
Ursachenfindung mit moderner Schadensanalytik
Nach wie vor ist es trotz einer stetig steigenden Prozesssicherheit erforderlich, Fehler in Lackbeschichtungen zu analysieren und daraus folgend den Beschichtungsprozess zu verbessern. Oftmals führen schon die klassische Metallographie, eine Querschliffpräparation und die Lichtmikroskopie zum Erfolg. Schwierigere Aufgabenstellungen werden mit der Rasterelektronenmikroskopie (REM) gelöst, ergänzt um das Focused Ion Beam (FIB), mit dem sich in die Lackoberfläche hineinschneiden lässt. Die resultierenden Schnittflanken können sowohl abbildend als auch elementanalytisch mithilfe der energiedispersiven Röntgenspektroskopie (EDX) auf erwünschte oder unerwünschte Lackinhaltsstoffe hin untersucht werden. Sind die Fehlerursachen im Substratwerkstoff begründet, kann sich der Einsatz eines 3D-Computertomographen (CT) lohnen. Anhand von Beispielen werden die einzelnen Verfahren und die daraus zu erhaltenden Ergebnisse vorgestellt.
Defects in paint coating – detection of causes with modern analytics
As before, despite a steadily increasing process reliability, it is necessary to analyse defects in paint coatings and consequently to improve the coating process. Often already the conventional metallography, a cross-cut preparation and light microscopy leads to success. More difficult tasks are solved with the scanning electron microscopy (SEM), supplemented by the Focused Ion Beam (FIB), which can be cutting into the paint surface. The resulting cutting edge can be analyzed for desired or undesired paint ingredients, both by mapping and element analysis using energy-dispersive X-ray spectroscopy (EDX). Are the causes of defects based in the substrate material, the use of a 3D computed tomography (CT) may be worthwhile. Using examples, the individual processes and the results to be obtained therefrom are presented.
1 Einleitung
Henry Ford hat einmal gesagt, dass die Kunden ihre Autos in allen Farben erhalten können – Hauptsache, sie ist schwarz. Heute leben wir in einer Welt austauschbarer Produktangebote, in der Konsumgüter zunehmend über ihre Oberfläche verkauft werden. Die Oberfläche – hier im Sinne von Farbton, Glanz, Struktur und optischen Effekten – ist zu einem schlagenden Verkaufsargument geworden. Um diese Ansprüche zu erfüllen, kommen vor allem Lacke als wichtigste Stoffe zum Einsatz. Entsprechend groß sind die Anstrengungen der Lackentwickler nach immer neuen, den jeweiligen Modegeschmack treffenden optischen Lackeigenschaften. Im Umkehrschluss gilt: Ein Produkt mit einer mängelbehafteten Oberfläche ist unverkäuflich, denn sie stört das Wertegefühl des Konsumenten für das Produkt. Und weil Fehlervermeidung vor Fehlerbeseitigung geht, ist die genaue Kenntnis der Fehlerursachen – mit Blick auf die Beschichtungskosten – von entscheidender Bedeutung.
Fehlerursachen sind im Substrat, in der Vorbehandlung, im Lackmaterial und im Beschichtungsprozess zu suchen. Da der Qualitätsanspruch des Kunden an die Oberflächenoptik immer weiter steigt, müssen zunehmend leistungsfähigere Methoden der Oberflächenanalytik eingesetzt werden. Um die Nacharbeitskosten so gering wie möglich zu halten, ist im Schadensfall rasches Handeln durch erfahrene Anwendungstechniker gefordert. Im Folgenden werden moderne Methoden der Schadensanalytik beschrieben, um in der Praxis häufig anzutreffende Lackfilmstörungen zu identifizieren und abzustellen (Abb. 1).

Abb. 1: Ausrichtung einer pulverlackierten Probe im 3D-Computertomographen (fem)
2 Schmutzeinschlüsse
Punktuelle oder systematische Oberflächenstörungen in Form von Pickeln oder leichten Erhebungen deuten auf Fremdpartikel im Lack hin. Sie können auf unterschiedliche Weise auf das Teil gelangt sein: über die Vorbehandlung, die Lackapplikation oder die Strömung der Umgebungsluft. Sauberkeit im Lackierbetrieb zahlt sich daher aus.
Sind die Lackfehler größer als ein Zehntelmillimeter, können sie nach einer metallographischen Schliffpräparation im Lichtmikroskop sichtbar gemacht werden. Dazu ist der fehlerbehaftete Bereich sorgfältig aus dem Teil herauszutrennen und in ein fließfähiges, aushärtendes Kunstharz einzubetten. Der so hergestellte Schliffkörper wird dann quer, wie in Abbildung 2 zu sehen ist, bis zur Fehlstelle abgetragen. Man nennt dieses Verfahren eine Zielpräparation; sie ist deshalb so aufwendig, weil durch häufige lichtmikroskopische Zwischenprüfungen Sorge getragen werden muss, dass beim Schleifen nicht über das Ziel hinausgeschossen wird.

Abb. 2: Oberflächenstörungen auf pulverlackierter Probe mit Angabe von Schleifrichtung für Zielpräparation
Aus dem Partikeltyp im Querschliff – je nachdem, ob es sich beispielsweise um ein metallisches Partikel, ein Staubkorn oder eine Faser handelt – kann dann eventuell schon seine Herkunft ermittelt oder zumindest eingegrenzt werden. Um sich einen Überblick über die prinzipiell vorhandenen Partikeltypen zu verschaffen, sollte ein sauberes, weiß beschichtetes Blech für etwa 24 Stunden im Lackierbetrieb ausgelegt und anschließend seine Oberfläche im Stereomikroskop untersucht werden. Ein Vergleich des Lackfehlerpartikels mit den Schmutzpartikeln auf dem weißen Blech und deren genauere Klassifizierung könnte schon die eindeutige Schmutzquelle enthüllen. Abbildung 3 zeigt einige Partikel, wie sie unter üblichen Raumluftbedingungen nach 24-stündiger Auslagerung auf einem Blechabschnitt zu finden sind.

Abb. 3: Schmutzpartikel, aufgefangen nach 24-stündiger Auslagerung eines weiß lackierten Probeblechs im Beschichtungsbetrieb
3 Vernetzte Pulverkörner
Sind die Pickel im Lack kleiner als ein Zehntelmillimeter, dann ist die Wahrscheinlichkeit für eine erfolgreiche metallographische Fehlerpräparation klassischer Art gering; es bietet sich stattdessen die Untersuchung im Rasterelektronenmikroskop (REM) an. Neben der wesentlich höheren Bildvergrößerung, hat die Rasterelektronenmikroskopie gegenüber der Lichtmikroskopie den Vorteil besserer Schärfentiefe und bietet darüber hinaus die Möglichkeit, das Objekt – zwecks Visualisierung plastischer Oberflächenstrukturen – zu kippen. Um festzustellen, ob es sich bei den Fehlern nur um Substratunebenheiten handelt, die sich in die Lackoberfläche hinein fortsetzen, muss der Lack vom Substrat abgelöst und seine Rückseite lichtmikroskopisch begutachtet werden. Findet sich hier kein Fehler, dann wird die Oberseite des abgelösten Lackfilms im REM untersucht. Aus Abbildung 4 geht die Form der Fehler gut hervor, die ihre Ursache in stengeligen Fremdpartikeln in der Lackoberfläche zu haben scheinen. Um weitergehende Informationen über die Partikelstruktur und -zusammensetzung zu erhalten, muss man unter die Lackfilmoberfläche schauen.
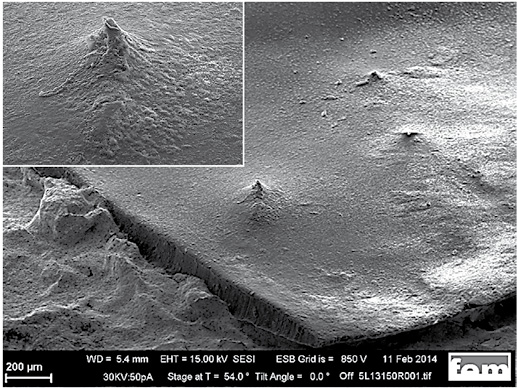
Abb. 4: Pickel in der Oberfläche eines vom Substrat abgelösten Lackfilms
Zu diesem Zweck sind manche Rasterelektronenmikroskope mit einem zusätzlichen Tool ausgestattet – dem Focused Ion Beam (FIB). Es funktioniert wie ein Sandstrahl, mit dem ein senkrechter Schnitt mit einer Tiefe von mehreren Mikrometern in die Lackfilmoberfläche ausgeführt werden kann. Die abrasive Wirkung des FIB beruht hier allerdings auf einem Strahl beschleunigter Galliumionen. Die resultierende Schnittfläche offenbart eine Reihe partikulärer Lackinhaltsstoffe, die nun sowohl abbildend als auch elementanalytisch weiter untersucht werden können.
Abbildung 5 zeigt das einen Fehler verursachende Partikel im Lackfilm nach FIB-Präparation im Querschnitt. Da der Fehler nicht zur Lackmatrix kontrastiert, ist eine mindestens sehr ähnliche chemische Zusammensetzung beider Objekte anzunehmen. Per Elementanalyse des Fehlers mit der energiedispersiven Röntgenspektroskopie (EDX) lassen sich Kohlenstoff und Sauerstoff als Hauptbestandteile nachweisen. Die Signale sind dem Bindemittel zuordenbar, da sie im gleichen Intensitätsverhältnis wie in der Lackmatrix vorliegen. Weiterhin ist zu erkennen, dass sich das Partikel beim Lackeinbrennen nicht mit der Lackmatrix verbunden hat. Beide Befunde legen den Schluss nahe, dass es sich beim Fehler verursachenden Partikel um ein Pulverlackkorn handeln muss, das bereits vor dem Auftreffen auf die Bauteiloberfläche thermisch vernetzt war, und sich somit beim Lackeinbrennen physikalisch wie ein Fremdpartikel verhalten hat.
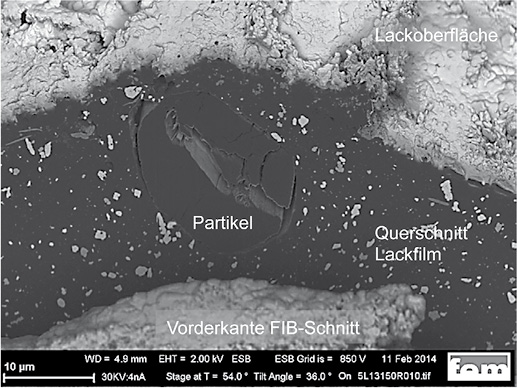
Abb. 5: Fremdpartikel im Lackfilm, sichtbar gemacht durch einen FIB-Schnitt
In Abbildung 5 sind außerdem viele kleinere helle und dunkle Partikel in der Lackmatrix erkennbar. Das dazugehörige EDX-Spektrum zeigt, dass es sich dabei um farbgebende Bariumsulfat (BaSO4)- beziehungsweise Metalloxidpigmente handelt.
Die vorvernetzten Pulverkörner könnten prinzipiell über die Lackapplikationstechnik auf die Bauteiloberfläche gelangt sein. Möglich ist aber auch, dass Pulverkörner aufgrund von Luftströmungen oder mechanischen Schwingungen vom Bauteil abgelöst werden und sich innerhalb des Lackeinbrennofens ablagern. Es ist nur eine Frage der Zeit, bis das Bindemittel in einen thermodynamisch günstigeren Zustand übergegangen ist und das Pulverkorn zumindest oberflächlich polymerisiert, wenn in seiner Umgebung auch nur mäßig erhöhte Raumtemperaturen herrschen. Ein erneuter Luftstoß oder eine Vibration könnten das inerte Pulverkorn dann auf ein bereits gepulvertes Bauteil weiter befördern.
4 Substratbedingte Ausgasungen
Die Pulverlackapplikation auf sogenannten schwierigen Untergründen – namentlich sind dies Gussoberflächen und feuerverzinkte Substrate – ist eine besondere Herausforderung, weil sie häufig zu sichtbaren ausgasungsbedingten Lackfehlern führt. Durch die hohen Temperaturen beim Lackeinbrennen treten gasförmige Substanzen aus dem Grundwerkstoff aus, die im Schadensfall nicht vollständig über die (teilvernetzte) Lackschicht entweichen und Defekte, wie Krater und Bläschen, hinterlassen. Auch wenn dieses Phänomen grundsätzlich bekannt ist, besteht im Hinblick auf eine nachhaltige Fehlervermeidungsstrategie noch Forschungsbedarf. Immerhin ist das geübte Auge in der Lage, bei Kenntnis des Grundwerkstoffs, mit einiger Sicherheit ausgasungsbedingte Lackfehler zu identifizieren.
Konkretere Informationen liefert die Untersuchung eines pulverlackierten, ausgasenden Schadteils im Computertomographen. In der Medizin bewährt sich die Röntgen-Computertomographie (CT) bereits seit Langem als diagnostisches Verfahren. Als Inspektionsmethode für Anwendungen in den Materialwissenschaften ist sie noch relativ jung. Zu den Anwendungen zählen die zerstörungsfreie Struktur- und Fehleranalyse, genauso wie die Qualitätssicherung und Produktionskontrolle. Einmal muss das Untersuchungsobjekt gescannt werden, anschließend lassen sich beliebige Schnittansichten erstellen und eine automatische Porenanalyse durchführen.
Als Beispiel dient ein pulverbeschichtetes Magnesiumdruckgussteil aus der Legierung AZ91. In Abbildung 6 ist eine Ausgasung in der Oberflächenaufsicht zu erkennen und in Abbildung 7 eine CT-Querschnittsaufnahme im Bereich der Blase. Weil die Computertomographie ein dreidimensional abbildendes Verfahren ist, lassen sich in jedem Raumwinkel beliebige Schnitte des Defektbereichs erzeugen und so die Hohlräume in allen drei Dimensionen darstellen. Wie umfangreiche Untersuchungen am fem gezeigt haben, setzen sichtbare ausgasungsbedingte Lackdefekte manifeste Hohlräume im Substratwerkstoff von mindestens zehn Mikrometer Durchmesser voraus.
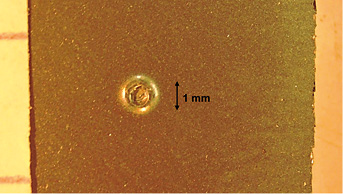
Abb. 6: Substratbedingte Ausgasung im Pulverlackfilm

Abb. 7: CT-Aufnahme von Hohlräumen in einem AZ91-Druckgussteil und Blase in der Pulverlackbeschichtung
Hohlräume in Leichtmetallgussteilen können prinzipiell zwei, oft nicht klar voneinander unterscheidbare Ursachen haben: Kantige Hohlräume resultieren typischerweise aus der Materialschwindung beim Abkühlen des Druckgussteils in der Form; eventuell treten dabei zusätzlich rissartige Materialtrennungen auf. Porenartige Hohlräume dagegen werden regelmäßig durch Wasserstoffentmischung beim Abkühlen des Gussteils verursacht.
Wasserstoff ist nur im flüssigen Leichtmetall gut löslich und bildet bei dessen Erstarrung Poren. Befindet sich eine Pore, oder ein Porennest, nahe der Gussteiloberfläche, kann der Wasserstoff, unter den Bedingungen des Lackeinbrennens von etwa 180 °C über einen Zeitraum von 20 Minuten, in den teilvernetzten Lackfilm einströmen und zur Blasenbildung führen. Weil die Wasserstoffentmischung aus dem Werkstoffgefüge ein diffusionsgesteuerter Prozess ist, entleert sich die Pore nicht spontan, sondern nimmt während des gesamten Einbrennvorgangs kontinuierlich Wasserstoff über ihre Oberfläche auf, der weiter durch eine kapillare Öffnung in den Lack entweicht.
5 Lackierprozessbedingte Ausgasungen
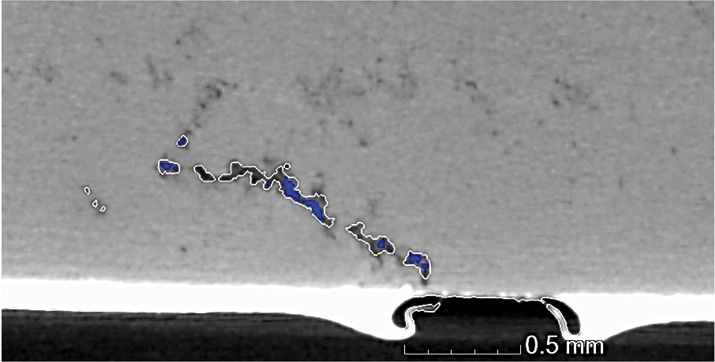
Lackfehler durch Ausgasungen können aber auch – substratunabhängig – durch einen ungenügenden Trocknungsprozess oder falsche Lösemittelwahl bei der Nasslackierung auftreten. Abbildung 8 zeigt eine zweischichtig nasslackierte Oberfläche eines Magnesiumgussteils mit zahlreichen Bläschen. In der computertomographischen Aufnahme (Abb. 9) sind zwar die gusstypischen Poren im Bauteilquerschnitt zu erkennen, es besteht aber keine Verbindung zwischen diesen und den Bläschen im Basislack. Die Bläschen in der äußeren Lackschicht resultieren vielmehr aus einer unzureichenden Trocknung der Grundierung. Nach der Basislackapplikation sind die Lösemittelrestmengen zu groß, als dass sie homogen aus dem Lacksystem abdampfen könnten, und verursachen stattdessen die dargestellten Bläschen.

Abb. 8: Bläschen in einer zweischichtig nasslackierten Magnesiumoberfläche, hervorgerufen durch ungenügende Ablüftzeit

Abb. 9: CT-Aufnahme eines zweischichtig nasslackierten Magnesiumdruckgussteils mit Bläschen in der äußeren Lackschicht
6 Benetzungsstörungen
Je komplexer das System aus Substrat- und Beschichtungsstoffen ist, umso schwieriger kann der Ursachenfindungsprozess von Lackfilmstörungen sein. Im vorliegenden Schadensfall handelt es sich um ein Magnesiumdruckgussteil, das mit Metalliceffekt-Polyurethanpulverlack basisbeschichtet und mit Polyesterpulverlack klarlackiert wurde. Im Beschichtungsbetrieb zeigten sich immer wieder zufällig auftretende, große dunkle Punkte unbekannter Herkunft auf der Bauteiloberfläche (Abb. 10) mit Durchmessern um etwa 800 Mikrometer.
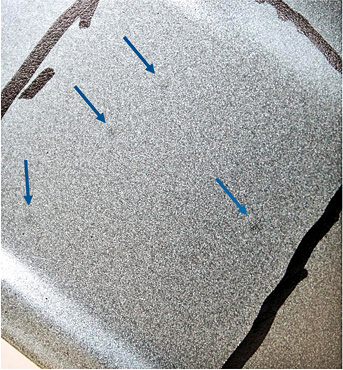
Abb. 10: Dunkle Punkte auf der Oberfläche eines mit Metallic-Pulverlack beschichteten Magnesiumdruckgussteils
Die Schadensanalyse beginnt mit einer lichtmikroskopischen Untersuchung am metallographischen Querschliff. Im vorliegenden Fall wurden weder Fremdpartikeleinschlüsse gefunden, noch konnten Unterschiede in der Pigmentkonzentration oder -orientierung zwischen Fehler- und Gutbereichen festgestellt werden. Lediglich die Schichtdicke des Basislacks war im Fehlerbereich geringer als außerhalb.
Weil die dunklen Punkte bereits vor der Klarlackierung auftreten, wird ein lediglich mit Basislack beschichtetes Fehlerteil präpariert und in der Aufsicht im Rasterelektronenmikroskop untersucht. Die zuvor mit bloßem Auge deutlich sichtbaren dunklen Punkte werden im REM nicht mit abgebildet, sodass ihre Positionen auf der Probenoberfläche mit einem Marker kenntlich gemacht werden muss. Dabei werden im Zentrum jedes dunklen Punktes Partikel erkennbar, die vom Lackfilm umschlossen und, nur soweit sie aus diesem herausragen, sichtbar sind (Abb. 11). Um mehr Informationen über Größe und Zusammensetzung der Partikel zu erhalten, wird ein FIB-Schnitt in den Lack eingebracht. Im vorliegenden Fall wurde dabei ein linienförmiges Partikel quer angeschnitten. Es zeigte sich, dass substantielle Volumenanteile der untersuchten Partikel – zuvor unsichtbar – unter der Lackfilmoberfläche verborgen lagen (Abb. 12). Eine EDX-Analyse des Partikels im FIB-Schnitt ergab hauptsächlich Silizium und nachrangig Magnesium und Chrom.

Abb. 11: Dunkler Punkt im Metallic-Pulverlackfilm und Fremdpartikel im REM

Abb. 12: FIB-Schnitt in Pulverlackierung
Siliziumhaltige Lackbestandteile konnten im vorliegenden Fall ausgeschlossen werden. Daher deutete alles auf eine Silikonkontamination im Beschichtungsprozess hin. Bei einer Prozessanalyse wurde festgestellt, dass die Bauteile Gewindebohrungen aufweisen, die mit Silikonstopfen vor Pulverbedeckung geschützt wurden. Die Stopfen werden wiederverwendet, und weisen daher verschleißbedingten Abrieb auf. Beim Ein- und Ausdrehen der Stopfen durch das Produktionspersonal werden Silikonverschleißpartikel auf die Bauteile übertragen, überpulvert und mit eingebrannt. Die sehr niedrige Oberflächenspannung der Silikonpartikel verhindert dabei ein Verfließen des flüssigen Lackfilms; es bleiben Krater zurück. Die gefundenen Magnesium- und Chromspuren sind vermutlich auf abgelöste Mikrospäne aus den Gewindegängen der grünchromatierten Magnesiumdruckgussteile zurückzuführen.
In Metallic-Lackierungen führen Krater zu besonderen optischen Effekten, denn Metallic-Lacke weisen sowohl Buntpigmente als auch Metalleffektpigmente auf. Beide unterscheiden sich in ihrer optischen Wirkung: Buntpigmente besitzen eine eigene Farbe und streuen das einfallende Licht in alle Richtungen. Metalleffektpigmente reflektieren das Licht total entsprechend der optischen Gesetzmäßigkeit, dass der Ausfallswinkel dem Einfallswinkel entspricht. An Stellen, an denen dunkle Punkte in Metallic-Lackierungen auftreten, ist diese Bedingung – wegen der Geometrie des Kraters – nicht erfüllt. Die Krateroberfläche reflektiert nur sehr wenig Licht, stattdessen dominiert die Eigenfarbe der Buntpigmente. Die Krater heben sich damit als dunkle Punkte von der fehlerfreien metallisch scheinenden Lackoberfläche ab. Dabei ist es egal, wodurch die Krater erzeugt wurden: Einschläge, Ausgasungen aus der Substratoberfläche oder oberflächenaktive Substanzen.
Dieses Beispiel zeigt, dass lösemittelfreie Pulverlacke absolut saubere und benetzungsfreudige Untergründe erfordern. Schon kleinste Mengen von oberflächenaktiven Substanzen können Beschichtungsstörungen hervorrufen.
Um die Größe eines Fehler verursachenden Silikonpartikels zu bestimmen, kann der Lackfilm im Fehlerbereich ionenstrahlgeätzt werden. Beim Ionenstrahlätzen werden Argonionen im Hochvakuum in Richtung auf das zu bearbeitende Substrat beschleunigt. Die hochenergetischen Teilchen zerstäuben die Oberfläche und tragen sie ab. Das Verfahren ist aufgrund seines mechanischen Charakters sehr materialselektiv: Manche Materialien werden schneller, andere langsamer abgetragen. Im Ergebnis führt die Ionenpräparation der Fehlerstelle zu einer plastischen Hervorhebung beispielsweise eines Silikonpartikels aus der Lackmatrix. Im vorliegenden Fehlerfall ergibt die Größenbestimmung im REM einen Durchmesser von 594 Mikrometer (Abb. 13).

Abb. 13: Silikonpartikel im Lackfilm nach Ionenstrahlätzen
7 Zusammenfassung
Die faszinierende Wirkung der Farbe, des Glanzes, der Struktur und anderer Spezialeffekte treibt die Lacktechnologen zu immer neuen Entwicklungen an. Farbe emotionalisiert und verschafft dem Produkt eine höhere Wertigkeit als ohne die Oberflächenbeschichtung. Außerdem neigen Menschen dazu, die Oberflächenqualität auf das gesamte Produkt zu übertragen. Will der Beschichter die Kosten niedrighalten, geht Fehlervermeidung vor Fehlerbeseitigung, und detaillierte Kenntnisse zu den Fehlerverursachern sind essenziell. Mit dem Qualitätsanspruch wiederum steigen die Anforderungen an die Oberflächenanalytik – sie hat in den letzten Jahrzehnten erheblich an Leistungsfähigkeit dazu gewonnen.
An Praxisbeispielen wurde erläutert, wie Ursachen von Pickeln und Kratern ermittelt werden, oder wie zu erkennen ist, ob Ausgasungen im Lack vom Substrat herrühren oder das Ergebnis unzureichender Ablüftzeiten bei der Lackapplikation sind. Schließlich wurde ein mehrstufiger Analyseprozess beschrieben, um ein komplexes Schadensbild einer Benetzungsstörung zuordnen zu können, verursacht durch silikonhaltige Hilfsstoffe im Beschichtungsbetrieb.
Häufig führen schon die klassische Metallographie, eine Querschliffpräparation und die Lichtmikroskopie zum Erfolg. Schwierigere Aufgabenstellungen werden mit der Rasterelektronenmikroskopie gelöst, ergänzt um das Focused Ion Beam, mit dem sich in die Lackoberfläche hineinschneiden lässt. Die resultierenden Schnittflanken können sowohl abbildend als auch elementanalytisch mithilfe der energiedispersiven Röntgenspektroskopie auf erwünschte oder unerwünschte Lackinhaltsstoffe hin untersucht werden.
Sind die Fehlerursachen im Substratwerkstoff begründet, kann sich der Einsatz eines 3D-Computertomographen lohnen: Zunächst wird das Schadensteil gescannt, dann lassen sich beliebige Schnittansichten des Systems aus Beschichtung und Untergrund erstellen und auch eine automatische Porenanalyse durchführen. Die genaue Kenntnis der Fehlerursache ist der erste Schritt zur Fehlervermeidung.
Danksagung
Das IGF-Vorhaben 17714 N der Forschungsvereinigung Verein für das Forschungsinstitut für Edelmetalle und Metallchemie e. V. – fem (Katharinenstraße 17, D-73525 Schwäbisch Gmünd) wurde über die AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Literatur
[1] VDI-Richtlinie 3822, Schadensanalyse, November 2011
[2] A. Goldschmidt, H.-J. Streitberger: BASF-Handbuch Lackiertechnik, Vincentz Verlag Hannover, 2002, S. 687–701
DOI: 10.7395/2014/JFriedrich1
Kontakt
E-Mail: friedrich@fem-online.de
E-Mail: langer@fem-online.de
