
Der Ersatz der klassischen Chromatierungen durch Passivierungen auf Basis von Chrom(III)verbindungen sowie chromfreien Passivierungen hat zugleich auch die Eigenschaften bezüglich des Reibverhaltens geändert. Die heute verfügbare große Vielfalt an Passivierungen wurde für Anwendungen in der Automobilindustrie untersucht. Auch außerhalb der Automobilbranche wird die Einstellung von Reibwerten zunehmend interessant. An unterschiedlichen Anforderungen und Schraubenabmessungen werden die Unterschiede der Passivierungen aufgezeigt. Es zeigt sich, dass die erforderlichen Werte einstellbar sind.
Friction values not covered in automotive standards
Replacing classical chromate conversion coatings with passivates based on chromium (III) compounds or those totally chromium-free, brings with it a change in tribological properties. The wide range of proprietary passivation processes available today have all been developed with the automotive industry in mind. However there is a growing interest outside the automobile industry in optimising the tribological properties of fasteners etc. Based on a range of different requirements and screw fastener diameters, differences in the tribological properties of various passivating systems are reported. It is shown that in most cases, coatings with the optimum coefficient of friction can be selected.
Galvanofirmen haben jahrzehntelang erfolgreich Schrauben aller Art Zink gelb beschichtet und ausgeliefert. Häufig wurde eine gewünschte Nachschmierung zur Beeinflussung der Reibungszahl µ vom Anwender selbst noch appliziert, bevor die Schrauben dann verbaut wurden.
Sowohl in die Verschraubungs- als auch in die Beschichtungstechnik haben viele Neuerungen ihren Weg gefunden. So wurden zum Beispiel durch automatisierte Schraubstationen und schnellere Verschraubungen Zeitabläufe in der Montage optimiert. Der Gesetzgeber hat Anfang des Jahrtausends bestimmt, dass chrom(VI)haltige Systeme abzulösen seien. Der Fokus bei der Umstellung auf die chrom(III)haltigen Systeme lag zunächst sowohl auf Korrosionsschutz wie auch auf optischen Aspekten, was in einem vermehrten Einsatz von Versiegelungen resultierte. Diese Änderungen führten zum Teil zu nicht unerheblichen Schwierigkeiten beim Verbau – insbesondere von Schrauben, aber auch von Bauteilen, die verschraubt werden – und damit zu der Erkenntnis, dass die Reibungszahl als Merkmal für die Qualität galvanischer Oberflächen unbedingt zu berücksichtigen ist.
Reibungszahl – Beschreibung
Die Verschraubung ist eine Methode, um zwei Werkstücke sicher miteinander zu verbinden. Entscheidend dabei ist, mit welcher Kraft die beiden Bauteile zusammengehalten beziehungsweise zusammengepresst werden. Diese Kraft darf nicht zu hoch sein, damit weder die Bauteile noch die sie zusammenhaltende Schraube beschädigt werden. Sie darf allerdings auch nicht zu niedrig sein, denn sonst haben die beiden Bauteile gegeneinander noch Bewegungsmöglichkeiten.
Diese Kraft lässt sich im Verbaufall direkt nicht messen, wohl aber das Drehmoment, mit dem die Schraube angezogen wird. Die Reibungszahl µges stellt das Bindeglied zwischen den beiden Größen Vorspannkraft FV und dem Drehmoment MA dar. Für metrische Gewinde kann dies in folgender Gleichung ausgedrückt werden:

P, d2 und DKM sind schraubenspezifische Konstanten
Sind also die Reibungszahl einer Schraubverbindung und das verwendete Drehmoment bekannt, lässt sich die Vorspannkraft errechnen.
Normen der Automobilindustrie
Das Drehmoment ist die einzige Größe, die bei einem normalen Verschraubungsfall direkt messbar und damit auch regelbar ist, zum Beispiel als Minimalanforderung für den Anzug der Radschrauben an einem Auto.
Um mit einem gleichbleibenden Drehmoment die gleiche Vorspannkraft in der Schraubverbindung zu erhalten, muss die Reibungszahl ebenfalls gleich bleiben. Das ist der Grund, weshalb vor allem die Automobilindustrie mit den zahlreichen automatisierten Montageprozessen schon sehr früh Grenzwerte für Reibungszahlen festgelegt hatte. Dabei haben sich auf dem europäischen Markt zwei Fenster etabliert, das VDA-Fenster mit Reibungszahlen von µges = 0,08–0,14 und das französische Fenster von µges = 0,12–0,18. Diese Reibungszahlen wurden vor der Einführung des Chrom(VI)verbotes dadurch realisiert, dass chromatierte Schrauben mit passenden Nachschmierungen beschichtet wurden.
Reibungszahlen außerhalb automotiver Anwendungen haben sich an diese Fenster angelehnt, die Anforderungen also übernommen. Alternativ wurden die Reibungszahlen so akzeptiert und verwendet, wie sie durch die Oberfläche entstanden sind. Sie sind also als Eigenschaft der Oberfläche zwar akzeptiert, aber nicht definiert worden. Zufälligerweise erreichen chromatierte Oberflächen aus sauren Elektrolyten (sauer Zink) und aus alkalischen Elektrolyten (alkalisch Zink) – DIE Standardoberfläche vor der Chrom(VI)umstellung im Automobilbereich 2001/2007 – vergleichbare Werte in einem Fenster, das nur geringfügig breiter ist als die beiden Automobilfenster: Die Reibungszahlen dieser Oberflächen bewegen sich zwischen 0,21 und 0,28 (Abb. 1).
Die Sicherheit bei den Verschraubungen war also vergleichbar, wenn auch mit höheren Drehmomenten gearbeitet werden musste, um vergleichbare Vorspannkräfte zu erzeugen.
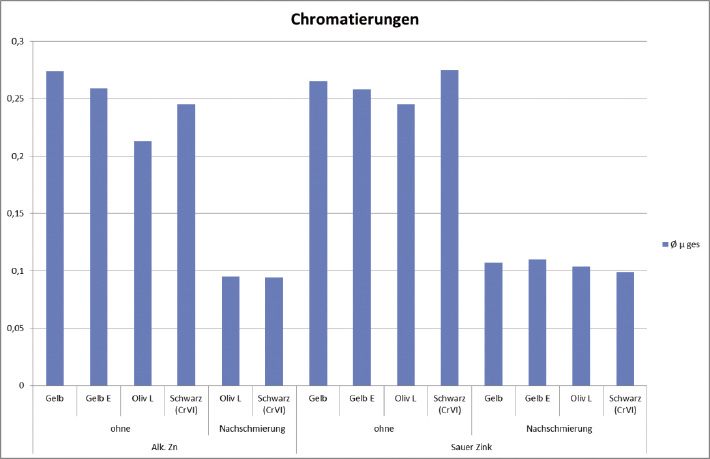
Abb. 1: Durchschnittliche Gesamtreibungszahlen verschiedener Chromatierungen auf alkalisch Zink und sauer Zink, zum Teil mit Nachschmierung beschichtet
Die Chrom(VI)umstellung
Der Schwerpunkt bei dieser Umstellung lag zunächst sowohl auf dem Korrosionsschutz wie auch auf optischen Aspekten. Schon der Vergleich der Schichtdicken der unterschiedlichen Nachbehandlungen zeigt, dass sich die Oberfläche nicht nur hinsichtlich des Korrosionsschutzes geändert hatte (Tab. 1).

Da den Passivierungsschichten auf Basis von Chrom(III)verbindungen der Selbstheilungseffekt der Chromatierungen fehlt, wird üblicherweise zusätzlich noch versiegelt, um gleichwertige Schutzzeiten zu den Chromatierungen zu erreichen. Dieser geänderte Schichtaufbau hatte deutliche Auswirkungen auf die Reibungszahlen, was jedoch erst langsam erkannt wurde. Die dreiwertig passivierten Oberflächen weisen eine viel höhere Streuung der Reibungszahlen auf. Das Fenster für Reibungszahlen passivierter Zinkschichten wurde von µges = 0,21–0,28 auf µges = 0,18–0,38 erweitert (Abb. 2).

Abb. 2: Vergleich der durchschnittlichen Gesamtreibungszahl µges von verschiedenen Passivierungen (1–7) und Chromatierungen (8–11) auf Zink aus alkalischen Elektrolyten
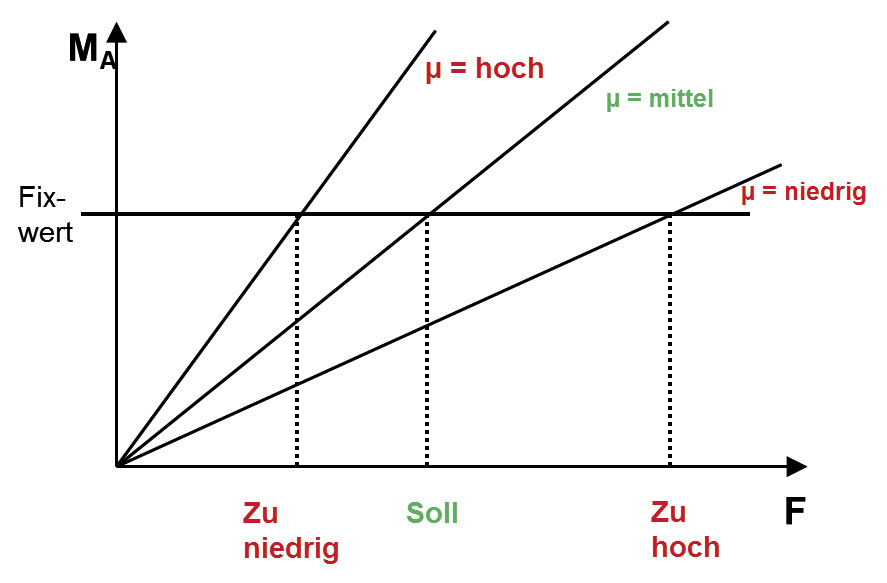
Abb. 3: Auswirkungen der Änderung von Reibungszahlen auf die Vorspannkraft FV bei gleichbleibendem Drehmoment MA
Wird nun eine Schraube mit der Oberfläche Zink + Passivierung beschichtet, kann dies für die Verschraubung sehr weitreichende Folgen haben (Abb. 3): Im günstigsten Fall wird die Reibungszahl erreicht, auf die das Verschraubungssystem ausgelegt war. Das Resultat: Eine normal funktionierende Verschraubung.
In einem ungünstigen Fall ist die Reibungszahl deutlich zu hoch. Dies führt dazu, dass bei der Verschraubung zu früh gestoppt wird, weil das Drehmoment – die einzige, direkt messbare Größe während der Verschraubung selbst – erreicht oder überschritten wird. Da aber die Reibungszahl zu hoch ist, wird die gewünschte Vorspannkraft nicht erreicht. Das Resultat: Die Werkstücke sind nur mangelhaft miteinander verbunden, die Verbindung hat noch Spiel und kann sich in der Folge lösen.
In dem anderen ungünstigen Fall ist die Reibungszahl deutlich zu niedrig. Dies kann dazu führen, dass das Drehmoment nicht erreicht wird. Da die Reibungszahl zu niedrig ist, wird die Vorspannkraft schon mit einem wesentlich niedrigeren Drehmoment erreicht, der Verschraubungsprozess aber nicht gestoppt. Das Resultat: Die Schraube wird zu stark angezogen, kann selbst reißen oder die Werkstücke, die sie zusammenhalten soll, massiv beschädigen.
Der Einsatz einer beliebigen Versiegelung oder Nachschmierung auf den passivierten Schichten führt im Normalfall zu einer deutlichen Absenkung der Reibungszahl. Damit erreicht man üblicherweise Reibungszahlen im Bereich von µges = 0,08–0,16, auch bei der Verwendung von Versiegelungen ohne integrierte Schmiermittel.
Für Verschraubungsfälle, die früher mit chromatierten Oberflächen realisiert und die im Zuge der Umstellung nun auf passivierte und versiegelte Oberflächen umgestellt wurden, bedeutet dies eine massive Veränderung der funktionalen Eigenschaften. Die Reibungszahl wird deutlich abgesenkt, und damit wird – bei gleichen Montageeigenschaften – die Vorspannkraft erhöht, was unter Umständen bis zum Zerstören der Verschraubung führen kann.
Aus verschraubungstechnischer Schicht führte also die Umstellung von chrom(VI)haltigen Chromatierungen auf chrom(III)basierende Passivierungen zu:
- insgesamt extremeren Reibungszahlen
- einer deutlichen Zunahme der Streuung der Reibungszahlen
- schlechter bis nicht mehr kontrollierbaren Verschraubungssituationen.
Für die automobilen Anwendungen wurden sehr schnell mit Nachschmierungen und Versiegelungen mit integrierten Schmiermitteln Lösungen gefunden, um die Reibungszahlen wieder gemäß der bekannten Vorgabefenster einstellen zu können. Schließlich waren die Chromatierungen ja vergleichbar behandelt worden. Für Anwendungen, die außerhalb der Automotive-Vorgaben konzipiert worden und auf den Reibungszahlen der Chromatierungen entwickelt worden waren, war bis vor kurzem keine Lösung zu finden. Erschwerend kommt hinzu, dass im Verbaufall verschiedene beschichtete Oberflächen miteinander verschraubt werden. Üblicherweise werden Reibungszahlen auf beschichteten Oberflächen gemessen, indem man als Verbaupartner gegen unbeschichteten Stahl misst. Dies soll die Vergleichbarkeit verschiedener Messungen ermöglichen (siehe auch DIN EN ISO 16047).
Durch Untersuchungen, in denen nicht nur die Schraube, sondern mindestens auch die Mutter beschichtet war, konnte gezeigt werden, dass durch die Kombination mehrerer beschichteter Oberflächen die Reibungszahl weiter beeinflusst wird und grundsätzlich noch niedrigere Werte annimmt.
Während bei den chromatierten Oberflächen die Reibungszahl zwar auch absinkt, aber dennoch auf einem hohen Niveau verbleibt (Abb. 4a), ist die Auswirkung bei den passivierten und passiviert/versiegelten Oberflächen sehr viel deutlicher ausgeprägt (Abb. 4b).


Abb. 4: Reibungszahlen chromatierter Schrauben, verschraubt mit Stahlmuttern (blau) und chromatierten Muttern (rot) (a, oben); Reibungszahlen passiviert und versiegelte Schrauben, verschraubt mit Stahlmuttern (blau), passivierten Muttern (rot), passiviert und versiegelten Muttern (grün) (b, unten)
Reibungszahlen gezielt hoch einstellen
Nach der Umstellung auf chrom(VI)freie Oberflächen gab es also nur zwei definierte Bereiche, für die Reibungszahlen fixiert waren, das VDA-Fenster (µges = 0,08–0,14) und das französische Fenster (µges = 0,12–0,18), beide aus der Automobilindustrie stammend. Für diese Bereiche waren also Lösungen gefunden worden.
Damit lassen sich jedoch nicht alle Verschraubungsfälle lösen, so dass die Verschraubungsparameter an die nun verfügbaren Reibungszahlen angepasst werden müssen. Sowohl die maximal mögliche Vorspannkraft als auch das damit anwendbare Drehmoment hängen nicht nur von der Reibungszahl der verwendeten Oberflächenkombination ab, sondern auch entscheidend von der Geometrie der Schraube. Eine Schraube M10 kann durch den deutlich größeren Querschnitt viel mehr Kraft aufnehmen, als dies mit einer Schraube M3 möglich ist.
Die vormals verwendete Chromatierung hatte bei der Verschraubung sehr kleiner Schrauben durch die höheren Reibungszahlen den Effekt, dass von der eingesetzten Energie ein großer Teil (> 90 %) durch Reibung verbraucht wurde. Dies macht sich vor allem bei der Handmontage durch einen größeren Widerstand bemerkbar – die Schraube wurde beim Erreichen der maximalen Vorspannkraft fühlbar fest angezogen.
Nach der Umstellung auf die Passivierung beziehungsweise die Passivierung/Versiegelung und dem drastischen Abfall der Reibungszahl geht jetzt viel weniger Energie verloren (ca. 80 %), was sich vor allem dadurch bemerkbar macht, dass die Schraube scheinbar nicht richtig angezogen werden kann. Scheinbar, denn die Vorspannkraft ist sehr schnell überschritten und die Zerstörung der Verschraubungskombination fast unausweichlich.
Dieses Problem ist jetzt mit einer Serie von neuartigen Versiegelungen lösbar. Im Gegensatz zu herkömmlichen Versiegelungen und Nachschmierungen wird bei der Verwendung dieser Produkte die Reibungszahl nicht mehr weiter abgesenkt, sondern im Gegenteil angehoben und auf ein zum Teil deutlich höheres und auch in ein enger eingegrenztes Wertefenster gebracht. Damit ist es jetzt möglich, die Reibungszahlenbereiche oberhalb der bisher bekannten automobilen Fenster gezielt anzusteuern.
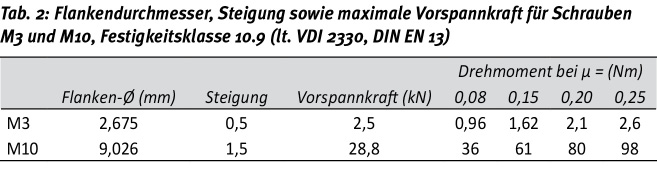
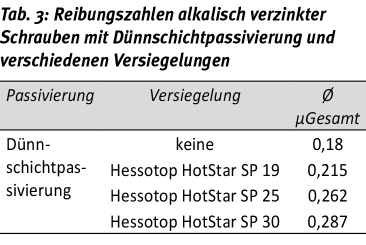
Tabelle 3 zeigt beispielhaft die Änderung der Reibungszahlen einer passivierten Schicht bei Verwendung verschiedener, die Reibungszahl erhöhenden Versiegelungen.
Die Wirkung dieser Versiegelungen lässt sich auch im simulierten Verbaufall deutlich zeigen. Die Verwendung konventionell beschichteter Muttern hat einen deutlich absenkenden Einfluss auf die Reibungszahl. Mit Muttern, die nach der Passivierung mit der Versiegelung Hessotop HotStar SP30 beschichtet wurden, wird dieser Effekt deutlich reduziert (Abb. 5).

Abb. 5: Reibungszahlen versiegelter Schrauben (Versiegelung Hessotop HotStar SP 30 für hohe Reibungszahlen, Versiegelung Hessotop HotStar DE für das VDA-Fenster), gemessen gegen unterschiedlich beschichtete Muttern: blau: ohne Beschichtung, rot: verzinkt + passiviert, grün: verzinkt, passiviert + versiegelt mit Hessotop HotStar SP 30)
Hohe Reibungszahlen sind sicher darstellbar
Da Reibungszahlen aber nicht nur von der verwendeten Versiegelung, sondern auch vom Gesamtsystem beeinflusst werden, ist der erste Schritt zur Lösung von Verschraubungsproblemen stets eine sorgfältige Analyse. Dabei muss erfasst werden:
- Wie wurde die Schraube früher beschichtet, im letzten gut funktionierenden Zustand?
- Welche Oberflächen wurden insgesamt kombiniert?
- Was genau wurde geändert, und warum?
- Welche Anforderungen sind neu dazu gekommen?
- Was ist bis dato schon alles ausprobiert und geändert worden?
Dies erlaubt eine Eingrenzung der Vielzahl von Beschichtungsmöglichkeiten, die dann auf einer Musterschraube miteinander verglichen werden. Anhand dieser Ergebnisse können wenige Beschichtungssysteme ausgewählt und im Verbaufall genauer untersucht werden.
Mit den neuen Versiegelungen aus der Produktreihe Hessotop HotStar können jetzt nicht nur die allseits bekannten Wertefenster für Reibungszahlen der Automobilindustrie bedient werden, sondern auch deutlich höhere Reibungszahlfenster für alternative Anwendungen realisiert werden.
DOI: 10.7395/2013/Rohr1
