
Herausforderungen als Grundlage für anspruchsvolle Entwicklungen – die GWC Coating GmbH gibt einen Einblick in ihre galvanische Chromabscheidung
Die Diskussionen über die Zukunft der galvanischen Verchromung im Hinblick auf die Herausforderungen durch REACh sind noch im Gange. Die Eigenschaften der Schichten aus den klassischen Chrom(VI)elektrolyten sind nach derzeitigem Kenntnisstand mit allen alternativen Verfahrenstechniken nicht annähernd zu erreichen. Dass aber auch ohne den Wechsel zu unkritischen Elektrolyten die Gefährdung durch sechswertiges Chrom mit einer optimierten Anlagentechnik nahezu vollkommen auszuschließen ist, zeigen moderne und innovative Unternehmen der Branche. Die GWC Coating GmbH in Villingen-Schwenningen ist ein solches Unternehmen, das nicht nur mit seinen Spezialschichten zur Herstellung von außergewöhnlichen Produkten beiträgt, sondern mit den vorhandenen Anlagen den effizienten Energie- und Materialeinsatz in seiner besten Ausprägung demonstriert.

Galvanisch Perlstrukturchrom für die Zukunftsenergie, die Kernfusionstechnologie
In Südfrankreich entsteht der größte und leistungsfähigste Reaktor zur Energiegewinnung mittels Kernfusion. Hierbei werden Wasserstoffatome zu Helium verschmolzen – ein Vorgang der auch im Inneren der Sonne abläuft und uns seit Jahrmillionen mit Energie versorgt. Hierbei wird Wasserstoff bei etwa 100 Millionen Grad in einem ringförmigen elektromagnetischen Käfig gehalten. Dazu werden die derzeit leistungsfähigsten Elektromagneten mit Spulen aus Supraleitern aufgebaut. Diese bestehen aus einem Niob-Zinn-Kern (Nb3Sn) und einem Kupfermantel. Die Herstellung der Drähte erfolgt über zahlreiche Zieh- und Temperprozesse, ausgehend von einem Kupferrohr mit Niob-Zinn-Füllung. Bei einem bestimmten Durchmesser von 0,820 mm werden die supraleitenden Drähte mit einer elektrolytisch abgeschiedenen Perlstrukturchromschicht veredelt. Diese ist speziell entwickelt und sowohl für die fertigungstechnische Weiterverarbeitung als auch für das Endprodukt, die Magnetspule, von entscheidender Bedeutung.

Auch nach dem Biegen des beschichteten Supraleiterdrahts haftet die Chromschicht (REM-Aufnahme der Drahtoberfläche)
Die abgeschiedene Schicht gewährleistet sowohl die Beständigkeit gegen Oxidation als auch die erforderlichen tribologischen Eigenschaften, wie Verschleißbeständigkeit und Gleiten der Drähte beim anschließenden Verseilprozess. Gleichzeitig sind die Anforderungen an die Verchromung außergewöhnlich hoch. Für die galvanisch aufgebrachte Perlchromschicht bedeutet dies die Einhaltung der Schichtdicke von 1 µm bis 2 µm. Daneben ist die Anforderung an die Ovalität der Drähte bei 0,820 mm mit ±0,005 mm begrenzt. Weiterhin muss die Schicht über eine sehr gute Haftung verfügen. Als weitere Forderung muss eine Mindestlänge von 1100 Meter pro Drahtstrang gewährleistet sein; alle Teilstücke unterhalb dieser Länge sind unbrauchbar für den weiteren Verarbeitungsprozess. Diese Forderung konnte durch spezielle Sicherheitsvorkehrungen in der Beschichtungsanlage erfolgreich umgesetzt werden.


Neue Anlagen zur Stückbeschichtung mit Dünnschichtperlstrukturchrom bei GWC
Die Herausforderungen, denen sich die im Jahr 2009 gegründete GWC gegenübersah, waren immens, aber lösbar. Zusammen mit einem qualifizierten Anlagenbauer wurde in Villingen-Schwenningen die Produktionsstätte errichtet und im Juli 2009 bezogen. Im Oktober 2009 wurde die Produktion der Supraleiterverchromung aufgenommen. Seither wurden 13.600 km Kupfer- sowie 26.500 km Supraleiterdraht verchromt und dies mit einer prozesssicher applizierten Schichtdicke von 1,2 µm bis 1,4 µm.
Die Anlage ist so aufgebaut, dass kontinuierlich zehn Drähte die Beschichtung durchlaufen und mit einer maximalen Sicherheitseinrichtung hinsichtlich der Schichtqualität aber auch des Arbeits- und Emissionsschutzes versehen ist. Sowohl die Zusammensetzung des Elektrolyten als auch die
Abscheideparameter werden genauestens eingehalten und überwacht. Am Auslauf werden mittels Laser der Drahtdurchmesser und die Ovalität sowie mittels X-Ray die Dicke der Chromschicht kontinuierlich gemessen und protokolliert. Die Messwerte sind für jede gefertigte Charge dokumentiert und verfügbar. Darüber hinaus werden die Parameter jeweils am Anfang und Ende jeder Charge durch Vermessung mittels eines metallografischen Querschliffs noch einmal gegengeprüft. Die Prüfung der Haftung erfolgt mit einem genauestens definierten und standardisierten Biegewickeltest. Alle Messgrößen belegen die hohe Qualität der Beschichtung über die gesamte Prozessdauer seit Ende 2009.
Zur Zeit laufen Projekte, um mit dem selben Verfahren auch die Ausdehnung auf andere Anwendungen anzustreben. So sind beispielsweise Anwendungen von Drähten und Rundmaterialien mit einem hohen Verschleißschutz gepaart mit einem Korrosionsschutz im Gespräch. Derzeitige Ansätze sind Alu- und Stahldrähte für Siebe, Sägedrähte für die Wafer- und Solarindustrie, professionelle Stricknadeln und medizinische Produkte.
Oberflächen für höchste technische Ansprüche
Im letzten Jahr hat die GWC Coating GmbH ihr Produktionsangebot mit der Errichtung eines neuen Produktionszweiges erweitert. Auch hier stand das Metall Chrom im Vordergrund. In einer neu errichteten Halle mit einer Gesamtfläche von 500 m2 wurde eine Anlage zur Einzelteilbeschichtung mit Strukturchrom – speziell Dünnschichtperlstrukturchrom GWC T-COAT® – errichtet. Mit der Anlage können Bauteile bis zu 3200 mm Länge, 800 mm Breite und einem maximalen Gewicht von 1200 kg veredelt werden. Diese besondere funktionelle Perlstrukturchromschicht wird in der Regel in Dicken zwischen 1,5 µm und 15 µm und einer Toleranz von ±1 µm aufgebracht. Damit sind nach der Beschichtung keine mechanischen Nacharbeiten erforderlich, Passungen werden also eingehalten.
 |
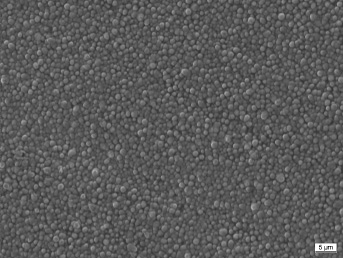 |
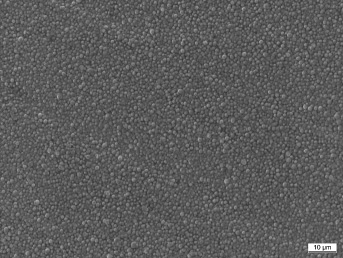
Oberfläche der Perlchromschicht bei verschiedenen Vergrößerungen (rechts) (REM-Aufnahmen)
Die Perlstrukturchromschichten zeichnen sich mit hohen Härten zwischen 950 HV0,03 und 1300 HV0,03 aus und besitzen eine gute chemische Beständigkeit. Eingesetzt und besonders geeignet sind die Schichten durch den hervorragenden Schutz vor Tribo- und Schwingungskorrosion, aber auch die Vermeidung des sogenannten Stick-Slip-Effekts. Ihre Verschleißbeständigkeit wurde bis zu 3,5 GPa bei dynamischer und 10 GPa bei statischer Flächenpressung bestätigt. Im Schwing-Reib-Versuch mit einer Last von 150 N/mm2 und einer Frequenz von 50 Hz lagen die Reibwerte zwischen 0,08 und 0,13. Weitere Kennwerte der mattgrauen Oberfläche mit ihrer halbkugelförmigen Morphologie sind antimagnetische Eigenschaften, gute und konstante elektrische Leitfähigkeiten von 8,8 · 106 S/m und eine thermische Leitfähigkeit von 94 W/mK.
Die gleichmäßige Oberflächenstrukturierung eignet sich besonders beim technischen Einsatz von Bauteilen, die einer Mischreibung unterliegen und erlaubt zudem eine hervorragende Aufnahmefähigkeit von Schmierstoffen, so dass sich insbesondere ein Einsatz auf Bauteilen unter der Prämisse einer Mangelschmierung anbietet. Weiterhin und von großer Bedeutung ist die Möglichkeit über sogenannte TOP-COAT-Applikationen die Oberflächeneigenschaften individuell auf die vom Kunden geforderten Eigenschaften, wie zum Beispiel Erhöhen des Korrosionsschutzes, Verringern des Reibwertes und Einstellen optischer Anforderungen, einzustellen.
Die GWC T-COAT®-Schichten werden heute im Markt immer da verwendet, wo tribologisch hochbeanspruchte Bauteile, ohne mechanisches Nachbearbeiten, eingesetzt werden. In erster Linie sind dies Spindel-, Gewindehub- und Schneckenwellenantriebe, Linearführungssysteme, Lagerschalen, Bolzen, Hülsen, Ringe, Spindeln, Zahnstangen und Getriebe, Kugelventile und Welle/Nabenverbindungen.
Die heute bedienten Märkte und Anwendungen sind in der Wälzlager- und Führungstechnik, der Verpackungsindustrie und Abfülltechnologie, der Lebensmittelindustrie, Wehrtechnik sowie in der Medizintechnik zu finden.
Zur Herstellung der spezialisierten dünnen Chromschicht mit Perlstruktur wurde von GWC Coating eine Anlage errichtet, die nicht nur die Abscheidung von exakten und hoch qualitativen Schichten ermöglicht, sondern auch die höchsten Anforderungen an die Effizienz und Umweltverträglichkeit erfüllt. Während die Effizienz vorwiegend aus einem betriebswirtschaftlichen Interesse entsteht, unterstützt die Umweltverträglichkeit die Akzeptanz von Unternehmen am Markt. Darüberhinaus wird mit dem sparsamen Einsatz von Energie und Rohstoffen sowie der Vermeidung von Abfällen aber auch zunehmend ein wirtschaftlicher Vorteil erzielt.

Wärmetauscher und Wäscher
So wurde bei der neuen Anlage ein innovatives Energierückgewinnungssystem realisiert, bei dem bis zu einer Außentemperatur von 4 °C ohne den Einsatz einer zusätzlichen Heizenergie für die Hallenzuluft gearbeitet werden kann. Dies gilt bis zu einer Zuluftmenge von 18 000 m3/h. Durch eine intelligente Rückführung von Einsatzstoffen, beispielsweise aus der Vorbehandlung (Beizen, Entfetten) und Spülwässern, arbeitet die Anlage nahezu abwasserfrei. Unter Einsatz einer Geothermieanlage wird die Heizenergie für die vorhandenen Büro- und Sozialräume gewonnen, wodurch hierfür das Ziel einer Nullemission von Kohlenstoffdioxid erreicht ist.

Ionenaustauscher
Spezialitäten als Garant für die Zukunft
Neben der absoluten Besonderheit der Drahtverchromung – nur wenige Unternehmen weltweit verfügen über eine vergleichbare Technologie – hat sich die GWC Coating auch mit GWC T-COAT® ein Verfahren eingerichtet, das durch hohe Leistungsfähigkeit und besondere Qualität überzeugt. Dies wurde in der Zertifizierung nach DIN ISO 9001-2008 sowie den amerikanischen Standards QQ-C 320 B, MIL-C 23422 E oder AMS 2438A bestätigt. Von absoluter Wichtigkeit und Bedeutung im Zusammenhang mit Chrom und seinen Verbindungen ist für alle Schichten eine 100-%-RoHs-Konformität garantiert und somit auch der Einsatz im Lebensmittelbereich gegeben.
Die GWC Coating GmbH sieht sich gut aufgestellt, um mit ihren hoch automatisierten Anlagen und ihren leistungsfähigen Chromschichten wirtschaftlich produzieren zu können. Die Anwendungsmöglichkeiten sind vielfältig und neue Herausforderungen werden von den qualifizierten Fachleuten des Unternehmens mit Begeisterung aufgenommen.
Auch höchste Anforderungen werden bei GWC Coating in erster Linie als Motivation aufgefasst und zu einem erfolgreichen Abschluss gebracht, wie das Projekt zur Verchromung von Supraleitern belegt.
Marie-Curie-Straße 29,
D-78048 Villingen-Schwenningen
- www.gwc-coating.com
