
")
Aus Gewichts- und Kostengründen bietet sich Aluminium für bestimmte Anwendungen der Elektronik und Elektrotechnik im Automobil als Ersatz für Kupferwerkstoffe an. Bei der Inovan GmbH & Co. KG wurden in einer Studie die wesentlichen Eigenschaften galvanisch veredelter Aluminiumlegierungen mit denen typischer Kupferlegierungen verglichen: Haftung, Umformbarkeit, mechanischer Verschleiß, elektrische Leitfähigkeit, Diffusionseffekte und Korrosion. Die Ergebnisse zeigen die grundsätzliche Eignung von Aluminiumlegierungen als Stanzgitterwerkstoff mit Einschränkungen bei mechanischen Eigenschaften und Korrosionsbeständigkeit. Als Lead Frame für Leistungsbauelemente lassen sich interessante Anwendungen denken, insbesondere aber für Hochstromverbindungen zwischen Kupfer- und Aluminiumbauteilen, zum Beispiel Zellverbinder, könnten galvanisch veredelte Verbindungsteile aus Aluminium echte Vorteile bieten. Bei Inovan steht ein Prozess zur Verfügung, der die Herstellung von Mustern für die Funktionsentwicklung und -erprobung erlaubt.
Aluminium as base material for lead frames for electronic assemblies in automotive
For certain electronic or electro technical applications for the automotive industry aluminium for cost and weight reasons may offer some advantages compared to copper materials. Inovan GmbH & Co. KG performed a study, comparing the major properties of electroplated aluminium alloys and typical copper alloys: adhesion, formability, mechanical wear, electrical conductivity, diffusion effects and corrosion. The results in general show the feasibility as a material for lead frames, with restrictions of mechanical characteristics and corrosion resistance. As a lead frame material for power modules, aluminium might be worth thinking of. But for high current connections between copper and aluminium parts, e. g. cell connectors, electroplated aluminium bus bars could offer real advantages. At Inovan a process is established, being able to provide samples for function development and verification.
1 Einleitung
Effizienz und Leichtbau bei wirtschaftlich vertretbarem Aufwand sind die bestimmenden Faktoren des modernen Automobilbaus. Die Stellschrauben sind beispielsweise Energieeffizienz, schonender Umgang mit Ressourcen oder die rationelle Fertigung.
Eine zentrale Rolle kommt hier dem Leichtmetall Aluminium zu. Schon seit Jahrzehnten im Automobilbau als Edelwerkstoff bekannt, kann es heute auf Grund seiner hohen Verfügbarkeit und rationellen Fertigungstechniken auf breiter Front für Motoren-, Fahrwerk- und Karosseriekomponenten eingesetzt werden. Hier wurde der Werkstoff Stahl ersetzt.
Aus denselben Gründen macht sich nun auch die Elektrotechnik und Elektronik als wichtiger Automobilzulieferer auf, Aluminium zu verwenden. Es stellt sich jedoch die Frage, ob die Vorteile tatsächlich gegeben sind. Bezüglich Verfügbarkeit und Gewicht ist dies schnell mit Ja beantwortet, findet doch Aluminium als Konstruktionswerkstoff für elektronische und mechatronische Baugruppen bereits seit langem Verwendung, zum Beispiel als Gehäusekomponente oder zur Entwärmung als Kühlkörper. Für die Verwendung als Stanzgitter in der Elektronik sind jedoch weitere Eigenschaften wichtig, wie beispielsweise Galvanisierbarkeit, Umformbarkeit oder elektrische und mechanische Kennwerte.
Bei Inovan wurde in einer Studie die grundsätzliche Eignung von Aluminium als Stanzgitterwerkstoff im Vergleich zum Platzhirsch Kupferlegierung untersucht.
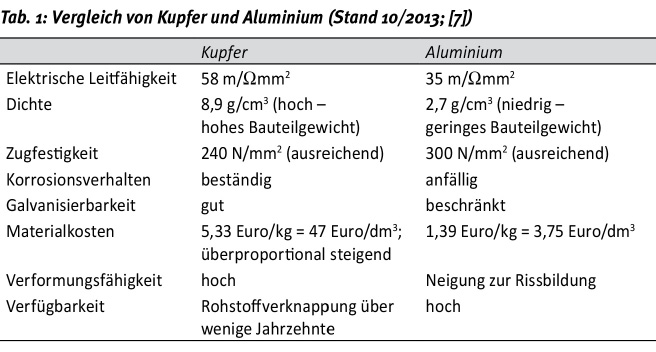
1.1 Vergleich von Kupfer und Aluminium
Tabelle 1 zeigt deutlich die Vorteile des Aluminiums. Bei Dichte und Kosten pro Volumen ist Aluminium unschlagbar. Die elektrische Leitfähigkeit liegt in einem Bereich, der bei Bedarf durch eine Bauteilquerschnittserhöhung ausgeglichen werden kann. Bereits heute werden bei einer Mittelklasselimousine etwa 30 Kilogramm Kupfer verbaut, 70 Prozent hiervon entfallen alleine auf den Kabelstrang [6]. Elektroautos beziehungsweise Hybridfahrzeuge übersteigen diesen Wert bei weitem, da die Menge und Querschnitte notwendiger Verkabelungen, Steuergeräte oder weiterer Bauteile höher ist.
Die großen Vorteile von Kupferwerkstoffen sind einfache Kontaktierbarkeit und hohe mechanische Festigkeit. Für das Anschlagen von Leitungen ist zum Beispiel Crimpen blanker Kupferleitungen an Kabelschuhe oft das Verfahren der Wahl. Löten, Leitkleben oder Klemmen sind Stand der Technik. Aluminium ist hier wegen seiner stets oxidierten Oberfläche problematisch. Bei Klemmverbindungen (Abb. 1) können beispielsweise durch hohe Übergangswiderstände Leistungsverlust oder Erwärmung bis zur Brandgefahr drohen. Als Fügepartner eines Schweißprozesses kommt nur ein Aluminiumteil in Frage, das dann selektiv galvanisiert sein könnte. Die Crimpung als Zugentlastung müsste, je nach geforderter Haltekraft, aus einem anderen Metall sein.

Abb. 1: Möglicher Kabelverbinder
Aluminium stellt also besondere Anforderungen an die Fügeverfahren. In [2] ist beispielsweise eine Kontaktierung eines Aluminiumleiters durch einen Kupfer-Crimp beschrieben. Nachfolgend sind Beispiele für andere Fügeverfahren genannt.
1.2 Anwendungsbeispiele
Die steigende Integration von Funktionen in Baugruppen führt dazu, dass weniger Komponenten mehr Funktionen übernehmen müssen. Stanzgitter übernehmen mittlerweile neben Stromleitung auch mechanische und thermische Funktionen. Dazu kommen neue Anforderungen, zum Beispiel durch die Elektrifizierung des Automobils oder aus der Solartechnik, die Aluminium als Stanzgitterwerkstoff interessant oder gar notwendig machen (z. B. für Zellverbinder bei Lithiumionenbatterien).
Eine neuere Entwicklung für Autobatterien ist ein Batterieanschluss, der aus einem Verbundwerkstoff besteht. Aluminium wird dazu durch Walzplattieren mit Kupfer verbunden und erlaubt so die Kontaktierung eines Aluminiumkabels durch Ultraschallschweißen [1] wobei die mechanischen Funktionen Schrauben/Crimpen vom Kupfer übernommen werden. Die partielle Verzinnung des Aluminiums verhindert dabei Korrosion. Abbildung 2 zeigt die Schritte vom Band zum Batterieanschluss.

Abb. 2: Batterieanschluss
Bei einem Beispiel aus der Concentrated Photo Voltaic (CPV) übernimmt ein Substrat aus Aluminium die Kühlfunktion und bildet die elektrische Massefläche. Diese wird im Solarmodul durch Drahtbonden verbunden. Die Solarzelle selbst ist durch Chip-Bonden (Die-Attach) auf ein in das Kühlsubstrat geschweißtes Bond-Pad appliziert. Das Bond-Pad ist walzplattiert und hat eine galvanisch veredelte Kupferseite für den Chip und eine Aluminiumseite für die Schweißverbindung. Abbildung 3 zeigt den Aufbau mit Optik, Trägerglas und Kühlsubstrat mit Chip, Abbildung 4 einen Nutzenstreifen der Kühlsubstrate mit Fenster für die Bond-Pads.

Abb. 3: Solarmodul [4]
2 Ziele der Untersuchung
W. Schmitt et al. berichten von grundsätzlichen Versuchen zur Galvanisierbarkeit einer Aluminiumlegierung, wobei besonderes Augenmerk auf Diffusion, Haftung und Korrosion gelegt wurde [3]. In der vorliegenden Untersuchung lag der Schwerpunkt auf der Wahl der Legierung, Galvanisierbarkeit, Korrosionsbeständigkeit und Umformbarkeit. Beschichtung und Korrosion sind eng miteinander verknüpft. Eine galvanische Beschichtung, selbst mit elektrotechnischen Oberflächen, wie beispielsweise Nickel oder Zinn, kann die chemische Beständigkeit positiv beeinflussen. Insofern stand die Galvanisierbarkeit im Sinne einer haftfesten, porendichten Barrierebeschichtung im Vordergrund.
Weiter war der Umformbarkeit von Aluminium besondere Aufmerksamkeit zu widmen. Hier sind, neben der spanenden Bearbeitung, beispielsweise Vorgänge wie Fließpressen bekannt. Stanzgitter der Elektronik stellen jedoch besondere Anforderungen (kleine Strukturen, kleine Radien) an Herstellprozess und Anwendung. Um die Eignung von Aluminium als Surrogat für Kupferwerkstoffe zu untersuchen, wurde bei der hier vorgestellten Studie eine an die Praxisforderungen angelehnte Gegenüberstellung von typischen Kupfer- mit Aluminiumlegierungen gewählt.
3 Experimentelles
3.1 Galvanisierbarkeit und Haftung
Zur Untersuchung von Galvanisierbarkeit und Haftung wurden Proben unternickelt beziehungsweise unterkupfert und mit Haftungsprüfungen aus den Bereichen Kunststoff- und Metallgalvanisierung getestet. Die Kupferlegierungen als Stand der Technik wurden nicht getestet.
3.2 Umformbarkeit
Auch zur Bestimmung der Umformbarkeit wurden nur die Aluminiumlegierungen getestet, indem die Prüflinge in einer Prüfvorrichtung mit verschiedenen Radien gebogen wurden. Beurteilt wurde die Rissbildung.
3.3 Verschleiß
Die Beständigkeit gegen Verschleiß wurde unter Einsatz eines Prüfstands mit Linearantrieb, bei dem eine Kontaktniete unter einstellbarer Kraft über die Testoberfläche geführt wird, untersucht. Als Maß für den Verschleiß wird nach einer festgelegten Zyklenzahl der Durchgangswiderstand gemessen. Der Übergangswiderstand wird hierbei vernachlässigt.
3.4 Elektrische Leitfähigkeit
Die elektrische Leitfähigkeit kann in Tabellen nachgeschlagen werden, dies gibt aber nicht immer eine befriedigende Antwort für die Praxis. Daher wurden für diese Prüfung Proben im Sinne eines elektrischen Kontaktes erstellt, zum Beispiel Stecker, und der Übergangswiderstand gemessen.
3.5 Diffusion
Der Erscheinung der Diffusion wurde große Aufmerksamkeit gewidmet, da eine Diffusion von Aluminium an die Oberfläche befürchtet wurde. Schliffbilder und REM-Untersuchungen mit EDX-Linescans sollten hier Aufschluss geben.
3.6 Korrosion
Prinzipiell wurde untersucht, ob die galvanische Beschichtung porenfrei ist beziehungsweise ob eine künstliche Alterung Aluminium an die Oberfläche treten lässt und dadurch die Korrosionsbeständigkeit verändert wird. Insofern wurde ein einfacher Salzsprühtest mit Vorschädigung gewählt.
4 Werkstoffe
Mehr als 40 verschiedene Aluminiumlegierungen wurden bewertet und auf ihre Eignung als Kupferersatz untersucht. Die Bewertungskriterien zeigt Abbildung 5.

Abb. 5: Auswahlkriterien der Aluminiumlegierungen
Die technischen Eigenschaften der zu untersuchenden Aluminiumlegierungen sollten den gängigen Kupferlegierungen ähnlich sein, welche in der Automobilindustrie eingesetzt werden. Unter Berücksichtigung dieser Auswahlkriterien war dennoch eine Vielzahl von Legierungen geeignet. Das letzte Kriterium, die Verfügbarkeit von dünnwandigen Geometrien für die Bandgalvanik, war schwieriger zu realisieren, da Aluminiumbleche mit Wandstärken unter 1,5 Millimeter nicht häufig Verwendung finden. Dieses Kriterium hat die Anzahl geeigneter Legierungen stark reduziert, so dass am Ende fünf Legierungen den Kriterien genügten und untersucht wurden. Als Referenzen wurden folgende Kupferlegierungen ausgewählt: CuSn6, CuSn0,15 und CuFe2P.
5 Ergebnisse
5.1 Haftung/Umformbarkeit
Die Ergebnisse der Biegeuntersuchungen zeigten, dass sich unbeschichtete und kupferbeschichtete Aluminiumlegierungen hinsichtlich ihrer Biegbarkeit ähnlich den Referenzlegierungen auf Kupferbasis verhalten. Bei kleineren relativen Radien (gebogener Radius/Materialstärke) ist die Rissbildung bei Aluminium stärker ausgeprägt, was durch die geringeren Duktilitäten erklärt werden kann. Interessant ist, dass die Rissbildung auf Verformungsgrenzen des jeweiligen Substrats zurückzuführen ist und in Bezug auf das Haftverhalten des Schicht-Substrat-Systems keine Schichtabplatzungen oder ähnliches erkennbar waren.
Abbildung 6 zeigt die Gegenüberstellung einer verkupferten Aluminium- und Kupferlegierung, welche beide mit einem relativen Biegeradius von 2,0 beaufschlagt wurden.

Abb. 6: Vergleich von gebogener Kupfer- und Aluminiumlegierung mit Kupferbeschichtung
Bei nickelbeschichteten Aluminiumlegierungen waren hinsichtlich vernickelter Kupferlegierungen Risse bereits bei doppelt großen Radien vorhanden. Hierbei waren keine Haftungsprobleme der Beschichtung erkennbar, sondern Risse des Grundmaterials, welches durch die Sprödigkeit des Nickels mit gerissen ist.
Die Biegeuntersuchung zeigte zwischen Aluminiumlegierung und deren Beschichtung eine wesentlich stärkere Haftung als ursprünglich vermutet. Die Radien müssen wegen den geringeren Verformungsgrenzen des Aluminiums zwar etwas größer gewählt werden, was aber nicht mit der Haftfestigkeit der Beschichtungen auf Aluminiumlegierungen zusammenhängt.
5.2 Verschleiß
Die Ergebnisse der Verschleiß- oder auch Tribologieuntersuchung liegen bei Aluminium- und Kupferlegierungen nah beieinander. Der so genannte Eierschaleneffekt, das heißt ein weiches Grundmaterial, welches die (wesentlich) härtere Beschichtung einbrechen lässt, kann ausgeschlossen werden. In Abbildung 7 werden die untersuchten Aluminium- und Referenzlegierungen bezüglich der Messzyklen bis zum Schichtversagen und ihrer Härte (Zugfestigkeitswerte) gegenübergestellt.

Abb. 7: Zusammenhang von Härte/Zugfestigkeit und Verschleißverhalten
Der Vergleich zeigt keine Proportionalität zwischen Härte/Zugfestigkeit und Verschleißverhalten. Jedoch lässt die Gegenüberstellung erkennen, dass alle Aluminiumlegierungen mit höheren Werten für Härte und Zugfestigkeit eine hohe Verschleißresistenz aufweisen. Weiche Aluminiumlegierungen zeigen hingegen eine geringere Resistenz hinsichtlich des Abriebs. Ein weiteres positives Ergebnis ist, dass die Reibverschleißresistenz von Aluminiumlegierungen höher als die von Kupferlegierungen war, was ein überlegenes Dauerverhalten darstellt.
5.3 Elektrische Eigenschaften
Die Untersuchungen der elektrischen Eigenschaften haben eine unwesentliche Abweichung des gemessenen zum errechneten Übergangswiderstand von beschichteten Aluminiumlegierungen im Gegensatz zu beschichtetem Kupfer ergeben.
Um einen möglichen Zusammenhang, der durch Versuche ermittelten Werte und Angaben aus dem Datenblatt zu erhalten, wird aus Materialdicke und spezifischem Widerstand der Durchgangswiderstand errechnet. Dieser wird wiederum mit dem gemessenen Übergangswiderstand mittels Diagramm in Relation gesetzt.
Anhand der in Abbildung 8 angegebenen Werten von Übergangs- und Durchgangswiderstand ist ein Zusammenhang erkennbar. Die Ähnlichkeit ist jedoch nicht als proportional zu bewerten, der Trend der Widerstände zueinander ist, bis auf die erste Kupferlegierung, annähernd ähnlich. Übergangswiderstände von beschichteten Aluminiumlegierungen zu beschichteter Bronze weichen nicht wesentlich voneinander ab. Eine größere Differenz wurde vermutet, dieses aber durch den Versuch widerlegt.

Abb. 8: Vergleich von Kontakt- und Durchgangswiderstand
5.4 Diffusion und Korrosion
Nickelbeschichtete Aluminiumlegierungen zeigen eine geringe Diffusion zwischen den Metallen. Den Untersuchungen thermisch ausgelagerter Proben nach 144 Stunden und 288 Stunden zufolge ist bezüglich des Wachstums der Übergangszone, in welcher Aluminium in Nickel eindiffundiert und umgekehrt, kein Unterschied erkennbar. Dies bedeutet, dass sich bereits bei maximal 144 Stunden eine Art Sättigung eingestellt hat. Die Diffusionszone beträgt etwa 1,3 Mikrometer.

Abb. 9: Diffusionsverhalten von Kupfer auf Aluminium
Überrascht hat das Ergebnis von kupferbeschichtetem Aluminium. Die Diffusion ist hier nach 144 Stunden nur gering vorangeschritten. Bei den durchgeführten Versuchen wurde eine Diffusionszone von etwa 1,4 Mikrometer gemessen. Nach weiteren 144 Stunden Auslagerung vergrößert sich die Diffusionszone minimal auf 1,7 Mikrometer. Die Diffusionsgeschwindigkeit nimmt über den zeitlichen Verlauf hinweg ab und es stellt sich wahrscheinlich auch hier eine Sättigung ein. Eine durchgehende Diffusion ist demnach sehr unwahrscheinlich und bei nicht einsetzender Sättigung erst nach mehreren Hundert Stunden Auslagerung möglich. Nach weiteren Untersuchungen wurde festgestellt, dass das Aluminium auf der Kupferoberfläche nicht durch Diffusion hervorgerufen wird, sondern das Schichtsystem nicht komplett porenfrei ist.
In Abbildung 9 ist der prozentuale Atomanteil von Aluminiumsubstrat und Kupferschicht im Übergangsbereich dargestellt. Die Messpositionen sind auf der REM-Aufnahme (Abb. 10) zu erkennen. Die Aufnahme zeigt ein mit Kupfer beschichtetes Aluminiumblech im Längsschliff. Das Aluminium ist als dunklere Zone zu erkennen und die hellere Zone als Kupferbeschichtung.

Abb. 10: REM-Aufnahme der Diffusionsschicht von Kupfer auf Aluminium
Bei nicht porenfreier Beschichtung ist Aluminium durch sein unedles Verhalten den Kupferwerkstoffen unterlegen.
6 Zusammenfassung und Ausblick
Die Ergebnisse dieser Untersuchung zeigen die grundsätzliche Eignung von Aluminiumlegierungen als Stanzgitterwerkstoff mit Einschränkungen bei mechanischen Eigenschaften und Korrosionsbeständigkeit. Als Lead Frame für Leistungsbauelemente sind interessante Anwendungen denkbar, insbesondere aber für Hochstromverbindungen zwischen Kupfer- und Aluminiumbauteilen könnten galvanisch veredelte Verbinder echte Vorteile bieten. Beim Einsatz von Aluminium ist auf die Auswahl der Legierung und des Schichtsystems besonderes Augenmerk zu legen.
Bei Inovan steht ein Prozess zur Verfügung, der die Herstellung von Mustern für die Funktionsentwicklung und -erprobung erlaubt. Mittelfristig ist die Umsetzung mit etablierten Prozessen geplant, das heißt Stanzen in Folge-Verbund-Technik in Verbindung mit bandgalvanischer Beschichtung.
Inovan GmbH & Co. KG, Birkenfeld
- www.inovan.de
Literatur
[1] W. Hentschel: Ressourceneffiziente Lösungen, Best Practice Autokabel; Ressourceneffizienzkongress, 27. und 28.9.2012, ZKM Karlsruhe
[2] Dr. Ing. H. Schmidt, T. Hauswald, U. Blümmel: Kontaktierung von Aluminium-Litzenleitern mittels Crimptechnologie; 21. Fachtagung Albert-Keil-Kontaktseminar, 28.–30.9.2011, Tagungsband, S. 121 ff
[3] W. Schmitt, Dr. S. Kißling, Dr. V. Behrens: Elektrochemisch hergestellte Schichtsysteme auf Aluminium für Kontaktanwendungen; 21. Fachtagung Albert-Keil-Kontaktseminar, 28.–30.9.2011, Tagungsband, S. 136 ff
[4] http://www.soitec.com/en/technologies/concentrix/components/ (10.10.2013)
[5] T. W. Jelinek: Oberflächenbehandlung von Aluminium; Eugen G. Leuze-Verlag, 1997
[6] http://www.kupfer-Institut.de/symposium/media/pdf/613%20FA%20Hook.indd.pdf R. Hoock; Kupfer im Automobilbau – Anwendungen und Randbedingungen; (10.10.2013)
[7] http://www.boerse.de/ (14.10.2013)
DOI: 10.7395/2013/Klingenberg1
Text zum Titelbild: Nutzen mit Kühlsubstraten
