Chemische und elektrochemische Verfahren zur Reduzierung der Oberflächentopographie am Beispiel von Nickel-Mikrostrukturen
Auszug aus der Dissertation Chemische und elektrochemische Methoden zur Oberflächenbearbeitung von galvanogeformten Nickel-Mikrostrukturen, erstellt am Institut für Mikrostrukturtechnik (IMT) des Karlsruher Instituts für Technologie (Schriften des Instituts für Mikrostrukturtechnik (Hrsg.) am Karlsruher Institut für Technologie, Band 6, 2010).
Verglichen wurden die Endbearbeitungsverfahren chemisch-mechanisches Planarisieren (CMP), Plasmapolieren und Elektropolieren. Die größte Einebnung der Oberflächentopographie hinsichtlich der globalen Planarität und der Rauheiten wurde durch das CMP erreicht. Die Abtragsraten liegen hierbei zwischen zehn und 90 nm/min. Sowohl beim Plasmapolieren, mit Abtragsraten zwischen 0,3 und 25,3 µm/min, als auch beim Elektropolieren, mit Abtragsraten zwischen 3,0 und 5,0 µm/min, konnte lediglich die Rauheit signifikant verringert werden. Allen drei Verfahren ist gemein, dass die Kristallstruktur des abgeschiedenen Nickels einen maßgeblichen Einfluss auf den Materialabtrag besitzt.
Factors Influencing Electrodeposited Surfaces – Chemical and Electrochemical Processes for Reducing Surface Topography Exemplified by Nickel Microstructures
Excerpt from the dissertation Chemical and Electrochemical Methods for Surface Processing of Electroformed Nickel Microstructures, carried out at the Institute for Microstructure Technology (IMT) at the Karlsruhe Institute of Technology (Schriften des Instituts für Mikrostrukturtechnik (Hrsg.) am Karlsruher Institut für Technologie, Band 6, 2010). A comparison is provided of three final surface polishing processes, chemical-mechanical planarising (CMP), plasma polishing and electropolishing. The greatest degree of levelling of surface topography in terms of overall planarity and roughness was achieved using CMP. Metal removal rates in this case ranged from 10 to 90 nm/min. Both with plasma polishing, for which a metal removal rate of 0.3 to 25.3 µm/minute was recorded as well as for electropolishing, with metal removal rates between 3.0 and 5.0 µm/min, significant reductions of roughness were obtained. For all three processes, it is the case that metal removal rates are affected by the crystalline structure of the deposited nickel.
3.3 Chemisch-mechanisches Planarisieren
Eine Voraussetzung für die erfolgreiche Bearbeitung von Oberflächen durch das chemisch-mechanische Planarisieren (CMP) ist die rotationssymmetrische Anordnung der zu bearbeitenden Oberflächen auf dem Substrat. Bedingt durch die fehlende Rotationssymmetrie des hier verwendeten Mikroprüfkörper-Layouts wurden Stützflächen aus PMMA ober- und unterhalb des Layouts aufgeklebt (Abb. 20). Die so erhaltene Rotationssymmetrie stabilisierte das Substrat gegen ein seitliches Verkippen während des Planarisierens.

Abb. 20: Schematische Darstellung der Anordnung der PMMA-Stützflächen auf dem Substrat
Die 400 μm hohen Stützflächen wurden im selben Bearbeitungsschritt wie das 100 μm hohen PMMA-Layout-Plättchen aufgeklebt. Das Plättchen wurde strukturiert, entwickelt und in einem weiteren Bearbeitungsschritt mit Nickel galvanisch aufgefüllt, bis das Nickel das PMMA überragte. Die Galvanoformung erfolgte entweder in einer Hega- oder einer Technotrans-Anlage. Die Höhen der Nickelstrukturen wurden vermessen, so dass die Stützflächen auf die größte gemessene Nickelhöhe abgefräst werden konnten. Die Wafer wurden am Institut für Mikroproduktionstechnik (imt) der Leibniz-Universität Hannover [57] auf einer CMP-Maschine vom Typ P. Wolters 3R4 chemisch-mechanisch planarisiert. Die Substrate wurden mit dem von Rohm & Haas für das CMP von Wolframschichten kommerziell vertriebenem Polierpad IC1000 und der Poliersuspension MSW1500 (Lösung mit einem pH-Wert von 4,1 und einem Aluminiumoxidpartikelanteil von 6,9 Gew.-% und einem mittleren Partikeldurchmesser von 225 nm) planarisiert. Die Bearbeitungsdauer lag zwischen 12 h und 14 h, die Anpresskraft des Wafers auf das Poliertuch wurde zwischen 10 N und 40 N variiert. Nach der Bearbeitung wurde die Oberfläche zur Reinigung mit der Tensidlösung Vector HTR von Intersurface Dynamics gespült (Mischungsverhältnis von 100:1 mit destilliertem Wasser).
3.4 Plasmapolieren
Die für das Plasmapolieren notwendigen 120 μm hohen Nickel-Mikroprüfkörper wurden entweder in einer Hega- oder einer Technotrans-Anlage galvanogeformt. Um, bedingt durch die erhöhten Temperaturen bei der Plasmapolitur, ein Fließen des Resists und daraus resultierend eine Verunreinigung des Plasmapolierelektrolyten zu verhindern, wurde der Resist vor dem Plasmapolieren entfernt. Die Mikrostrukturen wurden also freistehend, ohne Resist, plasmapoliert. Die Plasmapolitur erfolgte am Beckmann-Institut für Technologieentwicklung e. V. in Oelsnitz/Erzgebirge [55].
Zur Stabilisierung der Wafer während der Bearbeitung wurden diese mit ihrer Unterseite auf eine quadratische Edelstahlplatte (Kantenlänge 100 mm) gelegt. Die Kontaktierung erfolgte mit Hilfe von zwei fingerähnlichen Edelstahlklammern (Abb. 21a) entweder direkt auf der TiOx-Schicht der Vorderseite der Substrate oder über ein dünnes, auf das jeweilige Maß zugeschnittene, Edelstahlblech (Abb. 21b).

Abb. 21: Kontaktierung und Halterung der galvanogeformten Nickel-Mikroprüfkörper beim Plasmapolieren direkt auf das TiOx (a) sowie mit Hilfe einer Edelstahlblende (b); die Substrate wurden in zwei Orientierungen, kurze Seite des Layouts unten (a) bzw. lange Seite unten (b), bearbeitet [55]

Abb. 22: Schematische Darstellung der verwendeten Plasmapolier-Anlage (in Anlehnung an [37]); (1) Spannungsquelle, (2) Kontaktierung Anode (Substrat), (3) Kontaktierung Kathode (Elektrolytbehälter), (4) Elektrolyt, (5) Substrat, (6) Absaugung, (7) Heizung/Kühlung
Ohne weitere Vorbehandlung wurden die Substrate entweder in einem Ofen oder direkt in dem auf 80 °C aufgeheizten Elektrolyten erwärmt. Anschließend wurden sie als Anode gepolt und einzeln unter einer Spannung von 310 V langsam in den Elektrolyten getaucht. Abbildung 22 zeigt ein Schema der verwendeten Anlage.
Die Orientierung des Layouts im Elektrolyten variierte von Probe zu Probe (Abb. 21). Der Elektrolyt mit einem pH-Wert von ~ 6 und einer Leitfähigkeit von 135 mS/cm bestand zu 96 % aus Leitungswasser und zu 4 % aus anorganischen Salzen [56]. Um mögliche Einflüsse der sich durch das Plasmapolieren ausbildenden Konvektion aufzuzeigen, wurde in zwei unterschiedlichen Elektrolytbehältern plasmapoliert. Zum einen wurde ein zylinderförmiger Behälter mit einem Durchmesser von 270 mm, einer Höhe von 340 mm und daraus resultierend einem Volumen von 20 l verwendet, zum anderen ein quadratischer Behälter mit einer Seitenlänge von 400 mm, einer Höhe von 625 mm und einem Volumen von 100 l. Die Bearbeitungsdauer der einzelnen Substrate lag zwischen 60 s und 9 min. In unregelmäßigen Abständen wurde der Prozess unterbrochen, um den Bearbeitungsfortschritt beurteilen zu können. Erschien eine Oberfläche als ausreichend bearbeitet, wurde der Prozess abgebrochen, das Substrat mit Leitungswasser gereinigt und anschließend mit Druckluft getrocknet.
3.5 Elektropolieren
Wie für das Plasmapolieren wurden auch die für das Elektropolieren erforderlichen 120 µm hohen Mikroprüfkörper sowohl aus einer Hega- als auch aus einer Technotrans-Anlage galvanogeformt. Die Elektropolitur der noch eingebetteten Mikroprüfkörper erfolgte am IMT.
Unterschiedliche Elektrolytzusammensetzungen nach Literaturangaben [14, 46, 47], wurden unter anderem mit der von Buhlert [43] beschriebenen Methodik in der Hull-Zelle an galvanisch abgeschiedenen Nickelschichten getestet. Daraus resultierte folgender resistkompatibler Elektrolyt: 60 Vol.-% konzentrierte Schwefelsäure, 40 Vol.-% Wasser und 30 g/l Nickelsulfat-Hexahydrat, betrieben bei einer Stromdichte von 19,5 A/dm2 für die Dauer von 4 min bei Raumtemperatur.
Die Substrate wurden einzeln in eine Halterung aus PMMA eingeklebt. Die Kontaktierung erfolgte mit Hilfe eines Kupferklebebandes über die TiOx-Schicht. Alle leitfähigen Bereiche rund um das Layout herum wurden mit säurebeständigem Klebeband maskiert (Abb. 23).

Abb. 23: Für das Elektropolieren verwendete PMMA-Halterung mit eingeklebtem Nickel-Mikroprüfkörper-Substrat, kontaktiert mit Hilfe eines Kupfer-Klebebands und maskiert mit einem säurebeständigem Klebeband
Anschließend wurden Substrat und Halterung mit Isopropanol und Wasser gereinigt und mit Stickstoff getrocknet. Dann wurden Substrat und Halterung für 30 s bis 4 min stromlos in den Elektrolyten getaucht, bevor der Elektropolierprozess gestartet wurde. Nach dem Elektropolieren wurden Substrat und Halterung in einer auf 60 °C temperierten Wasser-Spülmittel-Lösung 5 min gespült. Nach einem weiteren Spülschritt mit Wasser und Isopropanol wurden die Mikrostrukturen mit Stickstoff getrocknet. Als Kathode wurde ein Streckmetall aus platiniertem Titan verwendet, das bis auf einen Bereich von der Größe des LIGA-Fensters (25 mm auf 65 mm) mit säurebeständigem Klebeband maskiert war, um eine annähernde Flächengleichheit zwischen Anode und Kathode zu erreichen. So sollte eine gleichmäßige Stromdichteverteilung und daraus resultierend ein gleichmäßiger Abtrag erfolgen.
4 Ergebnisse
Im Rahmen dieser Arbeit wurden erstmalig funktionale LIGA-Nickel-Mikrostrukturen mit Hilfe des chemisch-mechanischen Planarisierens, des Plasmapolierens sowie des Elektropolierens bearbeitet. Die Resultate sind im Folgenden dargestellt.
4.1 Mikroskopische Betrachtung
4.1.1 Chemisch-mechanisches Planarisieren
Nach dem CMP der Nickel-Mikroprüfkörper, mit einer Bearbeitungsdauer zwischen 12 h und 14 h, erscheinen die Oberflächen gleichmäßig eingeebnet und stark reflektierend (Abb. 24). Alle Wafer sind durch die Bearbeitung entweder im Randbereich oder durch das gesamte Substrat gebrochen. Dies lag an der Durchbiegung des Siliziumsubstrats, die durch die galvanische Nickelabscheidung aufgrund der dort eingebrachten Spannungen des Nickels verstärkt wurde. Durch das CMP wurde das gesamte Substrat durch den Waferhalter planparallel auf das Polierpad gedrückt, um eine ausreichende Ebenheit zu erreichen. Die entstandenen Bruchstücke setzten sich auf dem Polierpad fest und führten zu Kratzern auf der Oberfläche der Mikrostrukturen.
Grate an den Kanten sind durch das CMP der Hega-Strukturen nicht entstanden (Abb. 24a und Abb. 24b). Sowohl der chemische als auch der mechanische Abtrag befanden sich im Gleichgewicht. Der Materialabtrag während des CMPs an den feinkörnigeren und dadurch härteren Technotrans-Strukturen verlief sehr langsam. Daraufhin wurde die Anpresskraft von 10 N auf bis zu 40 N erhöht. Der CMP-Prozess befand sich nicht mehr im Gleichgewicht, der mechanische Abtrag überwog. Daraus resultierte die Bildung massiver Grate. Die ursprüngliche Form der Mikroprüfkörper an der Oberfläche konnte nicht erhalten werden (Abb. 24c).
Eine Veränderung der Seitenwände wurde aufgrund des vorhandenen Resists zwischen den Mikrostrukturen sowie der oberflächlichen Bearbeitung des CMP nicht erwartet. Die Abbildungen 24a und b zeigen allerdings an den Seitenwänden im oberen Bereich Verfärbungen sowie bis in den unteren Bereich hineinreichende, leicht aufgeraute Oberflächen. Diese sind möglicherweise durch ein Eindringen der Poliersuspension in den Spalt zwischen Nickel-Strukturen und PMMA und einem daraus resultierenden chemischen Angriff entstanden. Spalte können sich bereits, wie in Kapitel 3.1 beschrieben, nach der galvanischen Abscheidung gebildet haben. Eine weitere Möglichkeit der Spaltbildung besteht in der elastischen Deformation des PMMA bei der chemisch-mechanischen Bearbeitung.

Abb. 24: REM-Aufnahmen der Nickel-Mikroprüfkörper, aufgenommen an zwei unterschiedlichen Positionen unter einem Winkel von 50°, nach dem CMP an den Abscheidezuständen Hega (a, b) und Technotrans (c). REM-Aufnahmen nach der Galvanoformung sind zum Vergleich in Abbildung 13 dargestellt
4.1.2 Plasmapolieren
Die Mikroprüfkörper erscheinen nach der Plasmapolitur seidenmatt, das als Substratgrund ebenfalls angegriffene TiOx erscheint grau. Sowohl die Oberflächentopographie als auch die Seitenwände wurden bearbeitet und eingeebnet (Abb. 26). An einigen, scheinbar zufälligen Strukturen im Layout kam es zur Ausbildung bisher noch nie beobachteter Bearbeitungsfronten. Die Abbildungen 25a und b zeigen exemplarisch zwei solcher Strukturen. Obwohl sich die Strukturen auf demselben Substrat befanden, scheint die Bearbeitungsfront bei Abbildung 25a von rechts nach links, bei Abbildung 25b von links nach rechts zu verlaufen. Die Vermutung, dass es sich bei diesem Effekt um einen Strömungseinfluss handelt, konnte nicht bestätigt werden. Trotz des Wechsels des Elektrolytgefäßes (Kapitel 3.4) kam es weiterhin unregelmäßig zu der Entstehung solcher Bearbeitungsfronten.

Abb. 25: REM-Aufnahmen der Bearbeitungsfronten an einigen Hega-Mikrostrukturen, aufgenommen unter einem Winkel von 30°

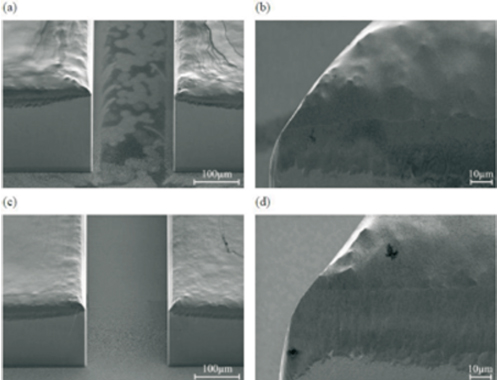
Abb. 26: REM-Aufnahmen zwei unterschiedlicher Mikroprüfkörper, aufgenommen unter einem Winkel von 50° bei 150-facher (b), 200-facher (a, c) und 500-facher (d) Vergrößerung, nach dem Plasmapolieren an den Abscheidezuständen Hega (a, b) und Technotrans (c, d). REM-Aufnahmen nach der Galvanoformung sind zum Vergleich in Abb. 13 dargestellt
Die Bearbeitung der Technotrans-Strukturen erfolgte über die ersten zwei Minuten mit der in Abbildung 21b dargestellten Edelstahlblende. Da nach diesem Zeitraum kein Materialabtrag zu erkennen war, wurde die Blende für die übrige Bearbeitungsdauer von sieben Minuten entfernt. Aufgrund dieses langen Bearbeitungszeitraums ohne Edelstahlblende kann der Einfluss der Blende vernachlässigt werden. Der Vergleich zwischen Hega- und Technotrans-Strukturen ist somit zulässig.
Die innerhalb von 90 s bearbeiteten Hega-Strukturen weisen auf der Oberfläche leichte Welligkeiten auf (Abb. 26a und Abb. 26b), die bei den neun Minuten plasmapolierten Technotrans-Strukturen nicht zu erkennen sind. Die Oberfläche scheint mit steigender Bearbeitungsdauer glatter zu werden (Abb. 13 zeigt zum Vergleich die korrespondierenden REM-Aufnahmen nach der Galvanoformung). Die sich auf den Oberflächen befindenden Verfärbungen können Spülresten zugeordnet werden. Die in Abbildung 26d zu erkennenden Punkte auf der Oberfläche sind zum Teil Partikel, die sich auf den Oberflächen befinden, zu einem anderen Teil Poren in der Nickelschicht.
Die Kanten wurden bei allen Strukturen verstärkt abgetragen und dadurch verrundet. Mit steigender Bearbeitungsdauer verrundeten die Kanten der Hega-Strukturen nicht nur an der Oberfläche, sondern auch am Strukturgrund deutlich (Abb. 26a und Abb. 26b). Trotz einer sechsmal so langen Bearbeitungsdauer der Technotrans-Strukturen (Abb. 26c und Abb. 26d), verrundeten die Kanten nicht so stark wie die der Hega-Strukturen. Der Ausgangszustand des galvanogeformten Nickels spielt bei der Plasmapolitur offensichtlich eine große Rolle.
4.1.3 Elektropolieren
Nach der vierminütigen Elektropolitur der Mikroprüfkörper, eingebettet in PMMA, erscheint die Oberfläche seidenmatt und leicht reflektierend. Die Oberflächentopographien sind verringert worden, wobei die Oberflächen der Technotrans-Strukturen homogener erscheinen (Abb. 27). Eine leichte Stufenbildung ist durch das Elektropolieren der Hega-Strukturen auf der Oberfläche entstanden. Abbildung 13 zeigt die identischen Strukturen zum Vergleich nach der Galvanoformung.
Die Kanten und Ecken der Strukturen wurden, trotzdem sie in PMMA eingebettet waren, verstärkt abgetragen. Wie aus der Literatur bekannt ist dies auf eine erhöhte Feldliniendichte an diesen Stellen zurückzuführen. Abhängig von dem Kantenwinkel kommt es bei rechtwinkligen Kanten zu einem Abschrägen (Abb. 27a und Abb. 27c), bei spitzwinkligen Kanten zu einem Abrunden (Abb. 27b und Abb. 27d).
Eine Veränderung der Seitenwände wurde aufgrund der in PMMA eingebetteten Mikrostrukturen nicht erwartet. Abbildung 27 zeigt allerdings an den Seitenwänden im oberen Bereich der Mikroprüfkörper leichte Verfärbungen. Diese sind möglicherweise durch ein Eindringen des Elektrolyten in Spalte, die sich nach der galvanischen Abscheidung gebildet haben (Kapitel 3.1), zwischen Nickelstrukturen und PMMA und einem daraus resultierenden elektrochemischen Abtrag entstanden.

Abb. 27: REM-Aufnahmen zwei verschiedener Mikroprüfkörper, aufgenommen unter einem Winkel von 50° bei 200-facher und 1000-facher Vergrößerung, nach dem Elektropolieren an den Abscheidezuständen Hega (a, b) und Technotrans (c, d). Die korrespondierenden REM-Aufnahmen nach der Galvanoformung sind zum Vergleich in Abb. 13 dargestellt
4.2 Untersuchung der globalen Planarität
4.2.1 Chemisch-mechanisches Planarisieren
Um eine Einebnung der Nickelhöhe über das gesamte Layout zu erreichen, muss die durch die Stromdichteverteilung bei der galvanischen Abscheidung bedingte inhomogene Höhenverteilung ungleichmäßig abgetragen werden. Auf diesem Prinzip basiert der Abtragsmechanismus des chemisch-mechanischen Planarisierens (Kapitel 2.2.1).
Als Maß für die Einebnung wird die globale Planarität als Differenz der minimalen und maximalen Nickelhöhe angegeben. Abbildung 28 stellt die globalen Planaritäten der beiden Abscheidezustände nach dem CMP in jeweils zwei verschiedenen Diagrammen dar (die globalen Planaritäten nach der Galvanoformung sind zum Vergleich in Abbildung 15 dargestellt).

Abb. 28: Darstellung der globalen Planarität nach dem CMP als Konturdiagramm (a, c) sowie als 3D-Oberflächendiagramm (b, d) an den Abscheidezuständen Hega (a, b) und Technotrans (c, d). Die globale Planarität nach der Galvanoformung ist zum Vergleich in Abb. 15 dargestellt
Der Materialabtrag erfolgte aufgrund der konkaven Durchbiegung der Substrate inhomogen über das Layout. Daraus resultierend wiesen die Nickelstrukturen am Rand des Layouts einen höheren Materialabtrag auf. Er betrug bis zu 90 nm/min bei den Hega-Strukturen und bis zu 40 nm/min bei den mit erhöhter Anpresskraft bearbeiteten Technotrans-Strukturen. Der Materialabtrag nahm zur Mitte des Layouts weiter ab und betrug dort minimal 10 nm/min für beide Abscheidezustände. Die daraus resultierenden globalen Planaritäten lagen bei 13 μm für die Hega-Strukturen und bei 31 μm für die Technotrans-Strukturen. Daraus ergibt sich eine Verbesserung der Planarität, verglichen mit den Ausgangszuständen (Kapitel 3.2.2) von 79 % bei den Hega-Strukturen und 14 % bei den Technotrans-Strukturen.
Die im Rahmen dieser Arbeit für das CMP an Nickel-Mikrostrukturen verwendeten Prozessparameter und Verbrauchsmaterialien führen bei den grobkörnigen, weicheren Hega-Strukturen zu einer geringeren globalen Planarität und somit zu einer homogeneren Schichtdickenverteilung, verglichen mit dem CMP an feinkörnigeren, härteren Technotrans-Strukturen.
4.2.2 Plasmapolieren
Eine Reduzierung der globalen Planarität kann nur durch ein inhomogenes Abtragsverhalten, mit hohen Abtragsraten an den Kanten und geringer werdenden Abtragsraten zur Mitte des Layouts hin, erreicht werden. Ob diese Anforderungen durch das Plasmapolieren erreicht werden, wird im Folgenden untersucht.
Abbildung 29 stellt die globalen Planaritäten der beiden Abscheidezustände Hega und Technotrans nach dem Plasmapolieren an jeweils zwei verschiedenen Diagrammen dar. Zum Vergleich sind in Abbildung 15 die globalen Planaritäten nach der Galvanoformung aus beiden Abscheidezuständen dargestellt. Der Abtrag durch das Plasmapolieren erfolgte an den beiden Abscheidezuständen sehr unterschiedlich. Die Abtragsraten variierten stark über die gesamte Strukturfläche, wobei die Raten der Hega-Strukturen zwischen 6 μm/min und
25 μm/min, die der Technotrans-Strukturen zwischen 300 nm/min und 2 μm/min lagen. Der langsame Abtrag der Technotrans-Strukturen kann auf den, verglichen mit den Hega-Strukturen, feinkörnigeren Gefügezustand und der daraus resultierenden höheren Härte zurückgeführt werden. Das Ergebnis der Technotrans-Strukturen ist in Abbildung 29c und Abbildung 29d dargestellt.
Die aus dem Plasmapolieren resultierenden globalen Planaritäten lagen für die Hega-Strukturen bei 92 μm und für die Technotrans-Strukturen bei 65 μm. Verglichen mit den Ausgangszuständen nach der galvanischen Abscheidung entspricht das einer minimalen Verbesserung der Planarität sowohl für die Hega- als auch für die Technotrans-Strukturen.

Abb. 29: Darstellung der globalen Planarität nach dem Plasmapolieren als Konturdiagramm (a, c) sowie als 3D-Oberflächendiagramm (b, d) an den Abscheidezuständen Hega (a, b) und Technotrans (c, d). Zum Vergleich sind in Abbildung 15 die globalen Planaritäten nach der Galvanoformung dargestellt
4.2.3 Elektropolieren
Um die als Differenz zwischen minimaler und maximaler Nickelhöhe definierte globale Planarität des Ausgangszustandes zu verbessern, muss der Abtrag vorrangig an den außenliegenden Strukturen des Layouts erfolgen. Inwieweit das Elektropolieren an den Mikroprüfkörpern diese Forderungen erfüllt, wird im Folgenden untersucht.
Die mikroskopische Bestimmung der Nickelhöhe nach dem Elektropolieren war aufgrund der stark reflektierenden und leicht orangenhautartigen Oberfläche nur bedingt möglich. Die im Folgenden dargestellten
Angaben sind entsprechend mit Ungenauigkeiten versehen.
Abbildung 30 stellt die globalen Planaritäten der beiden Abscheidezustände Hega und Technotrans nach dem Elektropolieren an jeweils zwei unterschiedlichen Diagrammen dar. Zum Vergleich sind die globalen Planaritäten nach der Galvanoformung in Abbildung 15 dargestellt. Erwartungsgemäß erfolgte der Abtrag vorrangig an den Ecken des Layouts. In beiden Abscheidezuständen wurde der höchste Materialabtrag von 4,8 μm/min bei den Hega-Strukturen und 3,0 μm/min bei den Technotrans-Strukturen an der linken oberen Ecke des Layouts gemessen. Kreisförmig von den Ecken bis in die Mitte des Layouts verlaufend nimmt der Abtrag ab. Die daraus resultierenden globalen Planaritäten lagen, verglichen mit denen nach der Galvanoformung (Abb. 15), bei 115 μm für die Hega-Strukturen und bei 63 μm für die entsprechenden Technotrans-Strukturen. Daraus ergibt sich eine nahezu unveränderte Planarität, verglichen mit den Ausgangszuständen, bei den Hega-Strukturen sowie eine Verringerung der globalen Planarität um 7 % bei den Technotrans-Strukturen.

Abb. 30: Darstellung der globalen Planarität nach dem Elektropolieren als Konturdiagramm (a, c) sowie als 3D-Oberflächendiagramm (b, d) an den Abscheidezuständen Hega (a, b) und Technotrans (c, d). Die globalen Planaritäten nach der Galvanoformung sind zum Vergleich in Abbildung 15 dargestellt
4.3.1 Chemisch-mechanisches Planarisieren
Die Veränderung der verschiedenen Rauheitsparameter durch das CMP wurde an den in Kapitel 3.2.3 dargestellten Messpunkten 1, 8, 16 und 21 untersucht. Sowohl die Gesamtrauheiten, angegeben als arithmetischer Mittelwert gemessen am Primärprofil Pa, als auch die aus den Kurven der spektralen Leistungsdichte errechneten Rq-Werte wurden mit den entsprechenden Werten nach der Galvanoformung verglichen (Kapitel 3.2.3).
Abbildung 31 zeigt eine Gegenüberstellung der gemessenen Pa-Werte an den Messpunkten nach den galvanischen Abscheidungen und nach dem CMP. Durch das CMP haben sich die Pa-Werte signifikant um nahezu 100 %, bis in den nm-Bereich, verringert. Die im Ausgangszustand den Pa-Wert an den Positionen 16 und 21 stark beeinflussende Formabweichung wurde durch das CMP auf nahezu Null verringert. Die Verbesserung der Oberflächen erfolgte unabhängig von der Position der Strukturen im Layout sowie unabhängig von der Größe der Mikrostrukturen. Die in Abbildung 31b dargestellten Unterschiede im Pa-Wert lassen sich auf den Einfluss unerwünschter Gestaltabweichungen wie Kratzer auf der Oberfläche zurückführen.

Abb. 31: Abhängigkeit des Pa-Werts von der Position im Layout, der Größe der Mikrostruktur und den Abscheidezuständen vor (a) und nach (b) dem CMP

Abb. 32: Gegenüberstellung zweier Oberflächenprofile (Position 1 und 21) und deren PSD-Kurven aus dem Abscheidezustand Technotrans nach dem CMP. Oberflächenprofile und PSD-Kurven nach der Galvanoformung sind zum Vergleich in Abbildung 18 dargestellt
Abbildung 32 stellt exemplarisch zwei aufgenommene Profile (a) und die daraus errechneten PSD-Kurven (b) für zwei unterschiedliche Positionen des Abscheidezustands Technotrans nach dem CMP dar. Die Oberflächenprofile und PSD-Kurven nach der Galvanoformung sind zum Vergleich in Abbildung 18 dargestellt. Rauheiten sind in der Profildarstellung nicht mehr, Formabweichungen in Gestalt einer leichten konvexen Krümmung lediglich an Position 1 zu erkennen. Der Schnittpunkt der Kurven mit der y-Achse liegt aufgrund der Formabweichung von Position 1 mit 2·10-3 μm3 etwas über dem Wert von 10-4 μm3 bei Position 21. Der weitere Kurvenverlauf ist nahezu deckungsgleich.
Die in Abbildung 33 dargestellten Rq-Werte nach dem CMP zeigen eine signifikante Verbesserung der Oberflächenrauheit. Sie haben sich durch das CMP um etwa 90 %, verglichen mit den Rq-Werten der Ausgangszustände (Kapitel 3.2.3), verringert. Eine Abhängigkeit der Bearbeitung von der Position der Strukturen im Layout kann nicht erkannt werden. Die Rq-Werte des Abscheidezustands Hega weisen an den Positionen 1 und 8 einen nahezu doppelt so großen Wert auf wie an den Positionen 16 und 21. Dieser Unterschied scheint auf einen Einfluss der Strukturgröße hinzuweisen. Möglicherweise handelt es sich aber auch um Messfehler, hervorgerufen durch Schmutzpartikel, die sich aufgrund der sehr glatten Oberflächen nicht entfernen ließen und mitgemessen wurden. Ein Einfluss der Abscheidezustände auf den Rq-Wert kann nicht erkannt werden.

Abb. 33: Darstellung der Rq-Werte nach der Galvanoformung (a) und nach dem CMP (b), errechnet aus den PSD-Kurven zwischen den Ortsfrequenzen 1,42 μm-1 und 15 μm-1
4.3.2 Plasmapolieren
Abbildung 34 zeigt eine Gegenüberstellung der gemessenen Pa-Werte nach den galvanischen Abscheidungen jeweils aus einer Hega- und einer Technotrans-Anlage (a) und nach dem Plasmapolieren (b).
Verglichen mit dem Ausgangszustand haben sich die Pa-Werte signifikant verringert. Sowohl die Formabweichungen als auch die Rauheiten sind an allen Strukturen reduziert worden. Abhängig von der Position der Strukturen im Layout ist der Pa-Wert umso größer, je weiter die Strukturen am Rand des Layouts liegen. Der Pa-Wert der Position 1, verglichen mit Position 8, ist größer, das Gleiche gilt auch für die Positionen 16 und 21. In Abhängigkeit der Größe der Mikrostrukturen hängt der Pa-Wert weiterhin von dem Verhältnis der Messlänge zur Strukturgröße ab. Der Pa-Wert ist umso größer, je kleiner das Verhältnis von Messlänge zu Strukturgröße ist. Daraus resultiert, wie schon im Ausgangszustand vorhanden, ein bis zu doppelt so großer Pa-Wert an den Positionen 16 und 21, verglichen zu den Positionen 1 und 8. Im Allgemeinen liegen die Pa-Werte des Abscheidezustands Technotrans an allen vermessenen Positionen unter denen der Hega-Strukturen.

Abb. 34: Abhängigkeit des Pa-Werts von der Position im Layout, der Größe der Mikrostruktur und den Abscheidezuständen vor (a) und nach (b) dem Plasmapolieren

Abb. 35: Darstellung der Profil- und PSD-Kurven des Abscheidezustands Technotrans an Position 1 und 21 nach dem Plasmapolieren. Abbildung 18 stellt die Profile und PSD-Kurven zum Vergleich nach der Galvanoformung dar
Abbildung 35 zeigt exemplarisch zwei aufgenommene Profile (a) sowie die daraus errechneten PSD-Kurven (b) für die Positionen 1 und 21 der Technotrans-Strukturen nach dem Plasmapolieren. Die Oberflächenprofile und entsprechenden PSD-Kurven nach der Galvanoformung sind zum Vergleich in Abbildung 18 dargestellt. Die Rauheitsspitzen sind in ihrer Höhe, allerdings nicht ihrer Breite zurückgegangen (Abb. 35a). Die Oberflächen erscheinen vor allem an Position 1 immer noch rau. Auch die Formabweichung in Gestalt einer Oberflächenkrümmung ist an Position 21 zurückgegangen, aber noch vorhanden. Auch an Position 1 hat sich eine leichte Oberflächenkrümmung entwickelt. Die in Abbildung 35b dargestellten PSD-Kurven weisen erst ab einer Frequenz von etwa 3,0 μm-1 eine Deckungsgleichheit auf. Die Schnittpunkte der Kurven mit der y-Achse liegen aufgrund der Krümmung und der rauen Oberfläche für Position 1 bei 1,4 μm3, für Position 21, bedingt durch die relativ glatte Oberfläche trotz der Formabweichung, bei 0,5 μm3.
Die Rq-Werte wurden zwischen den Ortsfrequenzen 1,42 μm-1 und 15 μm-1 errechnet, um sie mit den in Kapitel 3.2.3 dargestellten Werten vergleichen zu können. Eine deutliche Reduzierung der Rq-Werte, um bis zu 87 % bei den Hega- und bis zu 75 % bei den Technotrans-Strukturen, ist sichtbar (Abb. 36).
Auch hier ist eine Abhängigkeit der Werte der Hega-Strukturen weder von der Position der Strukturen im Layout noch von der Mikrostrukturgröße zu erkennen. Bei den Technotrans-Strukturen ist eine Positionsabhängigkeit an Position 1 zu erkennen. Aufgrund des nahezu konstant bleibenden Rq-Werts an den weiteren Positionen kann ein Einfluss der Strukturgröße auf die Ausbildung des Rq-Werts ausgeschlossen werden. Ein Einfluss des Abscheidezustands kann ebenfalls erkannt werden. Die Technotrans-Strukturen weisen an den Positionen 8, 16 und 21 einen um etwa 30 % reduzierteren Rq-Wert auf als die Hega-Strukturen. Lediglich an Position 1 sind die Werte der beiden Abscheidezustände nahezu identisch.

Abb. 36: Darstellung der Rq-Werte nach der galvanischen Abscheidung (a) und nach dem Plasmapolieren (b), errechnet aus den PSD-Kurven zwischen den Ortsfrequenzen 1,42 μm-1 und 15,0 μm-1 nach dem Plasmapolieren
Eine Gegenüberstellung der gemessenen Pa-Werte nach der galvanischen Abscheidung und nach dem Elektropolieren ist in Abbildung 37 dargestellt. Verglichen mit den Ausgangszuständen haben sich die Werte deutlich verändert. Abhängig von der Größe der Mikrostrukturen verringerten sich die Pa-Werte der großen Strukturen an Position 1 und 8, wohingegen sich die Werte der kleinen Strukturen an Position 16 und 21 vergrößert haben.
Im Allgemeinen ist ein Einfluss der Position der Strukturen im Layout auf den Pa-Wert zu erkennen. Er ist umso größer, je weiter die Strukturen am Rand des Layouts liegen. Daraus resultierend ist der Pa-Wert an Position 1, verglichen mit Position 8, größer, genauso wie der Wert an Position 16 größer ist als der an Position 21. In Abhängigkeit der Größe der Mikrostrukturen hängt der Pa-Wert weiterhin vom Verhältnis der Messlänge zur Strukturgröße ab. Der Pa-Wert ist umso größer, je kleiner das Verhältnis von Messlänge zu Strukturgröße ist. Daraus resultiert ein bis zu 1,5-mal so großer Pa-Wert an den Positionen 16 und 21, verglichen mit den Positionen 1 und 8. Auch ein Einfluss des Abscheidezustands ist sichtbar. So liegen die Pa-Werte der Technotrans-Strukturen an allen Positionen bis zu 50 % unter den an den Hega-Strukturen gemessenen Pa-Werten.

Abb. 37: Abhängigkeit des Pa-Werts von der Position der Strukturen im Layout, der Größe der Mikrostruktur und dem Abscheidezustand vor (a) und nach (b) dem Elektropolieren

Abb. 38: Darstellung der Profil- und PSD-Kurven des Abscheidezustands Technotrans an Position 1 und 21 nach dem Elektropolieren. Die Profil- und PSD-Kurven nach der Galvanoformung sind zum Vergleich in Abbildung 18 dargestellt

Abb. 39: Darstellung der Rq-Werte nach der galvanischen Abscheidung (a) und nach dem Elektropolieren (b), errechnet aus den PSD-Kurven zwischen den Ortsfrequenzen 1,42 μm-1 und 15,0 μm-1
Abbildung 38 zeigt exemplarisch zwei aufgenommenen Profile (a) sowie die daraus errechneten PSD-Kurven (b) für die Positionen 1 und 21 der Technotrans-Strukturen nach dem Elektropolieren. Die Oberflächenprofile und dazugehörigen PSD-Kurven nach der Galvanoformung sind zum Vergleich in Abbildung 18 dargestellt. Die Rauheit an beiden Positionen hat sich, verglichen mit den Profilen des Ausgangszustands, signifikant verringert. Die Formabweichung der Oberfläche an Position 21, die im Ausgangszustand als konkave Krümmung durch einen Radius beschrieben werden konnte, setzt sich nach dem Elektropolieren aus mehreren Krümmungen mit verschiedenen Radien zusammen. Die aus den Profilen resultierenden PSD-Kurven (Abb. 38b) sind aufgrund der geringen Rauheiten an beiden Positionen nahezu deckungsgleich. Lediglich die Schnittpunkte der Kurven mit der
y-Achse liegen aufgrund der Formabweichungen von Position 21 bei unterschiedlichen Werten. Die Kurve der Position 1 schneidet die y-Achse bei 0,1 μm3, Position 21 schneidet sie bei 0,7 μm3.
Die aus den PSD-Kurven aller Messpunkte zwischen den Ortsfrequenzen 1,42 μm-1 und 15 μm-1 berechneten Rq-Werte sind in Abbildung 39 dargestellt. Sie haben sich, verglichen mit den Rq-Werten des Ausgangszustands, signifikant reduziert. Die Rauheitswerte der Hega-Strukturen wurden um 90 %, die des Abscheidezustands Technotrans um 80 % verbessert. Die Rauheiten zeigen des Weiteren keine Abhängigkeiten von der Position der Strukturen im Layout oder von der Strukturgröße. Auch ein Einfluss des Abscheidezustands auf den Rq-Wert ist nach dem Elektropolieren nicht mehr vorhanden.
5 Gegenüberstellung der untersuchten Verfahren
Mit Hilfe der im Rahmen dieser Arbeit untersuchten Verfahren, dem chemisch-mechanischen Planarisieren, dem Plasmapolieren und dem Elektropolieren, konnten die Oberflächen von Nickel-Mikrostrukturen nach der Galvanoformung mit unterschiedlichen Erfolgen bearbeitet werden. Tabelle 3 stellt eine Zusammenfassung der Ergebnisse, verglichen mit dem Ausgangszustand nach der Galvanoformung, hinsichtlich der untersuchten Parameter Form, Planarität und Rauheit in Abhängigkeit der unterschiedlichen, anlagenbedingten Abscheidezustände und der daraus resultierenden Härten der Nickel-Strukturen dar. Die Charakterisierung der Rauheit erfolgte durch den arithmetischen Mittenrauwert Pa, berechnet aus dem Primärprofil, sowie den quadratischen Rauhwert Rq, berechnet aus den Kurven der spektralen Leistungsdichte zwischen den Ortsfrequenzen 1,42 μm-1 und 15 μm-1.

Die Maßhaltigkeit der durch das CMP bearbeiteten Strukturen konnte dadurch erhalten werden, dass die Strukturen während der Bearbeitung weiterhin in Resist eingebettet waren. Die Kantentreue konnte, in Abhängigkeit der Strukturhärte, für die weicheren Hega-Strukturen erhalten werden. Das CMP an den härteren Technotrans-Strukturen führte, aufgrund einer notwendigen höheren Anpresskraft zwischen Substrat und Polierpad, zu einer massiven Gratbildung an den Kanten und Ecken der Strukturen.
Beim Plasmapolieren wurden die Mikrostrukturen verfahrensbedingt ohne Resist bearbeitet. Dadurch erfolgte der Nickelabtrag nicht nur an der Oberfläche sondern auch an den Seitenwänden. Da der Abtrag von der Härte der Strukturen abhängig ist, konnte die Maßhaltigkeit bei den härteren Technotrans-Strukturen, bedingt durch einen geringen Abtrag der Seitenwände, erhalten werden. Die weicheren Hega-Strukturen hingegen wurden auch an den Seitenwänden stark abgetragen, wodurch die Maßhaltigkeit nicht erhalten blieb. In beiden Fällen wurden die Kanten der Strukturen, sowohl an ihrer Ober- als auch an ihrer Unterseite, verstärkt abgetragen und verrundeten dadurch.
Auch beim Elektropolieren konnte die Maßhaltigkeit erhalten werden, wenn die Strukturen eingebettet in Resist bearbeitet wurden. Der Abtrag erfolgte ausschließlich an der Oberfläche, wobei die Kanten verstärkt abgetragen wurden. Die daraus resultierende Kantenverrundung nimmt mit steigender Bearbeitungsdauer zu, wodurch die Kantentreue beim Elektropolieren nicht erhalten werden kann. Dasselbe gilt auch für die Kanten der Strukturen, die ohne Resist elektropoliert wurden. Zusätzlich zu den Kanten der Strukturoberseite verrunden durch den seitlichen Abtrag auch die Kanten der Strukturunterseite. Ebenfalls bedingt durch den Abtrag an den Seitenwänden kann die Maßhaltigkeit der Strukturen, die ohne Resist elektropoliert wurden, nicht erhalten werden.
Die globale Planarität konnte, unabhängig von der Härte der Strukturen, nur durch das CMP verbessert werden. Das Plasmapolieren führte zu einer minimalen Verbesserung der globalen Planarität, durch das Elektropolieren wurde die globale Planarität weder verbessert noch verschlechtert.
Auch die Veränderung der Rauheit ist nicht von der Härte der Strukturen abhängig. Die Pa-Werte zeigen sowohl beim CMP als auch beim Plasmapolieren eine Verbesserung. In Abhängigkeit der Größe der Mikrostruktur führte das Elektropolieren an den großen Strukturen zu einer Verbesserung, an den kleineren Strukturen zu einer Verschlechterung der Pa-Werte. Die Rq-Werte zeigen bei allen untersuchten Verfahren eine deutliche Verbesserung.
6 Zusammenfassung
LIGA-Mikrostrukturen weisen prozessbedingt nach der Galvanoformung neben rauen Oberflächen auch eine ungleichmäßige Schichtdickenverteilung auf, die Funktionalität der Strukturen wird dadurch häufig eingeschränkt. Zur Verringerung der Rauheiten und Reduzierung der Schichtdickeninhomogenitäten können unterschiedliche Verfahren eingesetzt werden. Im Rahmen dieser Arbeit wurde ein chemisches sowie zwei elektrochemische Verfahren zur Endbearbeitung von metallischen Oberflächen nach der Galvanoformung auf ihre Eignung hin untersucht. Das chemisch-mechanische Planarisieren (CMP), das Plasmapolieren und das Elektropolieren wurden hinsichtlich der Homogenisierung der Schichtdicke (globale Planarität), der Reduzierung der Rauheiten (Pa- und Rq-Werte) sowie dem Erhalt der Maßhaltigkeit an galvanogeformten Nickel-Mikrostrukturen untersucht. Die betrachteten Mikrostrukturen, Mikroprüfkörper unterschiedlicher Größe, wurden aus zwei verschiedenen Anlagentypen hergestellt. Die resultierenden Strukturen unterschieden sich um 80 HV0,1 in ihrer Härte. Inwieweit dieser Härteunterschied einen Einfluss auf die erreichbaren Oberflächenqualitäten hat wurde ebenfalls untersucht.
Während die Schichtdickenverteilung und die Maßhaltigkeit mit Hilfe üblicher Methoden charakterisiert werden konnten, gestaltete sich die vergleichende Rauheitsbestimmung an Mikrostrukturen unterschiedlicher Größe durch bekannte beziehungsweise genormte Verfahren als nicht praktikabel. Abhängig von den geometrischen Abmessungen der jeweiligen Mikrostrukturen geht die Schichtdickenverteilung, im Folgenden Formabweichung genannt, zu unterschiedlichen Anteilen mit in die Rauheitsmessung ein. Dies macht einen sinnvollen Vergleich von Rauheitswerten unterschiedlich großer Mikrostrukturen unmöglich. Um die Rauheitswerte solcher Mikrostrukturen sinnvoll miteinander vergleichen zu können, muss die Formabweichung zuverlässig von der Rauheit getrennt werden. Dies geschah mit Hilfe des aus der spektralen Leistungsdichte-Kurve errechneten Rq-Wertes.
Die Bearbeitung von Nickel-Mikroprüfkörpern durch die elektrochemischen Verfahren Plasmapolieren und Elektropolieren führte lediglich zu einer Reduzierung der Rq-Werte. Eine Einebnung der inhomogenen Schichtdicken wurde nicht erreicht. Die Maßhaltigkeit konnte, bis auf eine Verrundung der Kanten, erhalten werden, sofern die Strukturen in Resist eingebettet bearbeitet wurden. Abhängig von der Härte der Strukturen konnte die Maßhaltigkeit in den meisten Fällen auch bei freistehenden, ohne Resist plasmapolierten harten Mikroprüfkörpern erhalten werden. Die Mechanismen, die beim Plasmapolieren von härteren Strukturen zu einem geringeren Materialabtrag und so zu einem Erhalt der Maßhaltigkeit führen, konnten im Rahmen dieser Arbeit nicht untersucht werden. Da sich auch in der Literatur kein Hinweis auf eine Erklärung dieses Effekts findet, und die Härte eine bestimmende Größe zu sein scheint, besteht der Bedarf, die grundlegenden Mechanismen des Plasmapolierens an Mikrostrukturen weiter zu untersuchen. Sind die Mechanismen verstanden lässt sich bei anderen Materialien oder Materialeigenschaften leicht eine Aussage treffen, ob das Plasmapolieren eine Möglichkeit darstellt, die Qualität der Oberfläche zu verbessern.
Die Bearbeitung der Nickel-Mikroprüfkörper durch das chemisch-mechanische Planarisieren erfüllt alle der einleitend genannten Forderungen. Die globale Planarität wurde um bis zu 80 %, hier auf eine maximale Höhendifferenz von 13 μm über das gesamte Substrat, reduziert. Ebenso erfolgreich war die Verringerung der Rauheiten um nahezu 100 % auf Werte im unteren Nanometerbereich. Auch die durch das LIGA-Verfahren erzeugte Maßhaltigkeit und Kantentreue kann durch das CMP erhalten werden. Voraussetzung für eine erfolgreiche Bearbeitung war die Verwendung der weicheren Nickel-Strukturen. Wurden die härteren Strukturen durch das CMP bearbeitet, erfolgte neben der Reduzierung der globalen Planarität und der Rauheit, eine massive Gratbildung an den Kanten der Strukturen, so dass die Maßhaltigkeit verloren ging. Der Grund für diese massive plastische Deformation lag in dem stark verringerten Materialabtrag der härteren Strukturen, der eine Erhöhung der Anpresskraft zwischen Substrat und Polierpad erforderlich machte, um eine sinnvolle Bearbeitungsdauer zu erreichen. Dadurch wurden die Strukturen ausschließlich durch den mechanischen, und weniger durch den chemischen Prozess abgetragen. Um auch mit härteren Strukturen sehr gute Ergebnisse hinsichtlich globaler Planarität, Rauheit und vor allem Maßhaltigkeit zu erzielen, muss die Poliersuspension, die sich aus einer Vielzahl chemischer Komponenten und abrasiver Partikeln zusammensetzt, optimal auf das zu bearbeitende Material angepasst sein. Daraus resultiert in dem hier vorliegenden Fall, dass der chemische Abtrag der Suspension weiter erhöht werden muss. Um der aufwendigen Entwicklung einer Poliersuspension zu entgehen, kann auch der Anpressdruck auf die härteren Strukturen verringert werden, was allerdings zu längeren Bearbeitungsdauern führt.
Damit steht ein Verfahren zur Auswahl, um die Rauheiten zu verringern und die Schichtdicken einzuebnen. Strukturen, die neben einer gleich bleibenden Schichtdicke über das gesamte Layout auch eine sehr geringe Rauheit bei gleichzeitigem Erhalt der Maßhaltigkeit benötigen, müssen mittels CMP bearbeitet werden. Dazu sollte eine geeignete Kombination von Materialzustand, Anpresskraft und Poliersuspension gewählt werden. Die Bearbeitungsdauer richtet sich dann nach dem notwendigen Materialabtrag. Mit den im Rahmen dieser Arbeit verwendeten Parametern und Verbrauchsmaterialien können Abtragsraten von bis zu 6 μm/h erreicht werden.
Dieses Verfahren kann aufgrund der am Abtrag maßgeblich beteiligten Chemie (Poliersuspension) nur nach entsprechender, individueller Optimierung auf andere Materialien übertragen werden.
Mit dem im Rahmen dieser Arbeit zur Endbearbeitung von Mikrostrukturen geeignetem ermittelten Verfahren steht erstmals eine erprobte und aussichtsreiche Möglichkeit zur Verfügung, die Oberflächen von
Mikrostrukturen einzuebnen und Rauheiten im Nanometerbereich zu erzielen. Die vergleichende Bewertung der Oberflächengüten mittels der Auswertung gemessener PSD-Kurven ermöglicht die nach Form und Rauheit getrennte Bewertung von Oberflächeneigenschaften an Mikrostrukturen, für die bisher kein brauchbarer Ansatz vorlag.
Literatur
[14] Dettner, H. W.; Elze, J.: Handbuch der Galvanotechnik. München: Carl Hanser Verlag, 1964
[37] Yerokhin, A. L.; Nie, X.; Leyland, A.; Matthews, A.; Dowey, S. J.: Plasma electrolysis for surface engineering. In: Surface and Coatings Technology 122 (1999), Nr. 2-3, S. 73-93
[43] Buhlert, Magnus: Elektropolieren. Bad Saulgau: Eugen G. Leuze Verlag, 2009
[46] Shigolev, P. V.: Electrolytic and Chemical Polishing of Metals. Tel- Aviv: Freund Publishing House, 1974
[47] Tegart, W. J.: The Electrolytic and Chemical Polishing of Metals in research and industry. Oxford: Pergamon Press, 1959
[55] http://www.beckmann-institut.de/plasmapolieren.html. – Aktualisierungsdatum: 11.05.2010. – mailto: plp@beckmann-institut.de. – Oelsnitz
[57] Institut für Mikroproduktionstechnik: http://www.imt.uni-hannover.de/. – Aktualisierungsdatum: 11.05.2010. – mailto: imt@imt.uni-hannover.de. – Universität Hannover
DOI: 10.7395/2013/kissling1_2
