Von Benjamin Graf, Andrey Gumenyuk und Michael Rethmeier, Fraunhofer-IPK, Berlin
Moderne Werkzeuge unterliegen stetig steigenden korrosiven und/oder abrasiven Verschleißbeanspruchungen. Eine hohe und zuverlässig reproduzierbare Standzeit ist dabei ein wichtiges Qualitätskriterium und trägt entscheidend zur Wettbewerbsfähigkeit des Werkzeugherstellers bei. Laser-Pulver-Auftragschweißen bietet die Möglichkeit, die Standzeit von Werkzeugen durch das Aufschweißen von Beschichtungen zu steigern. Im vorliegenden Artikel werden das Laser-Pulver-Auftragschweißen sowie die verfahrensspezifischen Schichteigenschaften gezeigt und für den Verschleißschutz typische Beschichtungswerkstoffe vorgestellt. Am Beispiel von Anwendungen aus dem Werkzeugbau werden unterschiedliche Möglichkeiten zur Anpassung der Schichteigenschaften an die jeweiligen Anforderungen dargestellt.
Wear Protection in Tool Construction Using Laser-Powder Hardfacing
Modern machining tools are exposed to increasingly demanding abrasive and/or corrosion conditions. It follows that a long working life and one that is reliably predictable, is an essential attribute for a manufacturer to remain competitive in the market. Laser powder hardfacing is a means by which the working life of machining tools can be extended. This article describes the laser-powder hardfacing process and the specific properties of coatings thus produced for wear protection in terms of the type of coating applied. Examples are provided of specific applications for tools with coatings matched to a particular service duty.
1 Laser-Pulver-Auftragschweißen
Durch Laser-Pulver-Auftragschweißen lassen sich Beschichtungen auf bestehende Bauteile auftragen. Das Prinzip dieses Verfahrens ist in Abbildung 1 dargestellt. Der Laserstrahl erzeugt ein Schmelzbad auf der Bauteiloberfläche. In dieses Schmelzbad wird ein pulverförmiger Beschichtungswerkstoff mit Hilfe einer Düse eingebracht. Der Zusatzwerkstoff schmilzt auf und verbindet sich metallurgisch mit dem Grundwerkstoff. Nach der Erstarrung entstehen einzelne Schweißraupen, welche für flächige Beschichtungen nebeneinander gelegt werden.
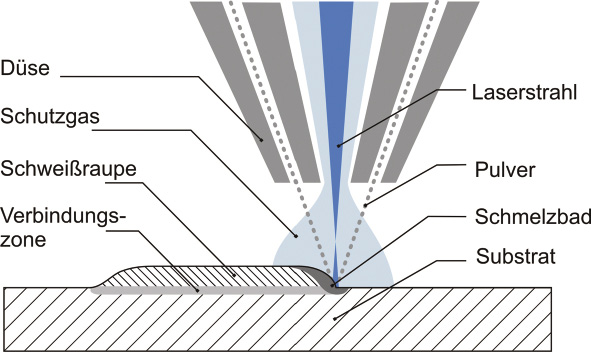
Abb. 1: Verfahrensprinzip Laser-Pulver-Auftragschweißen
Der Schweißprozess kann auch in Zwangslagen stabil durchgeführt werden, wodurch eine Beschichtung komplex geformter Oberflächen möglich wird. Damit ist eine große Vielfalt hinsichtlich der beschichtbaren Werkzeuggeometrien gegeben. Aufgrund eines geringen Wärmeeintrags und kleiner Wärmeeinflusszone ist der metallurgische Einfluss auf den Grundwerkstoff gering. Zudem wird der Verzug reduziert. Das Verfahren ist damit auch für präzise Werkzeuge oder für filigrane Geometrien geeignet.
Der pulverförmige Zusatzwerkstoff kann gleichzeitig aus verschiedenen Behältern gefördert werden. So lassen sich unterschiedliche Zusammensetzungen einstellen und die Schichteigenschaften an die jeweiligen Anforderungen anpassen. Im Verschleißschutz wird dies für Werkstoffkombinationen bestehend aus Karbiden und Matrixwerkstoffen zur Einstellung des Karbidgehalts und damit der Schichtlebensdauer genutzt.
Beim Laser-Pulver-Auftragschweißen liegt nur eine geringe Aufmischung von Grund- und Beschichtungswerkstoff vor, der Aufmischungsgrad ist kleiner 5 % [1]. Dadurch bleiben die Eigenschaften der einzelnen Werkstoffe erhalten und es besteht die Möglichkeit, in mehreren übereinander liegenden Schichten unterschiedliche Legierungszusammensetzungen kontrolliert einzustellen. So können kontinuierliche Eigenschaftsübergänge umgesetzt werden.
2 Verschleißschutz
Die Verschleißbeständigkeit einer Schicht unterscheidet sich stark je nach Art der Verschleißbeanspruchung. Für die Auswahl eines geeigneten Beschichtungswerkstoffs sind die jeweiligen Beanspruchungen zu beachten. Neben der Reibpaarung gehören dazu die Reibgeschwindigkeit und -strecke. Die vielfältigen Einflussfaktoren auf den Verschleißwiderstand sind Gegenstand von aktuellen Untersuchungen. In [2] wird eine Nickelbasislegierung zur Erhöhung von abrasivem und korrosivem Widerstand verwendet. Für die Verschleißschutzschicht kommen aufgrund ihrer Härte häufig Titan- oder Wolframkarbide zum Einsatz, die in einem Matrixwerkstoff aufgeschweißt werden.
Untersuchungen zum Auftragschweißen von Titankarbid (TiC) in einer Matrix aus niedrig legiertem Stahl finden sich in [3]. Dabei wird der Einfluss der Schweißparameter auf die entstehenden Schweißraupen ermittelt. In den entstehenden Gefügen treten sowohl ungelöste Titancarbidkörner auf, als auch fein ausgeschiedene Titancarbidphasen. Untersuchungen zum Gefüge und den Verschleißeigenschaften von TiC/FeCrBSi-Beschichtungen sind in [4] dargestellt. Die Anwendung von statistischer Versuchsplanung zur Bestimmung der Raupengeometrie ist in [5] beschrieben. Damit kann die Raupengeometrie je nach Anforderung für filigrane Beschichtungen mit kleinen Schweißraupen oder für große Auftragsraten mit breiten Raupen eingestellt werden. Eine komplette Prozesskette mit Laser-Pulver-Auftragschweißen wird in [6] vorgestellt.
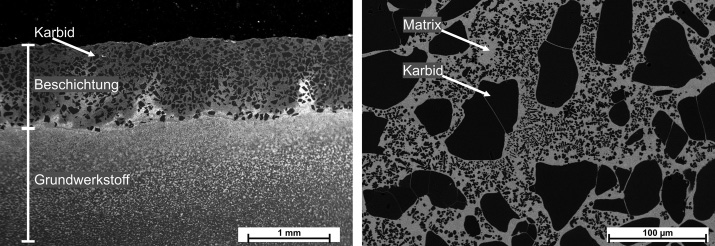
Einen für den Verschleißschutz typischen Schichtaufbau zeigt Abbildung 2 (Titelbild). Der Schichtaufbau, bestehend aus Titankarbiden in einem Matrixwerkstoff, ist erkennbar. Als Matrixwerkstoff ist hier eine Nickelbasislegierung gewählt. Die Karbide liegen darin zum einen als große Körner wie im ursprünglichen Zustand vor, sowie nach Aufschmelzen und Zerfallen fein verteilt in der Matrix. Eine wichtige Eigenschaft ist die gleichmäßige Karbidverteilung innerhalb der Beschichtung.
3 Anwendungen
Basierend auf den Eigenschaften des Verfahrens bieten sich Anwendungsmöglichkeiten für lokale, präzise Beschichtungen. Diese Vorteile des Verfahrens kommen für Schneidwerkzeuge zur Geltung. In der Agrarindustrie sind beschichtete Messer bereits im Einsatz. Auch in der Lebensmittelindustrie und in der Papierverabeitung werden diese Beschichtungen eingesetzt. Für den Privatgebrauch sind bereits Haushaltsmesser mit einer Titankarbidbeschichtung und beschichtete Klingen für Cutter-Messer verfügbar. Komplexe Schichtsysteme kommen bei Bohrwerkzeugen im Offshore-Bereich zum Einsatz. Hierbei tritt neben der Abrasion auch ein korrosiver Angriff auf. Mehrlagige Schutzschichten sind notwendig, um mit diesen Umgebungsbedingungen umzugehen. Eine erste chromhaltige Legierung schützt das Substrat vor Korrosion. Eine zweite Lage mit einer karbidhaltigen Schicht dient zur Herstellung der abrasiven Verschleißbeständigkeit.
Für Druckgießwerkzeuge sind ebenfalls mehrlagige Schichten vorteilhaft. Hier werden gradierte Schichten verwendet, um einen kontinuierlichen Übergang der Eigenschaften zu erreichen. Ausgehend vom Substrat wird durch Erhöhung des Karbidanteils ein Härteanstieg bis zur äußeren Randzone realisiert. Die Oberfläche weist somit höchste Verschleißbeständigkeit auf, während die darunter liegenden Lagen größere Zähigkeit aufweisen. Diese Werkstoffkombination ist bei Druckgießformen zur Vermeidung von Rissen aufgrund thermisch induzierter Spannungen sinnvoll.
4 Zusammenfassung
Laser-Pulver-Auftragschweißen zeichnet sich als Beschichtungsverfahren mit einem geringen Wärmeeintrag und guter Reproduzierbarkeit der Schichteigenschaften aus. Das Verfahren eignet sich zur lokalen Beschichtung von Werkzeugen zur Erhöhung des Verschleiß- und Korrosionswiderstandes. Aufgrund der Pulverform des Zusatzwerkstoffs lässt sich der Beschichtungswerkstoff flexibel aus unterschiedlichen Legierungen zusammenstellen. Die Beschichtungseigenschaften lassen sich so speziell an den jeweiligen Anwendungsfall anpassen. In aktuellen Forschungsarbeiten wird insbesondere daran gearbeitet, die Auftragsrate zu erhöhen und so die Wirtschaftlichkeit des Verfahrens zu steigern.
Literatur
[1] A. Ohnesorge: Bestimmung des Aufmischungsgrades beim Laser-Pulver-Auftragschweißen mittels laserinduzierter Plasmaspektroskopie (LIPS): Dissertation, Dresden, 2007
[2] H. Liu, C. Wang, X. Zhang, et al.: Improving the corrosion resistance and mechanical property of 45 steel surface by laser cladding with Ni60CuMoW alloy powder; Surf. Coatings Technol., Vol. 228 (2013), S. 296–300
[3] D. Novichenko, L. Thivillon, P. Bertrand, et al.: Carbide-reinforced metal matrix composite by direct metal deposition; Phys. Procedia, Vol. 5 (2010), S. 369–377
[4] X. Wang, M. Zhang, X. Liu, et al.: Microstructure and wear properties of TiC/FeCrBSi surface composite coating prepared by laser cladding; Surf. Coatings Technol., Vol. 202 (2008), S. 3600–3606
[5] B. Graf, S. Ammer, A. Gumenyuk, M. Rethmeier: Design of Experiments for Laser Metal Deposition in Maintenance, Repair and Overhaul Applications; Procedia CIRP, Vol. 11 (2013), S. 245–248
[6] A. Bergmann, H. Grosser, B. Graf, et al.: Additive Prozesskette zur Instandsetzung von Bauteilen; Laser Technik Journal, Vol. 10, Nr. 2 (2013), S. 31–35
DOI: 10.7395/2014/Graf1
Text zum Titelbild: Beschichtung zum Verschleißschutz; Titankarbid in Matrix-Werkstoff
