
In Bezug auf das Reibungs- und Verschleißverhalten zeigt es sich, dass die Härte des Substrats bei den hier vorliegenden Werkstoffen für den Fall der Misch- und Grenzreibung keinen Einfluss hat. Dabei ist ein Einlaufverhalten festzustellen, bei dem der weichere Gegenkörper eine Einebnung der Oberfläche, das heißt eine Abnahme der Oberflächenrauheit erfährt. Bei ermittelten Dicken des Schmierfilms im Bereich zwischen etwa 50 nm und 1000 nm ergeben sich Reibwerte von etwa 0,05 bis 0,1. Positiv wirken sich unter anderem die hohe Härte der aufgebrachten DLC-Schichten, deren geringe Neigung zur Adhäsion und das Vermeiden von Tribooxidation aus.
Effect of Substrate Surface Finish on Friction and Wear of Plated Piston Gudgeon Pins – Part 4
In respect of their friction and wear behaviour, it has been shown that the hardness of the substrate, in terms of the materials used in this role, do not affect mixed- or boundary-friction. There is an initial running-in period during which the softer counterface undergoes a surface levelling, that is to say a reduction in surface roughness. In the case of lubricant films with 50 to 1000 nm thickness, coefficients of friction between 0.05 and 0.1 are found. Benefits result, among others, from the very high hardness of applied DLC coatings with their very low propensity to stick and their freedom from tribo-oxidation.
Fortsetzung aus WOMag 5/2014
5.3 Tribologie an Kolbenbolzen im geschmierten Zustand
Die aus den Untersuchungen gewonnenen Erkenntnisse, dass die verschiedenen Bürstvarianten eine annähernd gleiche Effektivität auf die Rauheitsabnahme der Kolbenbolzen zur Folge haben, zeigen sich auch im Verschleiß- und Reibwertverhalten der Kolbenbolzen – hier zunächst aus dem Grundwerkstoff 20MnCr5 – im geschmierten Zustand. Infolge des nahezu identischen Reibungs- und Verschleißverhaltens werden die nach den verschiedenen angewandten Bürstvarianten nachbearbeiteten Kolbenbolzen zusammengefasst. Die Kolbenbolzen nach Bürstvariante C (automatisches Bürsten mit einem Durchlauf) haben dabei aufgrund ihrer abweichenden Ergebnisse hinsichtlich ihres tribologischen Verhaltens eine gesonderte Stellung inne. Des Weiteren wird das Reibungs- und Verschleißverhalten der ungebürsteten und der als Referenz dienenden unbeschichteten Kolbenbolzen jeweils getrennt voneinander betrachtet.
Damit Verschleißerscheinungen unter Einsatz eines Schmierstoffs überhaupt auftreten können, muss im Bereich des Grenz- beziehungsweise Mischreibungszustandes gearbeitet werden. Es ist bekannt, dass dieser Bereich vor allem durch hohe Belastungen, geringe Geschwindigkeiten und niedrige Ölviskosität erreicht werden kann, da unter diesen Bedingungen die Tragfähigkeit des sich ausbildenden Schmierfilms am ehesten verlorengeht. Diese Bedingungen lassen sich für Versuche mit dem verwendeten Kolbenbolzenprüfstand durch eine entsprechende Wahl der Parameter einstellen.
Die verfügbaren Beziehungen für die Hertzsche Pressung, den Elastizitätsmodul, die Normalkraft und den Krümmungsradius (die ausführliche Darstellung der Beziehungen finden sich in der Originalarbeit des Autors) ergeben eine Flächenpressung in der Kontaktzone des tribologischen Paares von etwa 226 MPa. Dies entspricht in etwa der realen Flächenpressung zwischen Kolbenbolzen und kleinem Pleuelauge [54].
Des Weiteren kann die Schmierfilmdicke in der Kontaktzone aus den Eigenschaften der eingesetzten Schmierstoffe und den Parametern wie Temperatur in der Kontaktzone oder Geschwindigkeit der reibenden Oberflächen ermittelt werden. (Die ausführliche Darstellung der Beziehungen finden sich in der Originalarbeit des Autors.) Den verfügbaren Gleichungen zufolge liegt die Dicke des Schmierfilms zwischen 0,051 μm und etwa 0,065 μm (zentrale Schmierfilmdicke). Die erhaltenen Schmierfilmdicken sind die Grundlage für die Auswahl der Testparameter bezüglich Drehzahl, Belastung und der Ölviskosität. Die Schmierfilmdicke wirkt sich stark auf die Geschwindigkeit und die Schmierstoffviskosität aus, während die Belastung (Normalkraft FN) nur einen geringen reduzierenden Einfluss hat. Der Bereich der Misch- beziehungsweise Grenzreibung wird so mit einer geringen Geschwindigkeit und Schmierstoffviskosität bei gleichzeitig hoher Belastung erreicht. Dies bestätigt die Annahme, dass bei den Prüfstandversuchen mit der berechneten minimalen Schmierfilmdicke tatsächlich im Grenz- beziehungsweise Mischreibungszustand gearbeitet wird.
Bei den geschmierten Versuchen mit dem Kolbenbolzenprüfstand treten die unterschiedlich rauen Oberflächen des Kolbenbolzens und des 100Cr6-Gegenkörpers aufgrund von Mischreibung in direkten Kontakt. Während bei Flüssigkeitsreibung (Vollschmierung) allein die nominelle Kontaktfläche der Kontaktpartner entscheidend ist, müssen bei Misch- beziehungsweise Grenzreibung sowohl die nominelle als auch die reale Kontaktfläche berücksichtigt werden. Zur Beschreibung dieser Wechselwirkungen kann das Schmierfilmdicke-Rauheits-Verhältnis, die sogenannte spezifische Schmierfilmdicke λ, herangezogen werden, welches bei bekannter minimaler Schmierfilmdicke und den Oberflächenkenngrößen Rq der beiden Kontaktpartner wie folgt berechnet werden kann:
λ = hmin / √(R2q1 + R2q2)
mit:
λ spezifische Schmierfilmdicke
hmin minimale Schmierfilmdicke (μm)
Rq1 quadratischer Mittenrauwert Kolbenbolzen (μm)
Rq2 quadratischer Mittenrauwert 100Cr6-Gegenkörper (μm)
Die quadratischen Mittenrauwerte der Kolbenbolzen und der Gegenkörper wurden mit den taktilen Messvarianten bei der Messung der Oberflächenrauheit nach dem Bürsten aufgezeichnet. In Tabelle 19 sind die durchschnittlichen quadratischen Mittenrauwerte Rq, die minimale Schmierfilmdicke und die Reibzahl der Kontaktpartner zur Berechnung der spezifischen Schmierfilmdicke zusammengestellt.
Tab. 19: Kenngrößen für Kolbenbolzen mit verschiedenen Oberflächengüten
|
Berechnung der spezifischen Schmierfilmdicke |
||||||
|
Oberflächengüte |
Rq1 [ìm] |
Rq2 [ìm] |
hmin [ìm] |
Reibzahl [a.u.] |
ë [a.u.] |
|
|
gebürstet |
OFG 3 |
0.153 |
0.068 |
0.051 |
0.108 |
0.30 |
|
OFG 4 |
0.063 |
0.056 |
0.051 |
0.066 |
0.61 |
|
|
OFG 6 |
0.036 |
0.056 |
0.051 |
0.054 |
0.77 |
|
|
ungebürstet |
OFG 3 |
0.175 |
0.068 |
0.051 |
0.04 |
0.27 |
|
OFG 4 |
0.082 |
0.056 |
0.051 |
0.028 |
0.52 |
|
|
OFG 6 |
0.051 |
0.056 |
0.051 |
0.027 |
0.61 |
|
Mit der spezifischen Schmierfilmdicke λ und den Reibwerten kann der Reibungszustand des tribologischen Systems mithilfe der Stribeck-Kurve charakterisiert werden. Weiterhin können erste Aussagen über die möglichen Verschleißerscheinungsformen getroffen werden. Treten in einem tribologischen System gleichzeitig Trocken- und Flüssigkeitsreibung mit geringen Schmierfilmdicken auf, so handelt es sich um den Mischreibungszustand, der ab einem λ-Wert von 0,2 bis 3 gültig ist. Die Grenzreibung ist ein Sonderfall der Festkörperreibung, bei der die Kontaktpartner nur durch die Adsorption von vorhandenen Schmierstoffmolekülen getrennt sind und besitzt im Bereich von λ < 0,2 seine Gültigkeit [17, 22]. In Abhängigkeit von der spezifischen Schmierfilmdicke ist mit unterschiedlichen Verschleißmechanismen zu rechnen. Aus der Literatur ist bekannt, dass bei einem Wert λ < 1,5 überwiegend adhäsive und abrasive Verschleißprozesse wirksam sind, während bei einem Wert λ > 1,5 primär Oberflächenzerrüttungsprozesse auftreten [81].
Mit den Ergebnissen der spezifischen Schmierfilmdicke und den Reibungskoeffizienten kann der Reibungszustand des Tribosystems experimentell bestimmt werden. Die Resultate aus Tabelle 19 ergeben für die spezifische Schmierfilmdicke λ Werte von 0,27 bis 0,77 und für die Reibungskoeffizienten Werte zwischen 0,027 bis 0,108 der gebürsteten und ungebürsteten Kolbenbolzen verschiedener Oberflächengüte. Abbildung 41 zeigt schematisch die experimentell ermittelten Ergebnisse in Anlehnung an die Stribeck-Kurve.

Abb. 41: Reibwertverlauf in Abhängigkeit der spezifischen Schmierfilmdicke für gebürstete und ungebürstete Kolbenbolzen verschiedener Oberflächengüten
Es zeigt sich, dass die aufgetragenen Kurvenverläufe den linken Ast der Stribeck-Kurve widerspiegeln, wobei der Kurvenverlauf der ungebürsteten Kolbenbolzen zu geringeren Werten verschoben ist. Wie erwartet befindet sich daher das tribologische System Kolbenbolzen-Gegenkörper bei den Prüfstandversuchen stets im für den Verschleiß entscheidenden Grenz- und Mischreibungszustand. Mit den erhaltenen Werten der spezifischen Schmierfilmdicke λ < 1,5 kann in Bezug auf die Verschleißprozesse davon ausgegangen werden, dass überwiegend der Verschleißmechanismus Abrasion wirksam sein wird. Die Adhäsion kann aufgrund der geringen Adhäsionsneigung der a-C:H-Funktionsschicht vernachlässigt werden.
5.3.1 Reibungs- und Verschleißcharakterisierung gebürsteter Oberflächen
Anhand der ausgewerteten Ergebnisse der Reibwertkurven kann eine Relation zwischen der Oberflächengüte der beschichteten Kolbenbolzen und dem Reibverhalten nachgewiesen werden. So zeigen die Kolbenbolzen mit der rauen Oberflächengüte (OFG 3) im Anlieferungszustand im Vergleich stets den höchsten Reibungskoeffizienten von circa 0,105 bis 0,11, während die Kolbenbolzen mit der mittleren Oberflächengüte (OFG 4) einen Reibungskoeffizienten von 0,06 bis 0,065 und die Kolbenbolzen mit der Oberflächengüte geringster Rauheit (OFG 6) einen Reibungskoeffizienten von etwa 0,052 aufweisen. Eine zunehmende Oberflächenqualität nach dem Endbearbeitungsprozess hat erwartungsgemäß einen geringeren Reibungskoeffizienten zur Folge.
Im Gegensatz dazu wirken sich die unterschiedlichen Substrathärten auf das Reibverhalten der gebürsteten Kolbenbolzen nicht aus, wie sich an den gemittelten Reibwertkurven der drei verschiedenen Oberflächengüten auf Basis der Substrathärten (52 und 57 HRC) der gebürsteten Kolbenbolzen zeigt (Abb. 42).

Abb. 42: Reibwertkurven der gebürsteten Kolbenbolzen verschiedener Oberflächengüte bei unterschiedlichen Substrathärten
Der Vergleich der Oberflächengüten ergibt dagegen eine erhebliche Streuung des Reibungskoeffizienten. Bei der rauen Oberflächengüte (blaue Kurven, Abb. 42) besitzen die Tribosysteme mit dem weicheren Kolbenbolzen (52 HRC) einen höheren Reibungskoeffizienten, während bei der mittleren Oberflächengüte (grüne Kurve, Abb. 42) die tribologischen Systeme mit dem härteren Kolbenbolzen (57 HRC) einen höheren Reibungskoeffizienten aufweisen. Bei der Güte OFG 6 (Abb. 42) zeigen die unterschiedlichen Substrathärten einen nahezu identischen Reibwertverlauf, also keinen erkennbaren Einfluss auf das Reibverhalten der gebürsteten Kolbenbolzen.
Der Stellenwert des Beschichtungsprozesses, in Form der drei unterschiedlichen Härtevariationen der a-C:H-Funktionsschicht, kann hinsichtlich des Reibverhaltens ebenfalls vernachlässigt werden. Die ausgewerteten Reibwertkurven zeigen eine ähnliche Streuung wie sie bereits bei dem Vergleich der Substrathärten festgestellt wurde, wie Abbildung 43 exemplarisch für alle gebürsteten Kolbenbolzen mit unterschiedlicher Schichthärte belegt.

Abb. 43: Vergleich der Reibungskoeffizienten von gebürsteten Kolbenbolzen verschiedener OFG mit den unterschiedlichen Schichthärten von 26 GPa und 23 GPa; die absoluten Werte der Reibungskoeffizienten entsprechen dem Mittel aus den letzten zehn Minuten der Tribotests
Hiermit kann gezeigt werden, dass der Reibwertverlauf der gebürsteten Kolbenbolzen mit unterschiedlicher Oberflächengüte nicht entscheidend von der Schichthärte der aufgebrachten a-C:H-Funktionsschicht beeinflusst wird.
Zusammenfassend kann bezüglich der unterschiedlichen Herstellungs- und Beschichtungsprozesse für die gebürsteten Kolbenbolzen festgehalten werden, dass eine geringe Oberflächenrauheit im Anlieferungszustand die Reibung maßgeblich reduzieren kann und im Hinblick auf das Verschleißverhalten einen entscheidenden Faktor darstellen wird. Einen Zusammenhang zwischen den unterschiedlichen Substrat- und Schichthärten mit dem Reibverhalten der gebürsteten Kolbenbolzen konnte anhand der hier vorliegenden Ergebnisse nicht festgestellt werden.
Nach den geschmierten Tribotests mit dem Kolbenbolzenprüfstand wurden die Reibpartner hinsichtlich Verschleißerscheinungen untersucht. Dabei konnte auf den gebürsteten Kolbenbolzen trotz Bedingungen im Grenz- beziehungsweise Mischreibungszustand kein messbarer Verschleiß ermittelt werden. Die tribologischen Versuche führten aber bei beiden Reibpartnern zur Reduzierung beziehungsweise Glättung des Oberflächenprofils. Beim 100Cr6-Gegenkörper trat zusätzlich, abhängig von der Oberflächengüte der Kolbenbolzen im Anlieferungszustand, mehr oder wenig großer Verschleiß auf. Abbildung 44 zeigt lichtmikroskopisch die Oberfläche der Kolbenbolzen vor und nach den Tribotests.

Abb. 44: Lichtmikroskopische Aufnahme der Oberfläche der gebürsteten Kolbenbolzen; links: vor dem Tribotest, rechts: nach dem Tribotest (100x Vergrößerung)
Es sind visuell keine Verschleißerscheinungen auf der Oberfläche der Kolbenbolzen festzustellen. Die erkennbaren Schleifstrukturen mit Vorzugsrichtung wurden durch den Endbearbeitungsprozess der Kolbenbolzenherstellung in die Oberfläche eingebracht und sind keine durch den Tribotest hervorgerufenen Verschleißerscheinungen. Bei der weiteren Analyse der belasteten Kolbenbolzen konnte aber stets eine Abnahme der Oberflächenrauheit im Bereich der Reibspur mit dem taktilen Messgerät ermittelt werden.
Die Vermeidung von Verschleißvorgängen auf den Kolbenbolzen ist auf die spezifischen Eigenschaften der a-C:H-Funktionsschicht und des verwendeten Schmierstoffs zurückzuführen. Zum einen besitzt die DLC-Schicht eine geringe Adhäsionsneigung gegenüber Metallen, zum anderen können bei Anwesenheit eines unlegierten Schmierstoffs die adhäsiven Wechselwirkungen vernachlässigt werden [17]. Eine weitere spezifische Eigenschaft der verschleißbeständigen Funktionsschicht ist ihre beträchtlich höhere Härte (> 2000 HV) im Vergleich zum 100Cr6-Gegenkörper (ca. 750 HV). Demzufolge können die Rauheitsspitzen des weicheren 100Cr6-Pins nicht in die härtere DLC-Beschichtung eindringen, wodurch eine abrasive Wirkung des Gegenkörpers auf die beschichteten Kolbenbolzen ebenfalls ausgeschlossen werden kann.
Weiterhin konnte bei der Elementanalyse (EDX-Messungen) auf der Reibspur der beschichteten Kolbenbolzen kein Sauerstoff detektiert werden, weshalb somit eine Oxidbildung und der damit verbundene Verschleißmechanismus der Tribooxidation vernachlässigt werden kann. Ein weiteres Indiz hierfür ist der Einfluss des verwendeten Schmierstoffs. Durch ihn können die durch Reibung erzeugte Wärme und die entstandenen Abriebpartikel besser aus der Kontaktzone abtransportiert werden. Er verhindert außerdem den direkten Kontakt der Oberfläche mit Luftsauerstoff und behindert so den Ablauf von Oxidationsprozessen. Weiterhin zeigen die lichtmikroskopischen Aufnahmen der belasteten Kolbenbolzen keine, für diesen Verschleißmechanismus der Oberflächenzerrüttung typischen Oberflächenrisse beziehungsweise Grübchen.
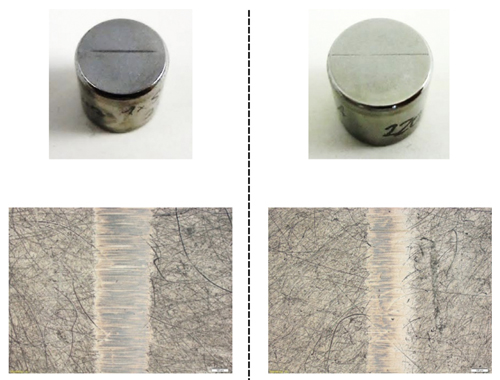
Bei der Betrachtung der 100Cr6-Gegenkörper lässt sich neben einer messbaren Rauheitsabnahme auch eine schmale, aber deutlich sichtbare Verschleißspur nach den tribologischen Versuchen erkennen. Abbildung 45 zeigt dies an ausgewählten Versuchsproben.

Abb. 45: Verschleißspur der 100Cr6-Gegenkörper für verschiedene Oberflächengüten der zugehörigen Kolbenbolzen; obere Reihe: Draufsicht der Gegenkörper, untere Reihe: lichtmikroskopischer Ausschnitt der Verschleißspur bei 100x Vergrößerung
Welcher Verschleißmechanismus den, wenn auch geringen, Materialabtrag des Gegenkörpers bewirkt, konnte in erster Näherung mit der spezifischen Schmierfilmdicke λ bestimmt werden. Die ermittelten Werte liegen hier für λ im Bereich von etwa 0,3 bis 0,8. In diesem Gebiet treten primär adhäsive und abrasive Verschleißprozesse auf. Unter Einsatz des unlegierten Schmierstoffs (SAE 20W/50) kann die atomare/molekulare Wechselwirkung (Adhäsion) gegenüber der mechanischen vernachlässigt werden. Aufgrund der geringen Adhäsionsneigung der DLC-Beschichtung gegenüber Metallen kann auch der adhäsive Verschleiß außer Acht gelassen werden. Ein eventuelles Auftreten der Verschleißmechanismen Oberflächenzerrüttung und Tribooxidation konnte mit den analytischen Ergebnissen widerlegt werden.
Die Verschleißspuren aus Abbildung 45 zeigen ein in sich geschlossenes und gleichmäßiges Verschleißerscheinungsbild. Es sind keine Oberflächenrisse und/oder Grübchen feststellbar, welche der Oberflächenzerrüttung zugeordnet werden können. Mithilfe der EDX-Messungen auf der Verschleißspur der belasteten Gegenkörper konnte weiterhin kein Sauerstoff detektiert werden, was darauf schließen lässt, dass tribochemische Reaktionen in Form von Oxidationen ebenfalls nicht am Verschleißvorgang beteiligt sind.
Analog zu den Verschleißuntersuchungen der Kolbenbolzen kann hier auch der positive Stellenwert des Schmierstoffs genannt werden. Dieser verhindert den direkten Kontakt der Oberflächen mit Luftsauerstoff und behindert so mögliche Oxidationsprozesse in der Kontaktzone. Ferner werden durch den Schmierstoff die Reibung und die Flächenpressung reduziert und demzufolge die bei Festkörperkontakt auftretenden reibbedingten Temperaturerhöhungen (sogenannte Blitztemperaturen [15, 82]) auf ein hinreichendes Minimum reduziert.
Der hauptsächlich auftretende Verschleißmechanismus dieser geschmierten Versuche ist die Abrasion des Gegenkörpers. Dies kann einerseits mit den Materialeigenschaften und der spezifischen Schmierfilmdicke der Reibpartner und andererseits mit den Analyseverfahren bestätigt werden. Aufgrund des unzureichenden Schmierfilms in der Kontaktzone befindet sich das Tribosystem im Mischreibungszustand, wo Flüssigkeits- und Festkörperreibung gleichzeitig auftreten. In diesem Zustand sind die Rauheitstäler der Kontaktpartner überwiegend mit dem Schmierstoff gefüllt und können einen Teil der Belastung aufnehmen, während der restliche Anteil von Festkörperkontakten (Rauheitsspitzen der Körper) getragen wird. Im Falle der Reibpaarung DLC-100Cr6 kommt es durch geometriebedingte Wechselwirkungen (sogenannter Verzahnungseffekt), welche sich in plastischer Deformation und Furchung dieser Rauheitsspitzen äußern, zu abrasivem Verschleiß des Gegenkörpers. Dabei dringen die wesentlich härteren Rauheitsspitzen des beschichteten Kolbenbolzens furchend in den weicheren Gegenkörper ein und verursachen Materialabtrennungsprozesse, welche sich beim Gegenkörper als durchgehende Verschleißspur äußern (Abb. 45). Die ablaufenden Verschleißvorgänge führen im Bereich der tribologischen Kontaktzone stets zu einer mehr oder weniger ausgeprägten Glättung der Oberflächen beider Kontaktpartner.
Zur genauen Charakterisierung des Verschleißbilds der Gegenkörper wurde zum einen die Oberflächenrauheit vor und nach den Tribotests geprüft, wobei die Messung der belasteten Proben direkt auf der Verschleißspur erfolgte. Zur Bestimmung des Profils der Verschleißspur wurden der Gegenkörper an drei verschiedenen Stellen senkrecht zur Verschleißspur taktil abgetastet und anschließend die Verschleißtiefe und -breite der Spur nach dem Prinzip aus Abbildung 46 ermittelt.

Abb. 46: Beispiel für die Ermittlung der Verschleißspur auf den 100Cr6-Gegenkörpern mittels Talysurf
Ob es sich bei den Messungen wirklich um die Verschleißspur und nicht um herstellungsbedingte Materialstrukturen, zum Beispiel Schleifriefen oder Kerben, handelt, wurde zudem mit einem Konfokalmikroskop untersucht. Dieses liefert ein dreidimensionales Oberflächentiefenprofil des Gegenkörpers und erlaubt außerdem eine Messung der Verschleißtiefe und -breite analog zur Talysurf-Messung (Abb. 47). Es zeigt sich eine gute Übereinstimmung der erhaltenen Resultate. Es gilt allerdings zu beachten, dass die Messmethode mit dem Konfokalmikroskop aktuell noch nicht genormt ist und deshalb zur genauen Beurteilung der Verschleißspuren die Messergebnisse des genormten Tastschnittverfahrens verwendet wurden.

Abb. 47: 3D-Oberflächentiefenprofil der Verschleißspur des 100Cr6-Gegenkörpers (Skala in µm), mit dem konfokalen Mikroskop Nanofocus (oben); unten: Ermittlung der Verschleißtiefe (h1) und Verschleißbreite (w0) mit der Software des Nanofocus (unten)
Die Untersuchungsergebnisse zeigen ebenfalls keinen richtungsweisenden Einfluss der Kolbenbolzenhärte im Anlieferungszustand auf die Verschleißintensität der Gegenkörper. Einen entscheidenden Stellenwert bezüglich der Verschleißintensität ergibt sich aus der herstellungsbedingten Oberflächengüte, die einen deutlichen Einfluss auf den Verschleiß des Gegenkörpers hat, vor allem durch das Bürsten (Abb. 48).

Abb. 48: Einflussfaktoren auf das Verschleißverhalten beschichteter Kolbenbolzen; primär: Auftragung der Oberflächenrauheit der Kontaktpartner vor und nach den Tribotests, geordnet nach Oberflächengüte und Schichthärte; sekundär: die resultierende Verschleißtiefe des 100Cr6-Gegenkörpers
Primär ergibt sich hieraus, dass die nach dem Beschichtungsprozess hinreichend gebürsteten Kolbenbolzen den insgesamt geringsten Gegenkörperverschleiß der Versuchsreihen zeigen. Zusätzlich tritt grundsätzlich eine Glättung des Oberflächenprofils der Gegenkörper auf. Dies kann visuell am Glänzen der Verschleißspur beobachtet und messtechnisch durch die obligatorische Abnahme der Rauheit erfasst werden. Weiterhin lässt sich bestätigen, dass mit abnehmender Oberflächenrauheit der Kolbenbolzen im Anlieferungszustand nicht nur der Reibungskoeffizient, sondern auch der Gegenkörperverschleiß maßgeblich reduziert werden kann. Die Verschleißtiefe des 100Cr6-Gegenkörpers beträgt selbst bei der Oberflächengüte hoher Rauheit (OFG 3) maximal 0,6 μm und nimmt mit besser werdender Oberflächengüte bis auf 0,1 μm ab. An wenigen Proben der Oberflächengüte OFG 6 konnte sogar teilweise kein Verschleiß, sondern lediglich eine Glättung des Gegenkörpers festgestellt werden. Ein Grund für die minimalen Verschleißwerte ist die durch den Bürstprozess gleichmäßig reduzierte Oberflächenrauheit. Dieser Zusammenhang äußert sich in den niedrigen Rpkx-Werten von 0,14 bis 0,24 μm der gebürsteten Kolbenbolzen vor den tribologischen Tests.
Der Vergleich mit den ungebürsteten Kolbenbolzen legt nahe, dass diese Rauheitskenngröße einen starken Einfluss auf die Höhe der abrasiven Verschleißwirkung der beschichteten Kolbenbolzen hat. Eine statistische Oberflächenrauheit, also mit reduzierten maximalen Rauheitsspitzen (Rpkx), führt zu einer Zunahme der realen Kontaktfläche zwischen Grund- und Gegenkörper. Mit zunehmendem Anteil an Mikrokontaktflächen innerhalb der tribologischen Kontaktzone kann die Flächenpressung reduziert werden.
Dass der Gegenkörperverschleiß überwiegend von den Rauheitsspitzen und nicht entscheidend vom Schmierstoff beeinflusst wird, kann am Beispiel der OFG 3 mit hoher Rauheit verdeutlicht werden. Diese beschichteten Kolbenbolzen haben vergleichsweise sehr hohe Rz-, Rpkx- und Rvkx-Werte, welche sich sowohl positiv als auch negativ auf das Verschleißverhalten auswirken. Die Rvkx-Werte sind bekanntlich für das Aufnahmevermögen des eingesetzten Schmierstoffs in Form von Schmierfilmreservoiren verantwortlich und nehmen so nur indirekt am abrasiven Verschleißvorgang teil. Besitzt das Oberflächenprofil hohe Rvkx-Werte (im Falle von OFG 3) kann im direkten Vergleich zu anderen Oberflächengüten deutlich mehr Schmierstoff aufgenommen werden und somit langfristig eine schmierende und kühlende Wirkung aufrechterhalten werden. Dass die OFG-3-Kolbenbolzen trotz eines höheren Haltevermögens des Schmierstoffs den höchsten Verschleiß zeigen, lässt sich anhand der hohen Rz- und Rpkx-Werte erklären. Im Grenz- beziehungsweise Mischreibungszustand stehen die Kontaktpartner bekanntlich über ihre Rauheitsspitzen in direktem Kontakt. Bei den Kolbenbolzen der OFG 3 führen die vergleichsweise hohen Rauheitskennwerte (Rz- und Rpkx-Werte) dazu, dass die Belastung hauptsächlich über die Festkörperkontakte (Rauheitsspitzen) getragen wird und so die Einwirkung des ohnehin geringen Schmierfilms limitiert bleibt.
Ein weiteres wichtiges Resultat aus den geschmierten Versuchen gebürsteter Kolbenbolzen ist der Zusammenhang zwischen der DLC-Schichthärte und dem Gegenkörperverschleiß, die zeigen, dass mit abnehmender Härte der DLC-Schicht eine Abnahme des Gegenkörperverschleißes verbunden ist (Abb. 49).

Abb. 49: Härteeinflusses der DLC-Schicht (26, 23, 20 GPa) auf das Verschleißverhalten der Kolbenbolzen unterschiedlicher Oberflächengüte (OFG 3, 4, 6) sowie die Abnahme der Rauheit Rz von Grund- und Gegenkörper durch den Tribotest
Die Ergebnisse zeigen also, dass eine zu hohe Härte der DLC-Schicht für den verhältnismäßig starken Gegenkörperverschleiß aufgrund der Abrasionswirkung verantwortlich ist. Trotzdem findet stets eine Glättung des Gegenkörpers statt, wie auch die Rz-Werte in Abbildung 49 zeigen.
Eine Glättung der Oberflächenrauheit kann auch bei den Kolbenbolzen aufgezeigt werden, allerdings ist diese verschwindend gering. Die Reduzierung der Gegenkörperrauheit ist aus der Literatur als das sogenannte Einlaufverhalten bekannt [1, 35]. Es zeigt sich anhand der steigenden Verschleißintensität mit zunehmender Rauheit (von OFG 6 zu OFG 3) und Härte der DLC-Schicht, dass ein verstärktes Einschleifen des Gegenkörpers stattfindet (Abb. 49). Eine geringere Schichthärte führt also beim Gegenkörper zu minimalen Verschleißtiefen und zu einer Glättung der Oberflächenrauheit. Die verschwindend geringe Rauheitsabnahme der beschichteten Kolbenbolzen hängt, neben den harten und verschleißbeständigen Eigenschaften der DLC-Schicht, mit dem nach der Beschichtung durchgeführten Bürstprozess zusammen. Dieser ersetzt auf der Seite der Kolbenbolzen das typische Einlaufverhalten und sorgt durch die gleichmäßig reduzierte Oberflächenrauheit und den damit verbundenen niedrigeren Rpkx- und Rz-Werten für geringen Gegenköperverschleiß. Ein mögliches Anzeichen für den Zusammenhang zwischen Bürstprozess und Gegenkörperverschleiß sind die vergleichsweise minimalen Verschleißwerte der Kolbenbolzen mit der weichen DLC-Schichthärte (20 GPa) in Relation zu den Bürstergebnissen. Ein, allerdings minimaler, Trend zeigt sich in der effizienten Abnahme der verschleißfördernden Rauheitskenngrößen Rz und Rpkx durch das Bürsten bei den DLC-Beschichtungen mit niedrigeren Härten. Dieser Trend äußert sich außerdem beim Verschleißverhalten, denn je höher die Bürsteffizienz ist, desto geringer ist der Gegenkörperverschleiß.
Zusammenfassend kann festgehalten werden, dass der Gegenkörperverschleiß bei gebürsteten Kolbenbolzen hauptsächlich von der Oberflächengüte des Anlieferungszustands und der Bürsteffizienz abhängt. Die Schichthärte als alleinige Ursache für den Verschleißgrad des Gegenkörpers ist den Untersuchungen zufolge auszuschließen.wird fortgesetzt
Literatur zu Teil 4
[1] J. Becker: Kohlenstoffbasierte Beschichtungen zur Reibungsreduktion in automotive Anwendungen; Manuskript Oerlikon Balzers, Balzers, 2010
[15] H. Czichos, K.-H. Habig: Tribologie Handbuch; 3. überarbeitete und erweiterte Auflage, Vieweg + Teubner Verlag, Wiesbaden, 2010, S. 5 ff, S. 19 ff, S. 35 ff, S. 59 ff, S. 72 ff, S. 81 ff, S. 99 ff, S. 113 ff, S. 163 ff, S. 217 ff, S. 422–429, S. 467 ff
[17] J. Kurzynski: Tribologie 1; Vorlesungsskript HTW Aalen, Winter, 2009
[22] W. Weissbach: Werkstoffkunde – Strukturen, Eigenschaften, Prüfung; Vieweg+Teubner Verlag, Wiesbaden, 2007
[35] T. Huben, J. Becker: Kohlenstoffbasierte Beschichtungen für automotive Komponenten; vip journal Vol. 24, Nr. 2, Weinheim, April 2012
[54] Dr. J. Becker; Development Manager Automotive, Oerlikon Balzers Coating Germany GmbH, Bingen, 2013
[81] W. J. Anderson: Rolling‐element Bearings, Tribology‐Friction‐ Lubrication and Wear, Hemisphäre Publication Corperation, London 1980
[82] B. Bhushan: Modern Tribology Handbook, Volume 2, Section 4, CRC Press LLC, Boca Raton (USA) 2001, S. 972 ff
DOI: 10.7395/2014/Kommer4
