
Deutsche Technologie ist weltweit begehrt, das gilt besonders für die Produkte und Dienstleistungen der deutsche Werkzeugmaschinen- und Präzisionswerkzeughersteller. Doch Selbstläufer in der Vermarktung sind sie deshalb noch lange nicht. Genau an diesem Punkt setzte der Workshop Technik anschaulich visualisieren an, der am 5. Dezember 2013 im ICS Internationales Congresszentrum der Messe Stuttgart stattgefunden hat. Er bildete die Auftaktveranstaltung zu einem Fotowettbewerb im Rahmen der AMB 2014. Die internationale Ausstellung für Metallbearbeitung AMB geht vom 16. bis 20. September 2014 an den Start.
Die herausragende Technologie der deutschen Industrieprodukte ist das eine, sie aber auch von der Kommunikation her ins rechte Licht zu rücken und beim potenziellen Kunden Begehrlichkeiten zu wecken, das andere. Hier gibt es für viele deutsche Hersteller noch Nachholbedarf. Die Kunden wollen den Nutzen für ihre Wettbewerbsfähigkeit schon auf den ersten Blick sehen können. Attraktive Bilderwelten und ein modernes Design tragen zu einer positiven Corporate Identity und damit ganz direkt zur Umsatzsteigerung bei. Produkte und Maschinen mit ansprechendem Design lassen sich deutlich leichter verkaufen, als technologisch gleichwertige, aber optisch weniger attraktive. Dabei geht es nicht nur um ein hübsches Maschinenkleid oder eine schöne Werkzeugform, sondern um messbare wirtschaftliche Vorteile. Die Designmaxime form follows function kann im besten Fall die Bedienung erleichtern und den Output noch zusätzlich steigern. Gleich mehrere Referenten bestätigten dies in ihren Vorträgen im Rahmen der Veranstaltung, die gemeinsam von der Fachzeitschrift mav Innovation in der spanenden Fertigung, der Kommunikationsagentur Storymaker und der AMB ins Leben gerufen wurde.
Deshalb wird das Thema Industriedesign auf der AMB einen exponierten Platz bekommen, wie Gunnar Mey, Projektleiter Präzisionswerkzeuge und Peripherie, im Rahmen des Workshops bestätigte. Dazu wurde für die diesjährige AMB das Motto Wir l(i)eben Maschinenbau ausgegeben. In den zwei Kategorien Emotion und Innovation können sich Unternehmen bereits im Vorfeld der AMB im Rahmen eines Fotowettbewerbs, den die Workshop-Veranstalter initiiert haben, mit Produkt- oder Maschinenfotos bewerben. Jeden Monat werden drei Bilder in der Zeitschrift mav und den Social Mediakanälen von Storymaker zum AMB-Motto abgedruckt. Die Komplettauswahl sowie die Sieger werden auf der AMB 2014 vorgestellt und prämiert.
Zur AMB 2014 werden vom 16. bis 20. September rund 1300 Aussteller und 90 000 Messebesucher aus allen Bundesländern sowie aus ganz Europa und Übersee erwartet. Auf rund 105 000 Bruttoquadratmetern werden Innovationen und Weiterentwicklungen aus der Zerspantechnik und der Präzisionswerkzeugindustrie, aber auch Spannzeuge, CAD, CAM, CAE, Software, Schleifmaschinen, Werkstück- und Werkzeughandhabung sowie Messtechnik zu sehen sein. Unterstützt wird die AMB 2014 von den ideellen Trägerverbänden VDMA-Fachverband Präzisionswerkzeuge, VDMA-Fachverband Software und dem Verein Deutscher Werkzeugmaschinenfabriken e. V., VDW.
Vorschau auf die AMB 2014
Verbundwerkstoffe gelten als Werkstoffe der Zukunft. Hersteller von Maschinen- und Präzisionswerkzeugen stehen vor großen Herausforderungen. Allerdings erfordern diese nicht nur neue Ansätze bei Herstellung, Konstruktion und Einsatz, sondern auch bei der Auswahl der Bearbeitungsmaschinen und Werkzeuge.
Aus dem Flugzeugbau sind Composites nicht mehr wegzudenken und auch in der Automobilindustrie werden sie immer wichtiger. Ihre Ver- und Bearbeitung ist jedoch schwierig. Vor allem karbonfaserverstärkte Kunststoffe, bei denen die Faser in eine Matrix eingebettet ist, aber auch Werkstoffverbünde aus schichtweise aufgebauten Materialien, stellen extreme Anforderungen an Bearbeitungsmaschine und Werkzeuge.
Die Wirtschaftsvereinigung Composite Germany mit den vier Fachorganisationen Industrievereinigung Verstärkte Kunststoffe e. V. (AVK), Carbon Composites e. V. (CCeV), Carbonfaserverstärkte Kunststoffe (CFK)-Valley Stade und das Forum Composite Technology im VDMA hat Mitte des Jahres als eine der ersten gemeinsamen Aktionen eine Mitgliederumfrage zur Geschäftslage gestartet. Die Mitgliedsunternehmen
bewerten die Lage überwiegend positiv oder sehr positiv, wie Dr. Walter Begemann, Projektleiter beim VDMA-Forum, feststellt. Besonders erfreulich für Werkzeugmaschinen- und Präzisionswerkzeughersteller ist die Nachricht, dass zwei Drittel ein noch stärkeres Engagement planen. Die größten Wachstumsimpulse kommen dabei aus der deutschen und asiatischen Automobil- und Luftfahrtindustrie. Verbandsvorsitzender Dr. Michael Effing sieht deshalb in Composites eine Schüsseltechnologie für den Industriestandort Deutschland.
Das sieht auch Prof. Dr.-Ing. Frank Barthelmä, Geschäftsführer der Gesellschaft für Fertigungstechnik und Entwicklung (GFE) e. V., Schmalkalden, so. Er macht allerdings auf einige zentrale Herausforderungen aufmerksam: die Gefahr von Delaminationen, zu geringe Standzeiten der Werkzeuge und die Absaugung entstehender Staubpartikel. Nach seiner Ansicht ist es bei der Lösung solcher Probleme erforderlich, sich mit der gesamten Prozesskette zur Bearbeitung der Composites auseinanderzusetzen: beginnend mit dem Maschinenkonzept, den Prozessparametern, der Bauteilqualität insgesamt und natürlich auch mit dem Werkzeug. Der GFE gelang es, Werkzeuge in einem iterativen Prozess optimal an die Bearbeitungsaufgabe anzupassen. Konkret: Durch geeignete Bearbeitungstechnologien wie das Bürstpolieren, das Mikrofinishen durch Schleppschleifen oder das Mikrostrahlen, ist es gelungen, genau definierte Schneidkantenradien von wenigen Mikrometern reproduzierbar herzustellen – und das entlang der gesamten Schneidkante des Werkzeugs. Besonders wichtig ist dies bei Kombinations- oder Stufenwerkzeugen, um Delaminationen zu vermeiden, so Barthelmä. Ein weiterer Schritt ist die Beschichtung. Dabei hätten sich Oxinitridschichten mit eingelagertem Sauerstoff besonders bewährt und die Standwege gegenüber herkömmlichen Vollhartmetallwerkzeugen mehr als verdoppelt. Noch bessere Ergebnisse erhoffen sich die Schmalkaldener Zerspanungsexperten von diamantähnlichen Schichten (DLC – Diamond Like Carbon), die eine wirtschaftliche Alternative zu den sehr teuren polykristallinen Diamanten (PKD)- beziehungsweise CVD-Diamantwerkzeugen (CVD-Chemical Vapour Deposition) werden könnten.
Auch die Werkzeugmaschinenhersteller müssen ihren Beitrag leisten. Barthelmä zufolge sind hohe Drehzahlen mit neuartigen, gekapselten Spindeln eine der Voraussetzungen für die Bearbeitung von Composites. Hinzu kommen höchste Dynamik der Maschine und die Möglichkeit des mehrachsigen Fräsens, wie dies bei der Fünf-Achs-Seiten- und Simultanbearbeitung der Fall ist. Große Hoffnung setzt er zudem auf die Bearbeitung mit hybriden Fertigungsverfahren wie dem ultraschallunterstützten Fräsen.
Individuelle Lösungen bei reduzierten Kosten
Wie heterogen die Anforderungen sind, fasst Peter Büttler, verantwortlich für die Leichtbauaktivitäten der Komet Group, zusammen, indem er zum einen auf unterschiedliche Fasern in Material, Länge, Dicke und Faserrichtung hinweist. Zum anderen sind für die Matrix über 100 verschiedene Harze am Markt: Duroplaste und Thermoplaste, die kalt zerspant werden müssen, und Elastomere, bei denen es auf hohe Schnittgeschwindigkeit ankommt, wobei bei hohen Drehzahlen die Reibungswärme in der Spannut niedrig bleiben muss. Entsprechend wichtig ist ihmzufolge eine enge Zusammenarbeit zwischen Anwender und Werkzeughersteller. Dazu werden bereits im Vorfeld alle relevanten Faktoren wie der zu zerspanende Werkstoff, aber auch die Bearbeitungstechnologie geprüft. So macht es einen Unterschied, ob auf einem Bearbeitungszentrum, mit dem Roboter oder mit Handbearbeitungsmaschinen gearbeitet wird. Hinzu kämen die Werkstückspannung und die damit verbundenen Vibrationsrisiken. Weitere Faktoren sind die Kühlung, Drehzahlen, die eigentliche Bearbeitungsaufgabe und die Absaugung.
So wünschenswert ein Universalwerkzeug für möglichst viele Anwendungen wäre, gibt es nach Ansicht von Prof. Dr.-Ing. Diethard Thomas, Leiter der LMT Group Acadamy, dafür derzeit keine wirtschaftliche Lösung, weil die extrem inhomogenen Werkstoffverbünde sehr unterschiedliche Anforderungen stellen. In der Regel muss bei Composite-Materialien das Werkzeug individuell abgestimmt werden. Bei Materialverbünden aus schichtweise gefügten unterschiedlichen Werkstoffen kann allerdings eine Lösung im Sinne der Wirtschaftlichkeit sein, Schnittwerte auf den schwierigsten Werkstoffpartner auszurichten, zum Beispiel bei Verbünden aus CFK/Aluminium oder CFK/Titan. Thomas sieht einen permanenten Weiterentwicklungsbedarf, da die Werkstoffe aufgrund ihrer hohen Kosten (zirka 50 % Kostenanteil) ständig verändert und optimiert werden. Damit ergeben sich auch permanent neue Anforderungen an die Werkzeuggestaltung zur weiteren Optimierung des Zerspanungsprozesses; Werkzeugausführungen und Schnittwertempfehlungen sind also ständig im Fluss.
Aribert Schroth, Produktspezialist für hochharte Schneidstoffe beim Werkzeughersteller Paul Horn, warnt davor, Composites immer nur mit kohlefaserverstärkten Kunststoffen gleichzusetzen. Artverwandte Gruppen lassen sich nach seiner Aussage durchaus mit denselben Werkzeugen, jedoch unterschiedlichen Bearbeitungsparametern, zerspanen. Einen ähnlichen Ansatz verfolgt der Werkzeughersteller Mapal. Dr. Peter Müller-Hummel, Leiter des Geschäftsbereichs Aerospace & Composites erklärt hierzu, dass sich häufig die Anforderungen decken; wird dann der kritischere Fall gewählt, so werden viele weniger kritische mit abgedeckt. Weitere Wege zum Einsparen von Kosten ergeben sich, indem die Bearbeitung in einem Arbeitsgang statt in drei bis fünf Prozessschritten erfolgt. Daneben ermöglichen spezielle Beschichtungen für Werkzeuge höhere Standzeiten und senken so zum Beispiel die Kosten pro Bohrung.
Generell ist beim Verschleiß der Werkzeuge die Wirtschaftlichkeit noch deutlich zu steigern, wie Aribert Schroth feststellt. Die Prozesse, die zum Verschleiß der Schneide führen, sind bei Weitem noch nicht komplett erforscht und verstanden. Er lenkt den Blick auf einen weiteren Aspekt, verbunden mit einer Forderung an die Werkstoffhersteller. Noch wirksamer wäre nach seiner Ansicht eine Prävention schon im Entwicklungsstadium des Werkstoffs. Auch engere und klar definierte Vorgaben in der Herstellung würden sich positiv auf die Wirtschaftlichkeit auswirken. So erweist sich der aktuelle Trend zu weniger Harzanteil und streng unidirektionaler Ausrichtung der Fasern als vorteilhaft, da der Werkstoff dadurch berechenbarer wird. Die dadurch stärkere Delamination hält der Leichtbauexperte für beherrschbar: Die Werkzeugschneide muss scharf sein und muss es auch bleiben, hierzu ist fast jedes Hilfsmittel recht. Ein Mittel kann die Sensorik liefern. Neben der Verschleißerkennung, die den größten Nutzen bringt, ist das Schwingungsverhalten des Bauteils elementar für die Funktion und Standzeit des eingesetzten Werkzeugs, wie Schroth feststellt.
Genaue Verschleißerkennung ist auch die Voraussetzung für eine Entwicklung am wbk Institut für Produktionstechnik in Karlsruhe. Dort nahm der wissenschaftliche Mitarbeiter Stefan Klotz die Materialschädigung durch Werkzeugverschleiß beim Bohren genau unter die Lupe. Er stellte fest, dass sich mit dem Werkzeugverschleiß die Eingriffsverhältnisse der Werkzeugschneide verändern, was zu sich verändernden Prozesskraftrichtungen und zunehmenden Werkstückschädigungen führt. Klotz schlägt deshalb eine dynamische Anpassung der Prozessparameter an den aktuellen Verschleißzustand des Werkzeugs vor, um die Schädigungen an den Decklagen gezielt zu verringern.
Klassische Werkzeugmaschine meist zu teuer
Während also die Werkzeughersteller in erheblichem Umfang für den lukrativen Zukunftsmarkt der Composites-Bearbeitung forschen und entwickeln, scheinen die klassischen Werkzeugmaschinenhersteller für die Zerspanung ein grundsätzliches Problem mit Composites zu haben: Ihre Maschinen sind in der Regel zu klein und zu teuer. Ivica Kolaric, Abteilungsleiter Funktionale Materialien am Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, erklärt, dass zur Bearbeitung von Composites häufig Maschinen eingesetzt werden, die ihre Wurzeln im Bereich der Holz- und Kunststoffbearbeitung haben. Deshalb verwundert es nicht, dass die flächenspezifischen Preise genauer betrachtet werden. Bei einer klassischen Werkzeugmaschine kann der Preis pro Quadratmeter Bearbeitungsfläche 600 000 Euro erreichen, während Holzbearbeitungsmaschinen bereits bei 10 000 Euro pro Quadratmeter beginnen – natürlich bei deutlich geringerer Genauigkeit. Ändern könnte sich die Situation durch anders gelagerte Anforderungen der Automobilindustrie. Während es in der Flugzeugindustrie oder auch bei Windkraftanlagen um sehr große Teile geht, die relativ labil und ungenau sind, dreht sich in der Automobilindustrie alles um kleinere Teile, die schnell in hoher Stückzahl und Genauigkeit gefertigt werden müssen.
Das wurde auch bei MAG IAS erkannt, wie Dr. Matthias Meyer, Vice President Composites, erklärt. So besteht das Hauptbauteilspektrum aus langgestreckten, dünnwandigen Bauteilen, entsprechend müssen der Arbeitsraum der Maschine und der Maschinentisch dimensioniert sein. Und trotz fehlender Freiformbearbeitung verlangen die Bauteilgeometrien meist eine vier- beziehungsweise fünfachsige Bearbeitung, um zur Bauteiloberfläche orthogonale Schnittkanten zu erzeugen. Außerdem unterscheiden sich die Ansprüche an die Werkzeugspindel von denen bei der Metallbearbeitung. Als technologischen Wettbewerber sieht Meyer vor allem das Wasserstrahlschneiden, das allerdings mit Nachteilen wie Bauteilschädigungen und großen Mengen an Sondermüll zu kämpfen hat. Deswegen hat MAG sich entschieden die Fräsbearbeitung von Composites konsequent auszubauen und sein Know-how aus der Automatisierung und der Serienproduktion einzusetzen.
Ein klassischer Werkzeugmaschinenhersteller, der die Herausforderung annimmt, ist DMG Mori. Neben einem langzeitstabilen Maschinenkonzept und höchster Dynamik sollte die Maschine insbesondere für die Bearbeitung von abrasiven Stäuben gerüstet sein, wie Patrick Diederich, Geschäftsführer der Sauer GmbH in Pfronten, einer Tochtergesellschaft der DMG Mori erklärt. Dort liegt mit Ultrasonic-Maschinen ein Hybrid-Konzept im Portfolio vor, das sich gerade für die Bearbeitung von schwierigen Werkstoffen anbietet. Ein induktives Aktorsystem überlagert dabei die Werkzeugrotation mit einer zusätzlichen oszillierenden Bewegungskinematik in Längsrichtung. Dadurch wird eine deutliche Reduktion der wirkenden Prozesskräfte um bis zu 40 Prozent erreicht, saubere Kanten werden erzielt und Faserausrisse sowie Delamination bei gleichzeitiger Erhöhung der Vorschübe verhindert.
Ein großes Problem stellen die abrasiven und elektrisch leitenden Stäube bei der Bearbeitung dar. Die Integration eines perfekt funktionierenden, ganzheitlichen Absaugungskonzepts ist einer der wichtigsten Faktoren. Neben einer Hochleistungsabsaugung mit integrierter Feinstaubüberwachung sowie Wärmerückführung sollte die Maschine im optimalen Fall über einen geschlossenen Arbeitsraum mit integrierter Raumabsaugung verfügen. Um gar nicht erst Gefahr zu laufen, dass die Stäube Schaden anrichten können, liegen zudem Antriebe und Führungen außerhalb des Maschinenraumes, X- und Z-Achse sind zusätzlich gekapselt. Diederichs dringender Rat lautet: Generell sollten alle elektrischen Komponenten geschützt werden. Darüber hinaus sollte die Bearbeitungsspindel ölfrei sein, um jegliche Kontaminationen am Bauteil zu verhindern.
Die entstehenden Stäube und ihre Auswirkungen auf Sicherheit und Gesundheit sind für IPA-Mitarbeiter Ivica Kolaric, neben Kostenreduzierung und Standzeitverlängerung der Werkzeuge, die zentrale Herausforderung. Er sieht Menschen und Maschinen gleichermaßen gefährdet, solange nicht genauer untersucht sei, was diese Stäube genau bewirken und wie man sie am besten handhabt. Sie können ihmzufolge nicht nur eine gesundheitliche Gefahr darstellen, sondern auch durch Fertigungshallen zu anderen Maschinen fliegen und dort für Störungen sorgen. Am IPA wird bereits an diesen Fragen in einem Arbeitskreis gearbeitet, in dem auch die Berufsgenossenschaft sitzt.
Das Problem, Mensch und Maschinen schützen zu müssen, bestätigt auch MAG-Fachmann Meyer: Die Integration von Absaugung und gleichzeitige Abdichtung von Maschinenkomponenten stellt hier einen Arbeitsschwerpunkt dar. Allerdings fallen neben den Stäuben auch teils sehr große Abfallstücke an, die durch konventionelle Mechanismen wie Schneckenförderer nicht oder nur unzureichend prozesssicher aus dem Arbeitsraum gefördert werden können. Ein weiterer Schwerpunkt ist der Fertigungsmittelbau für ein sicheres Handling und die Aufspannung dünnwandiger Strukturen.
Die Bearbeitung von Composites stellt generell hohe Anforderungen an die Technologieentwicklung, wie Patrick Diederich erläutert. Eine Kombination aus verschiedensten Werkstoffen, die zu einem extrem anisotropen Werkstoffverhalten führt, bedingt nach seiner Meinung eine permanente Optimierung aller Prozessdaten, der Werkzeuge sowie der Kühlschmierstoff Auswahl. Neben der eigentlichen Bearbeitung müssten zudem die nachfolgenden Prozessschritte wie Klebeverfahren, Lackieren oder Weiterverarbeitung berücksichtigt werden. Nahezu alle Besäumungsaufgaben erforderten ein mehrachsiges Fräsen. Dabei sollte gerade bei der Fünf-Achs-Seiten- sowie Simultanbearbeitung insbesondere die Dynamik der einzelnen Achsen optimal aufeinander abgestimmt sein, denn nur so kann ein schnelles Positionieren sowie Umorientieren bei anspruchsvollen Bearbeitungsaufgaben gewährleistet werden.
Aber auch die Werkzeugmaschinen selbst könnten von Composites profitieren. So werde bei DMG Mori aktuell untersucht, in welchen Bereichen diese Materialien Vorteile bieten. Im ersten Ansatz erfolgt eine Fokussierung auf bewegte Massen und die Steigerung der Energieeffizienz mit dem Ziel, ein Höchstmaß an Dynamik mit entsprechender Nachhaltigkeit zu erreichen. Weniger interessant ist hingegen die Möglichkeit, durch den Einsatz von Karbonfasern thermisch induzierte Verlagerungen zu kompensieren. Das gelingt bei den aktuellen Werkstoffen schon sehr gut. Auch bei MAG haben Composites für den Bau von Werkzeugmaschinen mittlerweile einen hohen Stellenwert, vor allem wenn es um Dynamik geht, wie Matthias Meyer erläutert: In vielen Bereichen gelingt es Maschinen, Massen in kurzer Zeit zu beschleunigen.
- www.messe-stuttgart.de

Gunnar Mey: Auf der AMB 2014 bekommt das Motto Wir l(i)eben Maschinenbau mit einem Fotowettbewerb auch eine visuelle Plattform (Bild: mav)
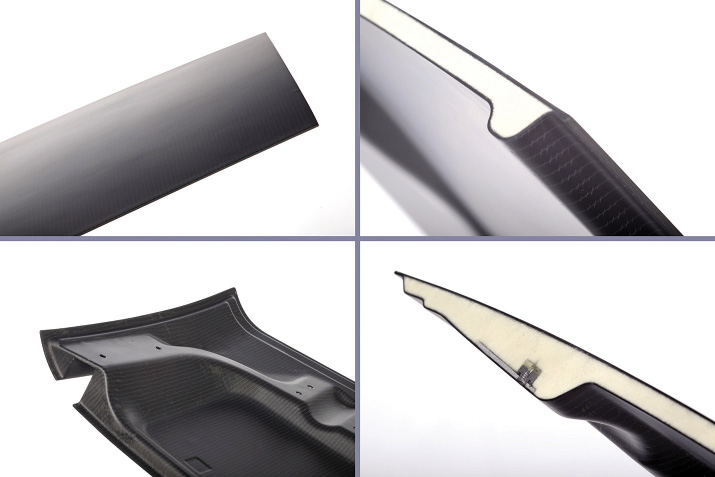
Composites vor dem Einzug in die Großserie: Konzeptstudie von BASF für ein mehrteiliges Cabriolet-Dachmoduls in Sandwich-Bauweise mit carbonfaserverstärkten Deckschichten und einem PUR-Schaumstoffkern (Bild: BASF)
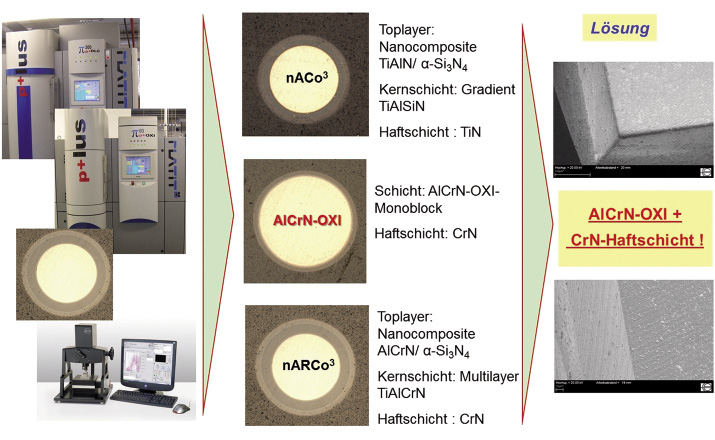
Aufgabenangepasste Beschichtungen für Zerspanungswerkzeuge (Bild: GFE)

Bearbeitungen im Überblick: Anhand eines Modellwerkstücks demonstriert Komet, wie sich CFK-Werkstoffe heute bearbeiten lassen (Bild: Komet)


Selbst vielschneidige Werkzeuge wie dieser Router (∅ 10 mm) mit Stirnschneider können nanokristallin beschichtet werden: Damit lässt sich eine saubere, glatte Fräsbahn ohne Faserablösungen oder Gratentwicklung erreichen (Bilder: Komet)

Problemlöser gegen Delamination: Kompressionsfräser sorgen durch ihre Schneidenausbildung mit Rechts- und Linksdrall für gegenläufige Schnittkraftkomponenten (Bild: LMT)
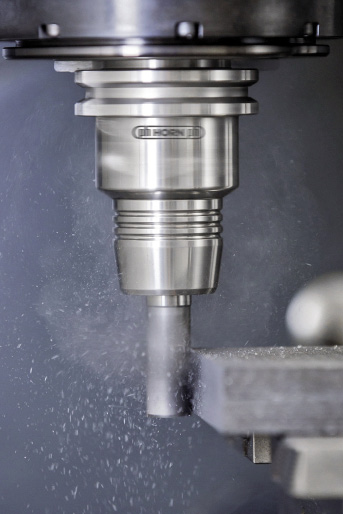
Voller Einsatz: Fräsen von Composites mit Horn-CVD-Fräser von Paul HornBild: Paul Horn

Nochmals deutlich leichter als Aluminium oder Magnesium: Automobilbauteile aus faserverstärktem Kunststoff; allerdings erfordert ihre Bearbeitung ganz andere Strategien als für Metalle (Bild: Krauss-Maffei)

Carbonfaserverstärkte Kunststoffe halten verstärkt Einzug in die Automobilindustrie: Werkzeugmaschinenhersteller müssen sich darauf einstellen, denn ihre Bearbeitung erfordert neue Maschinenkonzepte (Bild: Composites Europe/Landesm. Stuttgart)
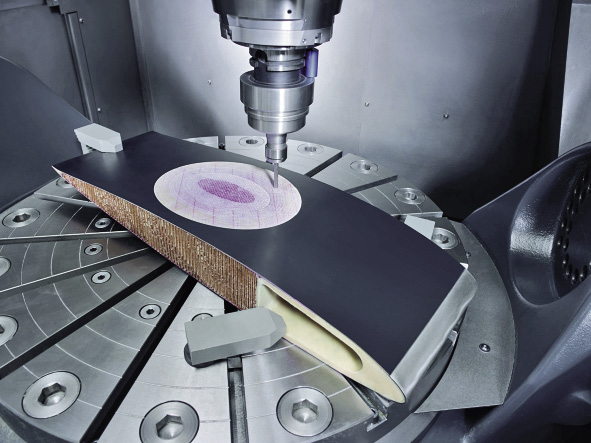
Hybridmaschinen, die verschiedene physikalische Prinzipen vereinen, können die Zerspanung von Composites verbessern: Schäftung in CFK-Rotorblattsegment auf einer Ultraschallmaschine Ultrasonic 85 von DMG Mori (Bild: DMG Mori)
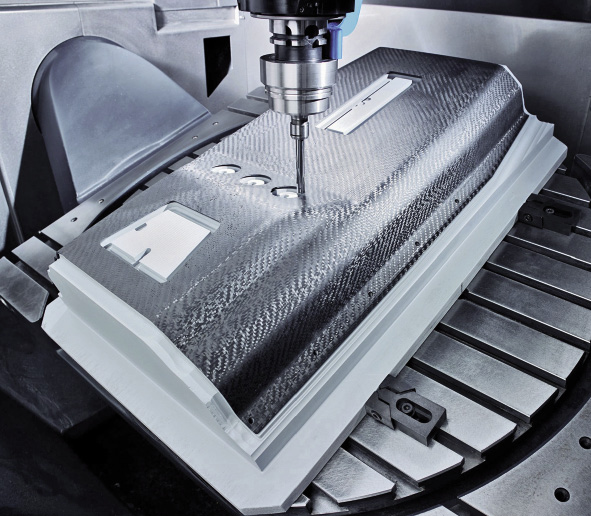
Stellt höchste Anforderungen an Maschine und Werkzeug: Das Besäumen und Bohren einer Pkw-Mittelkonsole aus CFK, hier auf einer Ultrasonic-Maschine von DMG Mori (Bild: DMG Mori)
