
Fraunhofer-Institut für Produktionsanlagen und Konstruktionstechnik
Unter Strahlverfahren werden Technologien zur Werkstoffbearbeitung mit einem Arbeits- und einem Transportmedium verstanden. Zu den neueren Entwicklungen zählt das Strahlen mit Kohlenstoffdioxid in Form von Pellets oder Schnee. Bevorzugt wird die Technologie zur Reinigung von Oberflächen eingesetzt. Das Strahlen mit Wasser in Verbindung mit einem Arbeitsstoff eignet sich sowohl zum Reinigen als auch zum Schneiden von unterschiedlichen Werkstoffen, ohne dass der Werkstoff merklich belastet wird. Beide Verfahren finden bevorzugt im Automobil- und Maschinenbau Anwendung und bieten noch Erweiterungs- und Verbesserungspotenzial in Anlagen- und Anwendungstechnik. Die klassischen Strahlverfahren mit Luft als Transportmedium sind seit vielen Jahren ein Standardverfahren zur Oberflächenreinigung, zeichnen sich aber trotzdem durch eine steigende Nachfrage aus.
The Present Market Situation and Technological Trends in Blasting Processes
Blasting processes are generally understood to be those for mechanical treatment of a surface and the transport mechanisms associated with this. Among the more recent developments, can be mentioned blasting with carbon dioxide either in pellet form or as snow. The technology is very attractive for cleaning of surfaces. Water blasting in conjunction with a suspended solid abrasive material is now a proven process not only for surface cleaning but also for cutting of a wide range of materials, and doing so without stressing the work being cut. Both processes are widely used in the automotive and machine building industries, where they offer scope for improved performance in a wide range of applications. The classical approach using compressed air as a transport medium for blasting materials has long been established as an effective means of surface cleaning. In spite of this, there is growing interest in this technology.
1 Einleitung
Produktionsprozesse sehen sich mit stetig steigenden Anforderungen konfrontiert. So muss ein modernes Fertigungsverfahren nicht nur individuelle und komplexe Bauteilgeometrien aus verschiedenen Werkstoffen beziehungsweise deren Kombinationen bearbeiten können, sondern sich auch durch einen hohen Automatisierungsgrad auszeichnen. Flexibel einsetzbare Strahlverfahren können diesen Erwartungen gerecht werden. Um die aktuelle Marktsituation zu erfassen, Entwicklungstrends zu erkennen sowie den Forschungsbedarf aufzuzeigen führte das Fraunhofer-Institut für Produktionsanlagen und Konstruktionstechnik (IPK) in den Jahren 2010 und 2011 Marktstudien zum Kohlenstoffdioxidstrahlen, Wasserstrahlschneiden und Strahlen mit konventionellen Medien durch. Die anonymen Online-Befragungen erstreckten sich über Deutschland sowie das deutschsprachige Europa und erzielten Rücklaufquoten von bis zu 38 Prozent.
2 Kohlenstoffdioxidstrahlen
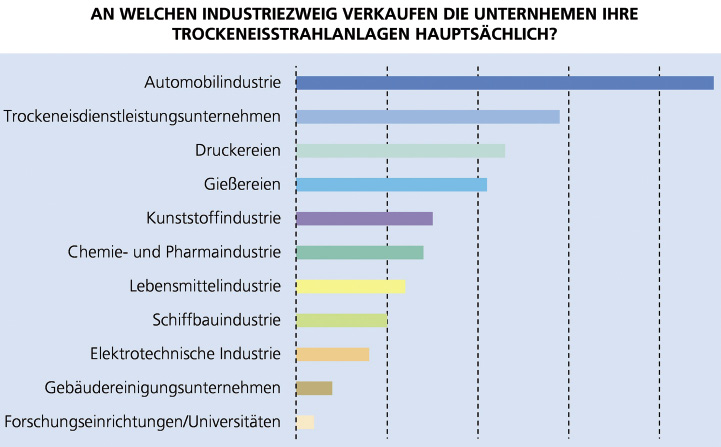
Für das Strahlen mit festem Kohlenstoffdioxid muss zunächst eine Unterscheidung zwischen dem Trockeneis- und dem CO2-Schneestrahlen vorgenommen werden. Beim Trockeneisstrahlen werden vorher produzierte Kohlenstoffdioxidpellets pneumatisch beschleunigt und auf die Oberfläche eines Strahlguts aufgebracht. In Folge der hohen kinetischen Energie sowie der induzierten Thermospannungen können dem Grundwerkstoff anhaftende Kontaminationen beziehungsweise Substrate entfernt werden. Diese Verfahrensvariante sowie die damit einhergehende Produktion und Bereitstellung des Strahlmittels nehmen mit 55 Prozent den größten Marktanteil ein. Das CO2-Schneestrahlen hingegen ist weniger stark verbreitet. Bei diesem Verfahren wird flüssiges Kohlenstoffdioxid in beziehungsweise nach der Strahldüse entspannt und die dabei entstehenden Schneepartikel mittels Druckluft auf ein Bauteil beschleunigt. Auf Grund der geringeren Partikelgröße und der damit verbundenen verringerten kinetischen Energie ist auch die Abrasivität bei dieser Variante reduziert, jedoch kann auf eine separate Strahlmittelherstellung sowie dessen zeitlich begrenzte Lagerfähigkeit verzichtet werden. Für beide Verfahren zählt die Automobilindustrie zum wichtigsten Absatzmarkt für die entsprechende Anlagentechnik. Aber auch Gießereien sowie die Kunststoffindustrie sind häufig vertreten, wie Abbildung 1 zeigt. Dabei agieren auf dem Markt vor allem kleine und mittelständische Unternehmen.
Auf Grund der verfahrensspezifischen Unterschiede muss auch für die Entwicklungstrends eine Differenzierung vorgenommen werden. Die zunehmend kompaktere Bauweise von Trockeneisstrahlgeräten ermöglicht zukünftig eine Intensivierung des Vor-Ort-Services. Zudem gerät auch die Reinigung von Spezialmaschinen immer mehr in den Fokus. In diesem Zusammenhang wurde am Fraunhofer-IPK eine neuartige Düse entwickelt, welche die stoßempfindlichen Pellets mittels Druckluft schonend um 90° umlenkt. Dadurch können Hinterschneidungen mit gleichbleibend hoher Abrasivität gereinigt werden. Weitere Potentiale zeigt diese Technologie im Automotive-Bereich. Hier haben sich die Entfernung von Fetten oder Lacken von Oberflächen und das Reinigen von Schweißnähten bewährt. Zudem sind Anwendungen zum automatisierten Entgraten möglich. Für das CO2-Schneestrahlen werden ähnliche Anwendungsgebiete wie für das Trockeneisstrahlen prognostiziert. Darüber hinaus ist eine steigende Bedeutung in der Elektroindustrie zu erwarten. Neben der rückstandsfreien Reinigung erweist sich besonders der kühlende Effekt des CO2-Schneestrahls für die Halbleiterbranche als vorteilhaft.
Auch wenn sich die Marktsituation hinsichtlich der Grundstrukturen in den letzten Jahren gefestigt hat, besteht gerade für die Klassifizierung der Reinigungsqualität Forschungsbedarf. Eine Übertragung von Strahlparametern auf unterschiedliche Anlagensysteme ist derzeit auf Grund der stark variierenden Reinigungsleistung nicht möglich. Daraus folgt, dass eine allgemeingültige Aussage über die eingesetzten Ressourcen und die damit verbundenen Kosten je Bauteil nicht getroffen werden kann. Als Lösungsansatz hat das Fraunhofer-IPK einen objektiven Test entwickelt, der die Performance von Trockeneisstrahlanlagen wiedergibt. So können Anwender die Leistungsfähigkeit einer Strahlanlage hinsichtlich vielfältiger Kriterien individuell bewerten.
3 Wasserstrahlschneiden
Beim Wasserhochdruckstrahlen handelt es sich um ein flexibel einsetzbares Verfahren, welches nicht nur hinsichtlich des bearbeitbaren Werkstoffspektrums, sondern auch der Bauteilgeometrie weitreichende Möglichkeiten bietet. Die Anwendungsgebiete reichen vom Reinigen und Entschichten bis hin zum Schneiden schwer zerspanbarer Werkstoffe. Auch die eingesetzte Anlagentechnik ist vielfältig. So kommen Anlagen zum Reinwasserstrahlschneiden vor allem in der Textil-, Druck- und Papierindustrie zur Anwendung. Durch die Zugabe eines Abrasivmittels – zum Beispiel Granatsand – werden die Leistungsfähigkeit des Verfahrens erhöht und neue Tätigkeitsfelder, wie beispielsweise die Metallindustrie, der Maschinenbau oder die Luft- und Raumfahrtindustrie, erschlossen. Der Haupttätigkeitsbereich der fast ausschließlich kleinen und mittelständischen Unternehmen bleibt jedoch die Lohnfertigung. Dabei kommen hauptsächlich 2D-Portalanlagen zum Einsatz. Die dreidimensionale sowie die Mikrobearbeitung in der Medizintechnik bleiben Nischenanwendungen. Eine entsprechende Übersicht gibt Abbildung 2.

Abb. 2: Abnehmer der verschiedenen Verfahrenstypen der Wasserstrahltechnologie
Wie bei vielen anderen Fertigungsverfahren geht auch beim Wasserstrahlschneiden der Trend zur Erhöhung der Leistungsfähigkeit. So werden besonders die Steigerung der Schnittgeschwindigkeit sowie die Erweiterung des bearbeitbaren Werkstoffspektrums bezüglich Superlegierungen in der Turboindustrie und Verbundwerkstoffen bei gleichzeitiger Verringerung der Anlagenkosten fokussiert (Abb. 3).

Abb. 3: Momentane und zukünftige Bedeutung von Materialien beim Wasserabrasivinjektorstrahlen
Zusätzlich bestehen für das Wasserabrasivstrahlen noch Potentiale hinsichtlich der Bearbeitungsgenauigkeit. Ein weiterer Aspekt zur Leistungssteigerung und Kostensenkung des Verfahrens ist die Pumpentechnik. Hier bieten Druckübersetzer den Vorteil einer etablierten und ausgereiften Technik, jedoch sind sie in Bezug auf ihre Energieeffizienz und Fördermenge begrenzt. Eine kostengünstigere Alternative stellen Plungerpumpen dar. Diese zeichnen sich nicht nur durch eine kompaktere Bauweise und ein konstantes Drucksignal aus, sondern besitzen auch einen höheren Wirkungsgrad. Durch eine Erhöhung der Maximaldrücke sowie der Standzeit und den damit verbundenen Wartungsintervallen kann diese Pumpentechnologie den Markt zukünftig dominieren.
Die Technologie des Wasserstrahlschneidens hat in den letzten Jahren eine dynamische Entwicklung erlebt. So verzeichnete die deutschsprachige Branche jährliche Umsatzsteigerungen von bis zu zehn Prozent. Um diesen positiven Trend auch zukünftig fortsetzen zu können, wurde von den Umfrageteilnehmern die Senkung der Betriebsmittelkosten als primäres Ziel genannt. Dabei stehen nicht nur die Erhöhung der Standzeit von Schneidkopfkomponenten, sondern besonders die Pumpentechnik und das Abrasivmittel im Fokus. Während bei der Verschleißfestigkeit von Strahldüsen bereits Verbesserungen erzielt wurden und die Energieeffizienz durch die konsequente Weiterentwicklung von Plungerpumpen Berücksichtigung findet, besteht für die Fokusrohrstandzeit sowie die Abrasivmittelkosten ungedeckter Forschungsbedarf. Dabei werden vor allem der Einsatz neuartiger Werkstoffe für Fokusrohre sowie die Beschaffung und Entsorgung des Abrasivmittels als vielversprechende Ansatzpunkte gesehen. In diesem Zusammenhang können auch neue Mischkammerkonzepte zur Verbrauchsreduzierung bei gleichzeitiger Erhöhung der Schnittgeschwindigkeit beitragen. Unter dem Gesichtspunkt der Bearbeitung neuartiger Werkstoffe muss zukünftig auch die Integration in bestehende Prozessketten beleuchtet werden. Dabei spielen besonders trennende Schutzeinrichtungen sowie die automatisierte Be- und Entladung eine Rolle.
4 Strahlen mit konventionellem Strahlmittel
Ein weiteres, im Bereich der Oberflächentechnik bedeutendes Verfahren stellt das Strahlen mit konventionellen Strahlmitteln dar. Dabei kann sowohl ein Fremdmaterial- beziehungsweise Werkstoffabtrag, als auch die Beeinflussung der Oberflächenstruktur beziehungsweise Eigenschaften, die das gesamte Werkstück betreffen, realisiert werden. Auf dem Markt agieren vorrangig kleine Unternehmen, deren Angebot in der Regel zwei der drei Spezialisierungen – Strahlmittel, Anlagentechnik, Dienstleistungen – umfasst. Diese werden hauptsächlich von Kunden aus den Bereichen der Automobil- und Metallindustrie sowie dem Maschinenbau genutzt. So ist auch die Nachfrage besonders in diesen Branchen in den letzten fünf Jahren gestiegen, wie in Abbildung 4 dargestellt. Von den befragten Studienteilnehmern wird eine Fortsetzung des Trends erwartet, so dass auch mit einem entsprechenden Wachstumsumsatz sowie steigenden Mitarbeiterzahlen zu rechnen ist.

Abb. 4: Nachfragesteigerung nach Kundenkreisen innerhalb der letzten fünf Jahre
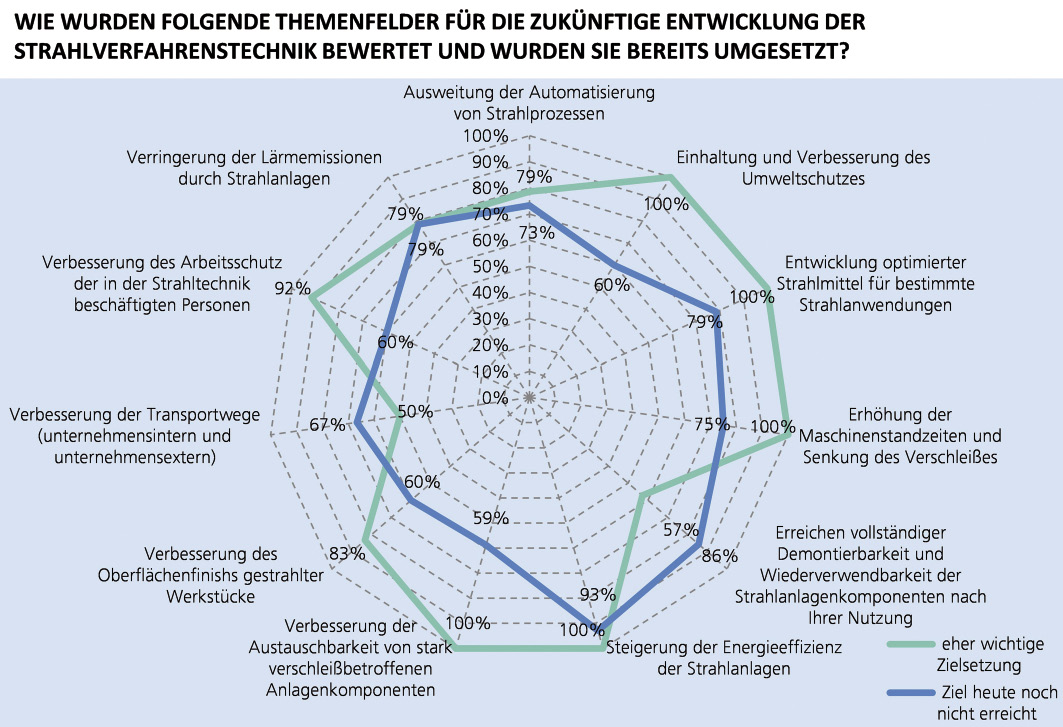
Abb. 5: Wichtigkeit und bisherige Umsetzung verschiedener Themenfelder
In Bezug auf die stetig steigende Nachfrage und Erweiterung der Anwendungsgebiete werden jedoch auch verfahrensspezifische Nachteile und somit auch das Potential für weitere Forschungsarbeiten deutlich, was Abbildung 5 veranschaulicht. So stellen die Verbesserung des Arbeits- und Umweltschutzes sowie die individuelle Anpassung des Strahlmittels an den Strahlzweck zukünftige Herausforderungen dar. Ebenso bedeutsam ist auch der Umgang mit Verschleiß. Dabei gelten sowohl die Verbesserung von Verschleißeigenschaften relevanter Module, als auch der einfachere Austausch dieser als interessante Ansatzpunkte. Im Widerspruch dazu kooperieren derzeit kaum Unternehmen der Strahlverfahrenstechnik mit Forschungsinstituten oder Universitäten.
