem Pulver von oben und Druckluft von unten eingebracht wird. Im Fluidisierbett befindet sich ein Gitter aus Koronaelektroden, über die durch Anlegen einer Hochspannung zum entgegengesetzt geschalteten Teil das Pulver auf die zu beschichtende Oberfläche aufgebracht wird.
Der große Vorteil der Technologie liegt in der sehr schnellen Lackierung von großen Flächen, die ohne Probleme auch eine dreidimensionale Strukturierung besitzen können. In der Regel sind zwei Durchläufe für eine Beschichtung ausreichend, sodass sich Prozessgeschwindigkeiten von mehr als 1 m/s ergeben. Das Verfahren zeichnet sich durch einen um mehr als 60 Prozent geringeren Luftverbrauch im Vergleich zur klassischen Beschichtung mit elektrostatischen Pistolen aus. Zudem sind der Overspray und die Pulververluste sehr gering; die Korngrößenseparierung ist deutlich einfacher zu beherrschen, die Schicht sehr gleichmäßig und der Umgriff sehr gut. Auch der Farbwechsel ist sehr einfach durchzuführen und damit schnell und kostengünstig.
Die Technik eignet sich insbesondere für vorwiegend ebene Teile (mit Strukturierung aber auch Gitter) und große Durchsatzmengen, wobei das Teilespektrum durch den Einsatz von Robotern für die Bewegung der Teile über das Fluidisierbett sehr groß sein kann. Realisiert wurden bisher Anlagen mit Fluidisierbettgrößen von bis zu 2 m x 2 m. Einschränkungen ergeben sich dadurch, dass das Wenden von großen Teilen zur Beschichtung von Vorder- und Rückseite einen deutlichen höheren Handlingaufwand erforderlich macht.

Lackieren mittels Fluidisierbett
Energieeffizienz beim thermischen Spritzen
Der Bereich der Oberflächentechnik ist nach Aussage von Dr. Bastian Rüther bis heute ein stetig wachsender Markt. Es werden immer neue Anwendungsgebiete für die moderne Oberflächentechnik in der Industrie entdeckt. Vor diesem Hintergrund ist es umso wichtiger, diesen Technologiezweig stetig effizienter zu gestalten. Dies garantiert Wettbewerbsfähigkeit und Entwicklungspotential.
In den letzten Jahren gelangten die unterschiedlichen Verfahren, wie beispielsweise Lichtbogendrahtspritzen, Hochgeschwindigkeitsflammspritzen, Kaltgasspritzen oder Plasmaspritzen, aufgrund ihrer besonderen Eigenschaften zu zunehmend breiterer Anwendung. Dadurch erringen die Möglichkeiten zur Effizienzsteigerung von Anlagen und deren Peripheriegeräten eine erhöhte Aufmerksamkeit. Durch den Einsatz beispielsweise von Trackingtools lässt sich die Prozesssicherheit und -reproduzierbarkeit deutlich erhöhen und damit die Attraktivität des thermischen Spritzens steigern. Dr. Rüther stellte Untersuchungen zu diesem Thema vor, die in einer der nächsten Ausgaben der WOMag im Rahmen von umfangreicheren Fachbeiträgen detailliert betrachtet werden.
Thermisches Spritzen und Auftragsschweißen in der Praxis
Benedikt Allebrodt gab in seinen Ausführungen einen Überblick über die Verfahren und Anlagentechnik für das thermische Spritzen und Auftragschweißen, insbesondere für Beschichtungen mit hohen Schichtdicken im Bereich zwischen 50 µm und 50 mm. Neben dem thermischen Spritzen sind dies Laser-, PTA- und Auftragsschweißen, mit denen besonders Werkzeuge und Maschinen für den Einsatz unter extremem Verschleiß bearbeitet werden.
Das thermische Spritzen bietet die Möglichkeit, die Eigenschaften der Beschichtungen durch den Einsatz der unterschiedlichen Spritzverfahren und der einstellbaren Bearbeitungsparameter in einem weiten Bereich zu variieren. Dazu lassen sich einerseits die unterschiedlichsten Werkstoffarten, wie Metall oder Keramiken, verarbeiten und andererseits die Porosität verändern, wodurch beispielsweise die Aufnahme von Schmiermitteln steuerbar ist.
Als Beispiele für den Einsatz nannte Allebrodt Biomasseverbrennungsanlagen, bei denen hohe Temperaturen von 400 °C bis 1200 °C auftreten, und durch vorhandene Chloride, Sulfide oder Salzschmelzen ein starker Korrosionsangriff zu bewältigen ist oder mit Oxidation und Erosion zu rechnen ist. Bei Bauteilen in der Papierindustrie als weiteres Beispiel tritt durch feine Holzfasern und Zuschlagstoffe eine starke Abrasion auf und Zusätze und Wasser im Prozess verursachen Korrosion. Darüber hinaus bestehen hohe Anforderungen an die Oberfläche in Bezug auf geringste Rauheiten der beschichteten Walzen. In beiden Fällen ist nicht nur eine Beschichtung an den Ausgangsteilen bei der Erstellung der Anlagen möglich, sondern auch eine Nachbearbeitung bei den Anlagen in Betriebspausen, die ohne Demontage von Anlagen erfolgen können. Ähnliche Anforderungen bestehen beispielsweise bei den beschichteten Werkzeugelementen von Großanlagen zum Abbau von Kohle im Tagebau, dem Bohren von Tunneln oder dem Verarbeiten von Steinen und Sand.

Beschichtung von Schaufeln für einen Braunkohlebacker
Entwicklung bei Nanobeschichtungen
In der Regel werden Nanopartikel durch unterschiedliche chemische Reaktionen erzeugt. Damit bietet sich bei ihnen, im Gegensatz zu Mikropartikeln, die Möglichkeit, die Eigenschaften der Partikel den jeweiligen Anforderungen anzupassen. Helmut Schmid vom Frauhofer-ICT ging in seinen Ausführungen darauf ein, welche Eigenschaften beispielsweise für die Erzeugung von visuellen Effekten bei Nanopartikeln verantwortlich sind und wie auf Basis der unterschiedlichen Eigenschaften daraus entsprechend wirkende Nanopartikel herstellbar sind. Es bietet sich hier das Mineral Glimmer an, bei dem durch Lichtbrechung oder Reflexion in Verbindung mit einem transparenten Trägerstoff ein breites Spektrum an Farben erzeugt werden kann. Dazu lassen sich die Glimmerpartikel mit Titanoxid, Eisenoxid, Chromoxid oder Mischungen daraus beschichten.
Neben der Farbe ist es erforderlich, die Partikel in einer Trägersubstanz zu fixieren, um so beispielsweise eine Beschichtung in Form eines Lackes durch Tauchen auf Bänder oder Drähte herzustellen. Aus einem solchen System wurde eine goldfarbene Oberfläche erzeugt, die in architektonischen Elementen Einsatz finden kann.

Beschichtetes Bandmaterial (Quelle: Fraunhofer-ICT)
Fördermittel für KMU
Insbesondere in kleinen und mittleren Unternehmen (KMU) ist es vor allem aus personellen Gründen relativ schwierig, sich mit den verfügbaren nationalen und EU-Förderprogrammen auseinanderzusetzen. Michael Krause von der AiF GmbH zeigte auf, welche unterschiedlichen Ansätze für die Beantragung von Fördermitteln für Forschung und Entwicklung möglich sind. Dabei bietet sich unter anderem die Nutzung von Netzwerken aus KMUs und Forschungsvereinigungen der unterschiedlichen Fachdisziplinen an.
Neben der reinen Anlaufförderung sollte bei der Auswahl der Förderprogramme auch auf die Unterstützung bei der Antragstellung, während eines Projekts bis hin zur Vermarktung oder auch der Auswahl von Fachkräften Wert gelegt werden. Besonders interessant sind derzeit die ZIM-Projekte auf nationaler Ebene, die Programme der Industriellen Gemeinschaftsforschung (IGF), EXIST und SIGNO des Bundesministeriums für Wirtschaft und Energie oder das mit 17 Milliarden Euro ausgestattete HORIZON 2020, das noch bis zum Jahr 2020 läuft. Abschließend stellte Michael Krause mit dem ZIM-SOLO-Projekt zur Beschichtung von großen Bauteilen mit DLC und einer Untersuchung zum Ultraschallschweißen von Kunststoffen zwei bereits durchgeführte Projekte detailliert vor.
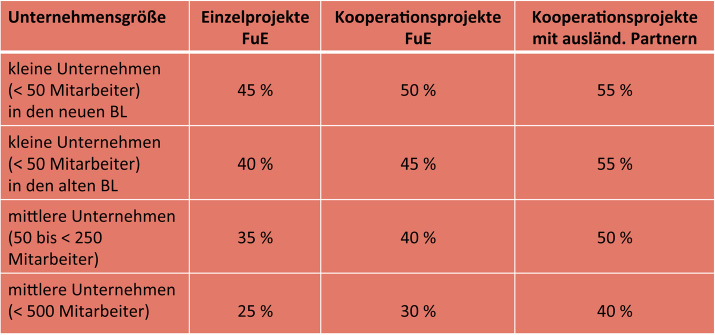
ZIM-Fördersätze (Quelle: AiF GmbH)
Reinigen und Vorbehandeln mit CO2-Schnee
Das Vorbehandeln und Reinigen von Oberflächen der unterschiedlichsten Werkstoffe mit CO2-Schnee hat in den letzten Jahren deutlich zugenommen. Ein Grund sind nach den Worten von Felix Elbing die vorteilhaften Eigenschaften von gefrorenem Kohlenstoffdioxid: Die geringe Temperatur sorgt zu einer starken Abkühlung der zu bearbeitenden Oberfläche, das Aufsprühen des Schnees erzeugt einen mechanischen Abtransport von Verunreinigungen von der Oberfläche und die Sublimation des Kohlenstoffdioxids sprengt Deckschichten ab.
Darüber hinaus hinterlässt die Behandlung eine trockene und saubere Oberfläche, die sofort weiter bearbeitet werden kann. Zur Bearbeitung stehen unterschiedliche Geräte und Ausstattungen zur Verfügung, die sich nach den zu bearbeitenden Flächen, deren Geometrien und den vorliegenden Werkstoffen richten. So lassen sich Rückstände einer mechanischen Bearbeitung von Kunststoffen, Metallen oder Keramiken ebenso entfernen wie Öl, Trennmittel, Schleif- und Polierstaub oder Oxidschichten. Die Bearbeitung kann manuell durchgeführt werden, was bei undefinierten Verunreinigungen mit einem hohen visuellen Prüfaufwand von Vorteil ist; bei maschineller Bearbeitung lassen sich auch große Flächen und hohe Stückzahlen direkt vor einer Beschichtung wirtschaftlich bearbeiten.
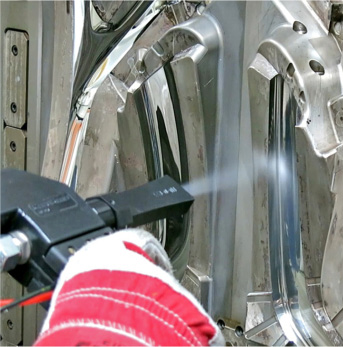
Reinigen einer Werkzeugoberfläche (Quelle: Cryosnow)
Reinigen mit Licht
Eine Oberflächenbehandlung ebenfalls durch Strahlen, allerdings mit Licht als Strahlmaterial, stellte Olav Schulz vor. Die Laserbehandlung zeichnet sich durch eine berührungslose und medienfreie Bearbeitung aus; es werden kurze und gut regelbare Energiemengen eingesetzt und durch eine sehr gute Steuerbarkeit des Lichtstrahls wird eine Schädigung des Grundwerkstoffs verhindert.
An Beispielen wie der Entfernung und Aufrauung von CFK, Metall oder Gummi vor dem Verkleben, von Metall vor dem Schweißen oder dem Entschichten von Werkstoffen zeigte Schulz den universellen Einsatz. Bei diesen Einsatzfeldern kommen vor allem die gezielte, örtlich abgrenzbare Anwendung der Laserbehandlung oder die gute Anpassung an die unterschiedlichen Grundmaterialien beziehungsweise die zu entfernenden Deckschichten zum Tragen. Darüber hinaus lassen sich die Bearbeitungsgeschwindigkeit oder die Größe der zu bearbeitenden Oberfläche relativ einfach über die Laserleistung anpassen. Zudem sind Anlagen zur Laserbearbeitung in vielen Fällen gut transportierbar, sodass die Bearbeitung nahezu an jedem beliebigen Ort ausführbar ist, solange die Energieversorgung der Anlage gewährleistet ist. Besonders interessant ist die selektive Bearbeitung, bei der eine sehr gute Abgrenzung zwischen behandeltem und nicht behandeltem Bereich möglich ist. Insbesondere am Beispiel der Entfernung von Anlaufschichten wird deutlich, dass die Abgrenzung auch in Bezug auf die Tiefe der Einwirkung mit hoher Präzision erfolgen kann.
Überwachung von Reinigungsmedien
Die nasschemische Reinigung wird in großem Umfang als automatischer Prozess durchgeführt. Um die erforderliche Reinigungsqualität sicherzustellen, ist die Einhaltung der unterschiedlichen Prozessparameter sinnvoll und wichtig. Daniel Decker stellte hierfür eine integrierbare Sensortechnik zur automatischen Überwachung der Reinigerkonzentration vor.
Das System beruht auf dem Einsatz von Schallwellen. Hierbei wird die Tatsache genutzt, dass die Laufzeit von Schallwellen von der Zusammensetzung des Schallmediums abhängt. Effekte durch Strömung können hierbei herausgefiltert werden und spielen damit eine untergeordnete Rolle. Das System ist darauf ausgelegt, durch Vorgabe von Toleranzgrenzen und die Verknüpfung mit einem Dosiersystem das Reinigungsmedium kontinuierlich zu kontrollieren. Vor dem Einsatz ist allerdings eine Machbarkeitsanalyse durchzuführen. Zudem ist zu berücksichtigen, dass nicht gelöste Verschmutzungen sowie die Temperatur einen starken Einfluss auf die Messung ausüben. Die Verlängerung der Standzeit von Reinigungslösungen, eine genaue Prozessführung der Inhaltsstoffe des Reinigers sowie eine Kosteneinsparung durch Reduzierung der erforderlichen Messungen durch das Personal machen den Einsatz des Systems lohnend.

Schallsystem zur Überwachung von Medien (Quelle: BvL GmbH)
3D-Messtechnik
Die hohen Anforderungen an die Qualität von Teilen für die unterschiedlichsten Anwendungen machen es notwendig, neben den mechanischen Werten für Werkstoffe auch die Qualität der Oberflächen in einem breiten Bereich der Dimensionen zu erfassen und zu kontrollieren. Dazu eignen sich aufgrund der berührungslosen und häufig sehr kurzen Messzeiten unter anderem die optischen Systeme besonders. Henning Onken stellte die konfokale Mikroskopie als optische 3D-Messtechnik zur Charakterisierung von Oberflächen vor.
Die Konfokaltechnik bietet den direkten Zugang zu dreidimensionalen Daten; sie erfordert nur eine minimale Probenvorbereitung und arbeitet zerstörungsfrei sowie unabhängig von der Art des zu vermessenden Substrats. Darüber hinaus erlaubt sie die Vermessung von großen Flächen mit einer Auflösung bis in den Nanometerbereich.
An zahlreichen Beispielen veranschaulichte der Referent den Einsatz und die zu erwartenden Ergebnisse. Bei Walzen zum Formen von Blechen ist sowohl die Tiefe der erzeugten Näpfchenstruktur als auch deren Verteilung erkennbar. Die Struktur erhöht beispielsweise die Lackierbarkeit des gewalzten Blechs, kann aber auch die Reibung zwischen Walze und Blech beim Umformen verbessern. Für das Lasergravieren von Zylindern, um beispielsweise definierte netzartige Vertiefungen zu erzeugen, eignet sich das Messverfahren zur Überwachung des Graviervorgangs. Bei Umformwerkzeugen kann mithilfe der Konfokaltechnik der Zustand von Werkzeugen überprüft werden. Die Automatisierung des Messvorgangs hat den Vorteil, dass die Messfrequenz bei verhältnismäßig geringen Kosten erhöht werden kann. Bei Motorkomponenten, wie Nockenwellen, Kurbelstangen oder Kurbelwellen, erlaubt die Vermessung der Oberflächen mit entstehenden Verschleißspuren Rückschlüsse auf die Art der Belastung sowie deren Reduzierung. Beispielsweise sind damit die deutlichen Unterschiede zwischen gehonten und geschliffenen/polierten Oberflächen, aber auch unerwünschte Ausbrüche von harten Phasen zu erkennen. Weitere Beispiele sind die Vermessung der Oberflächenstruktur von Schleifmitteln, Schneidkanten von Bohrern und Oberflächen von bearbeiteten Substraten oder Schneidkanten von Rasierklingen im Zuge der Qualitätssicherung.
Ein neuer und besonders interessanter Bereich ist die Medizintechnik. Die Dentaltechnik etwa benötigt Methoden zur Verbesserung von Implantaten für einen höheren Tragekomfort und eine höhere Lebensdauer, was durch eine Anpassung der Oberflächentopografie erzielbar ist. Gelenke lassen sich durch eine Optimierung der Oberflächen von Gelenkkopf und Gelenkpfanne deutlich verbessern; damit verringern sich die Risiken für Patienten und die Kosten für Operationen. Die Qualität von Stents wird durch eine umfassende Analyse von Oberflächenfehlern oder eine Verbesserung der Oberflächen durch spezielle Beschichtungen gesteigert. In all diesen Fällen leistet die konfokale 3D-Analyse wertvolle Unterstützung.
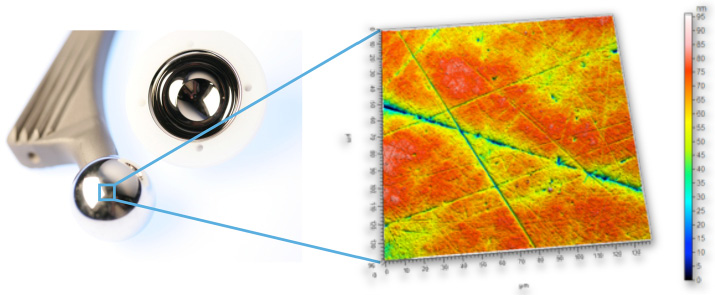
Oberfläche des Gelenkkopfes eines Implantats (Quelle: Nanofocus)
Konfokale Messung an Industrieoberflächen
Merten Kuna befasste sich in ihrem Beitrag ebenfalls mit der konfokalen Vermessung von Oberflächen, allerdings in großen lateralen Dimensionen und zugleich einer Auflösung im Nanometerbereich. Dabei werden insbesondere LED-Lichtquellen eingesetzt, deren reflektiertes Licht durch spezielle Kontrastberechnungen eine Höhenauflösung bis auf drei Nanometer liefert. Durch die Kombination der Fokusvariation mit der konfokalen Messtechnik in einem Gerät ergeben sich deutliche Kosten- und Zeiteinsparungen.
Mit dem vereinheitlichten Messsystem können feinste Oberflächenstrukturen per strukturierter Beleuchtung aufgezeichnet werden; auch Konturen mit großen Winkeln werden per Fokusvariation erfasst. Die Ergebnisse der entsprechenden Messtechnik zeigte Merten Kuna unter anderem an Schneidkanten von Wendeschneidplatten, Gewindebohrern oder Fräsern. Ein weiteres Beispiel für einen effektiven Einsatz ist die Vermessung der Rillenstruktur bei Kugellagern.

Vermessung von Kanten bei Wendeschneidplatten (Quelle: Confovis)
Farbige Sol-Gel-Beschichtungen
Sol-Gel-Beschichtungen zeichnen sich durch ihre leichte und universelle Art der Auftragung aus. Zudem besitzen sie nahezu keine Fehlstellen und sind in Form der Siliziumdioxidbasis sehr beständig. Siegfried Pießlinger-Schweiger stellte eine neue Art der Sol-Gel-Beschichtung vor, die eine sehr große Zahl an Farbvarianten erlaubt und den metallischen Charakter von Metallsubstraten betont.
Basis der Beschichtung war ein vor etwa zehn Jahren neu entwickeltes Beschichtungsverfahren zur Herstellung von Antifingerprint- und Easy-to-clean-Oberflächen auf Edelstahl. Dieses System wurde aufgrund seiner positiven Eigenschaften zu einem farbgebenden System erweitert. Die Herausforderung dabei war die Einbringung von Farbpigmenten dergestalt, dass die Metalloberfläche zwischen den Pigmenten sichtbar bleibt. Dadurch gelingt es, den Metallcharakter mit Farbe zu verknüpfen. Darüber hinaus sollten keine umweltbedenklichen Stoffe zum Einsatz kommen; wichtig waren auch eine einfache Applikation, hohe Beständigkeit gegen Alterung und Umwelteinflüsse, hohe Reinigungsfähigkeit sowie eine umfangreiche Farbpalette einschließlich der Farben Schwarz und Weiß. Entstanden ist ein einfach zu applizierendes Farbsystem (Spritzauftrag), das bei 150 °C bis 300 °C auf Edelstahl, Aluminium, Zink und Cortenstahl einsatzfähig ist und kurzzeitig bis 500 °C belastet werden kann. Bisher fand das Schichtsystem vor allem für Architekturteile (innen und außen), Möbel, Verkleidungen von Maschinen oder im Sanitärbereich großes Interesse. Neben der guten Beständigkeit ist dies vor allem dem nahezu unbegrenzten Farbspektrum zuzuschreiben.
Automatisierte Maskierung
Für viele Anwendungen kommen heute oberflächliche Strukturierungen, beispielsweise durch partielles Strahlen, Beschichten oder Ätzen, zum Einsatz. Wie Uri Sela an einem Videoclip verdeutlichte, fallen dafür mit den klassischen Technologien des Abklebens sehr aufwendige manuelle Tätigkeiten an, sowohl bei der Vorbereitung vor dem jeweiligen Prozessschritt als auch nach dem Beenden zum Entfernen der Maskierungen.
Als Alternative wurde eine roboterunterstützte Maskierungstechnik unter Einsatz eines speziellen Maskierungsharzes entwickelt, die mithilfe von Dispensern sehr exakt auch auf dreidimensionale Strukturen aufgetragen und mithilfe von UV-Licht ausgehärtet werden kann. Damit werden insbesondere sehr scharfe Kanten erzielt und die Herstellung, beispielsweise von linienförmigen Strukturen, ist kostengünstig möglich. Darüber hinaus verfügt das robotergesteuerte System auch über eine automatisierte Möglichkeit zur Entfernung der Masken nach Beendigung der Oberflächenbehandlung.
Anwendung von Niederdruckplasma
Jan Mokros gab einen Überblick über die verschiedenen Verfahren der Plasmabehandlungen mit Niederdruck. Diese zeichnen sich durch einen geringen Verbrauch an Prozessgas aus, durch eine optimale Erreichbarkeit der Oberfläche – auch von komplexen Geometrien – sowie durch geringe Prozesstemperaturen im Bereich zwischen 40 °C und 120 °C. Damit lassen sich Kunststoffe ebenso behandeln wie Metalle oder Keramiken. Bei Kunststoffen kann durch eine Plasmabehandlung eine Aktivierung der Oberfläche erzielt werden, wodurch sich beispielsweise die Haftung beim Kleben oder der Lackierung deutlich verbessert. Auf Metallen wird eine optimale Feinreinigung von Oberflächen als Vorstufe zum Bonden oder für die Verwendung von medizinischen Teilen zum direkten Einsatz in steriler Umgebung oder hydrophiles Verhalten (z. B. für Analysebehälter) erzielt. Kleine Teile können auch als Schüttgut behandelt werden. Als Beschichtungen spielen insbesondere die harten und verschleißfesten DLC-Schichten eine wichtige Rolle, die auf Metall, Glas, Keramik oder Kunststoff abgeschieden werden und die Lebensdauer von Teilen deutlich verlängern.
Farbige Schichten werden auf Metall und metallisierten Kunststoffen hergestellt und zeichnen sich durch eine hohe Farbvielfalt und gute chemische Beständigkeit aus. Für Kunststoffe in der Lebensmittelindustrie oder der Medizintechnik eignen sich Barriereschichten als Schutz vor Sauerstoff, Wasserdampf oder Kohlenstoffdioxid; darüber hinaus erhalten damit beschichtete Folien den Geschmack von Lebensmitteln. Neben PVD- und PECVD-Verfahren wird derzeit vor allem an der Weiterentwicklung von ALD (Atomlagenabscheidung) gearbeitet. Dieses Verfahren liefert besonders gleichmäßig dicke und sehr dichte Schichten.
DLC-Schichten für die Tribologie
Unter Tribologie ist die Wissenschaft und Technik von aufeinander einwirkenden Oberflächen in Relativbewegung zu verstehen, die zu Reibung und Verschleiß führen oder durch Schmierung beeinflusst werden. Durch diese Effekte entstehen Schäden an Werkstoffen und Energieverluste. Dr. Marcus Kuhn erläuterte, welche Kräfte beispielsweise beim Verschleiß wirksam werden und an welchen Arten von Maschinenelementen tribotechnische Systeme wirksam sind.
In der Praxis spielen vor allem die Reibung, die Oberflächenrauheit, Umgebungsmedien, Temperatur und Relativgeschwindigkeit eine wichtige Rolle in Tribosystemen. Verschleißmechanismen selbst sind durch Abrieb, Kaltverschweißung, Korrosion und Zerrüttung erkennbar. Diamantähnliche Beschichtungen (DLC) sind ein sehr effektives Mittel, um Oberflächen gegen tribologische Schädigungen zu schützen. DLC-Schichten sind primär aus Kohlenstoff aufgebaut und besitzen eine Kristallstruktur zwischen Graphit und Diamant; daraus ergeben sich auch die positiven Eigenschaften wie hohe Härte, chemische Beständigkeit, geringer Reibwert, gute Wärmeleitfähigkeit oder hohe Biokompatibilität. Neben Kohlenstoff enthalten DLC-Schichten – je nach gewünschten Eigenschaften – Wasserstoff oder Metalle. Hergestellt werden sie durch PVD- oder PECVD-Verfahren in Vakuumkammern mit einstellbaren Härten zwischen etwa 800 HV bis zu 10 000 HV entsprechend etwa 6 GPa bis etwa 80 GPa. Die Reibwerte von derartigen Schichten liegen zwischen 0,05 und 0,2 gegenüber trockenem Stahl (100Cr6).
In entsprechenden Testverfahren weisen solche Oberflächen auch nach etwa 30-facher Testzeit lediglich leichte Einlaufspuren auf. Neben dem deutlich verbesserten Verschleißverhalten zeigen DLC-Schichten aufgrund ihrer sehr geringen Porosität auch einen guten Korrosionswiderstand. Die ausgezeichnete Biokompatibilität führt zu einem günstigen Verhalten für die Adhäsion und Ausbreitung von Knochenzellen sowie einer günstigen Zelldifferenzierung ohne eine Zelltoxizität zu verursachen. DLC-Schichten finden unter anderem bei Kolben für Pneumatikventilen, bei CFK-Teilen für den Maschinenbau, Implantanten oder bei Luxusartikeln wie Uhren Anwendung. Auf chirurgischen Instrumenten verhelfen sie zu einer deutlichen Verlängerung der Lebensdauer.
Kreislaufführung von Prozesswasser
In nahezu jedem Industriebereich ist Wasser eines der wichtigsten Produktionsmittel. Nach den Ausführungen André Turkowski liegen die Verbrauchsmengen bei einem Mobiltelefon bei 1300 Litern und übersteigen bei einem Fahrzeug 400 000 Liter.
Um Ressourcen einzusparen und aus Umweltschutzgründen ist die Kreislaufführung von Prozesswasser erforderlich. Dies bedeutet in der Praxis, dass enthaltene Verunreinigungen beispielsweise stark aufkonzentriert werden, wogegen stets der größere Teil des Wassers verunreinigungsfrei im Prozess verbleibt und nur ein kleiner Teil mit hoher Schmutzlast zur Entsorgung gelangt. Dabei bietet sich die Verdampfertechnologie als Vorbild des natürlichen Wasserkreislaufs an. Insbesondere durch Vakuumverdampfen, bei dem Wasser bei Unterdruck bereits bei etwa 85 °C verdampft, kann ein großer Teil der Energie für das Verdampfen rückgewonnen und wiederverwertet werden. Hierbei liegt der zurückgewonnene Anteil an reinem Wasser bei bis zu 95 Prozent. Die Effizienz sowie die Art der erforderlichen Anlagen richtet sich nach den Mengen und Verunreinigungen im jeweiligen Produktionsbereich. André Turkowski stellte an verschiedenen Produktionsverfahren die Anlagenausführungen sowie die Kosten-Nutzen-Situation vor.
Verkapselung von MEMS
Mario Baum gab in seinem Beitrag einen Einblick in die Möglichkeiten zur Herstellung und Verkapselung von mikroelektronischen Bauelementen, wie sie heute in steigendem Maße in nahezu allen modernen Geräten und Einrichtungen zum Einsatz kommen. Dabei wird zunehmend darauf geachtet, material- und umweltschonende Produktionsverfahren zu verwenden. Die Bauelemente selbst müssen eine hohe Lebensdauer und insbesondere eine hohe Zuverlässigkeit aufweisen, zugleich aber auch gegen Umwelteinflüsse stabil und –im Fall der Medizintechnik – auch biokompatibel sein. Dazu werden beispielsweise durch Nanodrucktechniken Strukturen mit Abmessungen im Nanometerbereich hergestellt. Unter Einsatz von ionischen Flüssigkeiten lassen sich zudem spezielle Metalle wie Titan, Aluminium oder verschiedene Edelmetalle in hoher Präzision abscheiden. Besondere Bedeutung besitzen darüber hinaus Beschichtungen wie Parylen, das eine hohe Beständigkeit und gute Biokompatibilität aufweist. Schließlich lassen sich Drucktechniken mit speziellen Aerosolen für den 3D-Druck einsetzen und mit flexiblen organischen Polymeren kombinieren.
Surface Engineering 2.0
Der Einsatz von Lasern zur Erzeugung von neuen Materialeigenschaften und von Oberflächenfunktionen war das Thema von Dirk Hauschild. Dazu bieten sich nach den Worten des Referenten vor allem Hochleistungsdiodenlaser an, die mit Liniensegmenten arbeiten. Solche Laser erzielen bei einer optischen Leistung von 500 W beispielsweise eine Vorschubgeschwindigkeit von 0,1 m/s beziehungsweise eine Flächenrate von 10-3 m2/s. Bei einer optischen Leistung von 150 kW ergibt sich dabei eine Flächenrate von bereits 0,3 m2/s.
Zum Einsatz kommt die Technologie unter anderem zur Herstellung von Photovoltaikzellen für das Glühen, um innere Spannungen oder Kristallisationsdefekte zu vermeiden, zur Kristallisation oder zur Synthese, um die Absorptionscharakteristiken der Zellen anzupassen. Ein weiterer Einsatzbereich ist die Herstellung von Dünnschichtelektroden, bei denen die optischen und elektrischen Eigenschaften der TOCs oder Metalle durch oberflächliches Sintern und Tempern verbessert wird. Bei metallischen Beschichtungen, beispielsweise in Multilagentechnik, kann durch eine Laserbestrahlung eine Beschichtung zum Legieren angeregt oder die Rauheit reduziert werden, indem die Oberfläche aufgeschmolzen wird.
Plasmaoberflächentechnik
Die Plasmatechnologie bietet zahlreiche Ansatzpunkte zur Herstellung von Oberflächen mit unterschiedlichen Eigenschaften. Dies gilt insbesondere, seitdem neben den klassischen Verfahren im Vakuum auch vermehrt Atmosphärendruckplasmen anwendbar sind. Dr. Maik Fröhlich bot dazu Beispiele aus dem Hightech- und dem Life-Science-Bereich. Durch die Variabilität der erforderlichen Druckbereiche sowie die unterschiedlichen Arten der Energieeinbringung lassen sich einerseits Oberflächen verändern und andererseits spezielle Beschichtungen auftragen. Nach wie vor zählen in vielen Anwendungen harte Oberflächen zu den begehrten Modifikationen, die beispielsweise auf Werkzeugen oder Gebrauchsgütern wie Schmuck oder Brillengläsern zum Einsatz kommen. Bei Gläsern bieten sie unter anderem Schutz gegen Zerkratzen oder liefern UV-Schutz und eine Entspiegelung. Außerdem lassen sich beispielsweise Eigenschaften wie die Benetzung oder das Gleitverhalten steuern oder es lässt sich eine Barriere gegen diffundierende Stoffe aufbauen. Relativ neu ist die Anpassung von textilen Oberflächen, um wasser-, öl- und schmutzabweisende Kleidung herzustellen. Im Bereich der Biomedizin sind vor allem im Falle von Implantaten Oberflächen zur besseren Verträglichkeit mit lebendem Gewebe, aber auch Oberflächen zum Schutz gegen Befall mit Mikroorganismen gefragt.
Kunststoffe müssen zur Verwendung von Reaktoren für die Analyse oder Forschung mit bestimmten biologischen Eigenschaften versehen werden, um ein Zellwachstum zu fördern oder vergleichende Untersuchungen an einer großen Zahl von Stoffen auf Zellen (Lab-on-a-Chip) zu ermöglichen. Die Plasmatechnik bietet hier ausgezeichnete Möglichkeiten, mit überschaubarem Aufwand und unter geringem Materialeinsatz eine große Zahl an unterschiedlichen Oberflächenmodifikationen zu schaffen.
– wird fortgesetzt –


Auftragen der neuen farbigen Sol-Gel-Beschichtung
Quelle: Poligrat


Roboterunterstützes Maskieren

DLC-Schichten als Verschleißschutz
Quelle: Plasma Electronic



Wasserverbrauch (virtuell) in der Industrie
Quelle: H2O GmbH



Legieren beziehungsweise Tempern einer metallischen Beschichtung
Quelle: Limo

Zellen auf unbehandeltem Titan und auf kupferdotiertem Titan
Quelle: INP
