Chemische und elektrochemische Verfahren zur Reduzierung der Oberflächentopographie am Beispiel von Nickel-Mikrostrukturen – Teil 1 – Theoretische und experimentelle Grundlagen
Auszug aus der Dissertation Chemische und elektrochemische Methoden zur Oberflächenbearbeitung von galvanogeformten Nickel-Mikrostrukturen, erstellt am Institut für Mikrostrukturtechnik (IMT) des Karlsruher Instituts für Technologie (Schriften des Instituts für Mikrostrukturtechnik (Hrsg.) am Karlsruher Institut für Technologie, Band 6, 2010). Neben dem Stand der Technik zur Galvanoformung für die Herstellung von LIGA-Mikrostrukturen werden im ersten Teil dieser Artikelreihe die zur Reduzierung der Oberflächentopographie verwendeten Verfahren, das chemisch-mechanische Planarisieren, das Plasmapolieren und das Elektropolieren vorgestellt und beschrieben. Der anschließende experimentelle Teil beschreibt die Herstellung der im Rahmen dieser Arbeit verwendeten Nickel-Mikroprüfkörper sowie deren Charakterisierung hinsichtlich ihrer Ober- und Seitenflächen, ihrer Ebenheiten sowie ihrer Oberflächenrauheit.
Factors Influencing Electrodeposited Surfaces – Chemical and Electrochemical Processes for Reducing Surface Topography Exemplified by Nickel Microstructures
Excerpt from the dissertation Chemical and Electrochemical Methods for Surface Processing of Electroformed Nickel Microstructures, carried out at the Institute for Microstructure Technology (IMT) at the Karlsruhe Institute of Technology (Schriften des Instituts für Mikrostrukturtechnik (Hrsg.) am Karlsruher Institut für Technologie, Band 6, 2010). Apart from the present status of electroforming for production of LIGA microstructures, the first part of this series of articles examines the various processes for reducing the surface topography of electrodeposited films. These include CMP (Chemical Mechanical Polishing), plasma polishing and electropolishing. Also reported, are the experimental results of this work where nickel micro-structure test pieces were formed and characterised in terms of their surface and side flanks as well as their smoothness and surface roughness.
1 Einleitung
Durch die fortschreitende Miniaturisierung industrieller Produkte besteht die Notwendigkeit, immer kleiner werdende Strukturen mit immer höherer Präzision herzustellen. Um diesen Anforderungen gerecht zu werden, können metallische Mikrostrukturen, die zu mehreren zusammengesetzt zu kleinen und leistungsfähigen Systemen werden, auf unterschiedliche Arten hergestellt werden. Zum einen durch für die
Miniaturisierung angepasste klassische mechanische Verfahren wie beispielsweise dem Mikrofräsen, zum anderen durch die Kombination verschiedener subtraktiver oder additiver Verfahren, wie beispielsweise Ätzprozesse oder Schichtabscheidungen [1, 2]. In Abhängigkeit des zu verarbeitenden Materials, der geometrischen Formen der Mikrostrukturen und der benötigten Genauigkeit wird das Herstellungsverfahren ausgewählt. Ein spezielles Verfahren zur Herstellung von Mikrostrukturen ist das LIGA-Verfahren, das sich aus den Verfahrensschritten der Röntgentiefenlithographie, der Galvanoformung und der Abformung zusammensetzt (Abb. 1) [3].

Abb. 1: Prozessschritte des LIGA-Verfahrens [2]
Die Mikrostrukturen weisen, neben einer hohen Detailtreue bedingt durch den Lithographieschritt, Aspektverhältnisse (Verhältnis von Strukturhöhe zu kleinster lateraler Abmessung) auf, die über 100 liegen können [2, 4, 5]. Für metallische Mikrostrukturen ergeben sich an den Seitenwänden Rauheiten und Ebenheiten, die im unteren Nanometer-Bereich liegen. Die Rauheiten an der Oberseite der Strukturen dagegen können, bedingt durch die Galvanoformung, durchaus im Bereich von mehreren Mikrometern liegen. Auch die Ebenheit wird unter anderem durch die galvanische Abscheidung beeinflusst und kann innerhalb einer Mikrostruktur bei einigen, über ein gesamtes Substrat betrachtet, bei mehreren zehn Mikrometern liegen.
Für die Funktionalität der aus dem LIGA-Verfahren resultierenden Mikrostrukturen ist eine homogene Schichtdicke, sowohl über das gesamte Substrat als auch lokal an einzelnen Mikrostrukturen, sowie geringe Rauheiten, zum Beispiel für die Herstellung von mikroelektromechanischen Systemen (MEMS), von großer Bedeutung [6]. Die Umsetzung dieser Anforderungen direkt durch Galvanoformung ist ein sehr komplexer Prozess, der neben der Manipulation des Elektrolyten auch eine individuelle Anpassung des Stofftransports und der Stromdichteverteilung auf die unterschiedlichen geometrischen Abmessungen der Mikrostrukturen erforderlich macht. Aus diesem Grund ist es im Falle von Mikrostrukturen nur mit Hilfe verschiedener Endbearbeitungsverfahren nach der Galvanoformung möglich, die Oberflächen zu homogenisieren.
Mechanische Verfahren wie Schleifen, Läppen, Fräsen oder Drehen führen zur Einebnung der Schichten sowie zur Reduzierung der Rauheiten [4, 7]. Allerdings kann es aufgrund auftretender hoher Kräfte zwischen dem Werkzeug und den zu bearbeitenden Oberflächen vor allem bei Strukturen mit einem hohen Aspektverhältnis zu Ablösungen der Strukturen vom Substratgrund kommen. Des Weiteren können sich, bedingt durch den mechanischen Abtrag, Grate an den Kanten der Strukturen ausbilden, die wiederum mit Hilfe verschiedener Verfahren wie dem Mikrostrahlen [8], der Mikroelektroerosion [9, 10] oder dem Elektropolieren [11, 12, 13] entfernt werden müssen.
Im Rahmen der vorliegenden Arbeit wurden drei verschiedene Verfahren zur Oberflächenbearbeitung von LIGA-Mikrostrukturen aus Nickel ausgewählt: das chemisch-mechanische Planarisieren, das Plasmapolieren und das Elektropolieren. Diese wurden eingehend untersucht und miteinander verglichen, mit dem Ziel ein Verfahren oder eine Verfahrenskombination auszuwählen, mit dessen beziehungsweise deren Hilfe die Oberfläche von LIGA-Mikrostrukturen hinsichtlich der Homogenisierung der Schichtdicken und der Reduzierung der Rauheiten bei gleichzeitigem Erhalt der durch das LIGA-Verfahren erzielten Maßhaltigkeit erfolgreich bearbeitet werden kann.
2 Stand der Technik
2.1 Grundlagen der Mikrogalvanoformung
Im Rahmen des LIGA-Prozesses werden metallische Mikrostrukturen durch eine galvanische Abscheidung, auch Galvanoformung genannt, hergestellt. Das zu galvanisierende Substrat, in diesem Fall bestehend aus einem Silizium-Wafer als Grundmaterial, einer elektrisch leitfähigen Galvanikstartschicht und isolierenden Resiststrukturen, wird in eine Elektrolytlösung getaucht und mit Hilfe einer externen Stromquelle kathodisch gepolt. Durch Anlegen des Stroms werden die Metallionen an der Kathode abgeschieden und im stationären Fall der galvanischen Abscheidung durch die Stofftransportprozesse Migration, Konvektion und Diffusion nachgeliefert [14, 15]. Migration entspricht der Bewegung der Ladungsträger im elektrischen Feld, Konvektion beschreibt die natürliche und erzwungene Bewegung der Metallionen und Diffusion charakterisiert die Bewegung der Metallionen aufgrund eines sich bildenden Konzentrationsgefälles. Der Einfluss der Konvektion bei der Mikrogalvanoformung ist abhängig von dem Aspektverhältnis der einzelnen Mikrostrukturen (Abb. 2).

Abb. 2: Konvektion (gestrichelte Pfeile) und Diffusion (durchgezogene Pfeile) bei der Galvanoformung von Mikrostrukturen in Abhängigkeit der Strukturbreite des Resists [16]
Je kleiner das Aspektverhältnis ist, desto eher kann die erzwungene Konvektion den Strukturgrund erreichen und zu einem schnelleren Antransport der Metall-
ionen zur Kathode hin beitragen. Nehmen die Strukturhöhen zu und die Strukturbreiten ab wird der Einfluss der Konvektion auf den Stofftransport in den Mikrostrukturen immer geringer. Der Antransport der Me-
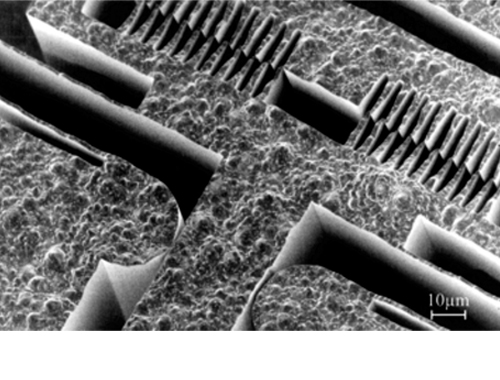
tallionen an die Kathodenoberfläche erfolgt dann nur noch über die langsam ablaufende Diffusion [16]. Diese, in Abhängigkeit der Strukturgeometrien ablaufenden Stofftransportprozesse können zu Inhomogenitäten in den galvanisch abgeschiedenen Schichten führen. Neben dem Stofftransport ist die Schichtdickenhomogenität der Mikrostrukturen auch von der, meist inhomogenen, Stromdichteverteilung abhängig. Daraus folgt in den meisten Fällen eine mehr oder weniger starke inhomogene Schichtdickenverteilung, die in Abhängigkeit ihrer Längenskala beschrieben werden kann. Über das gesamte Substrat (Makroskala) betrachtet, weisen die am Rand sitzenden Strukturen aufgrund der höheren Stromliniendichte und der daraus resultierenden erhöhten Stromdichte eine höhere Wachstumsrate und daraus folgend eine höhere Schichtdicke auf als die in der Mitte des Substrats sitzenden Strukturen. Die Schichtdickenverteilung innerhalb einer Struktur (Mikroskala) ist zum einen abhängig von den Abmessungen der Struktur selbst sowie der Anordnung der isolierenden Fläche um die Strukturen herum, zum anderen von der Anordnung der Mikrostrukturen zueinander. Abbildung 3 zeigt diese Abhängigkeit an einem galvanogeformten Linearaktor aus Nickel. Die Schichtdicken der kleinen kammartigen Strukturen weisen eine zum Teil geringere Schichtdicke auf als die sie umgebenden größeren Flächen.
Das knospenartige Wachstum bei der galvanischen Abscheidung bespielsweise von Nickel, wie es in Abbildung 3 auf der Oberfläche zu sehen ist, ist in der Theorie noch nicht vollständig verstanden. Bekannt ist, dass die inhomogene Oberfläche und damit die Rauheiten verursachenden Keimbildungs- und Keimwachstumsmechanismen von verschiedenen Faktoren wie der Metallionenkonzentration, der Stromdichte oder der Art und Konzentration an Fremdstoffen im Elektrolyten abhängen. Sowohl die Häufigkeit der Keimbildung als auch das Keimwachstum werden durch diese Faktoren beeinflusst.

Abb. 3: REM-Aufnahme eines galvanogeformten Linearaktors aus Nickel; das knospenartige Wachstum der Nickelschicht sowie die inhomogene Schichtdickenverteilung sind sichtbar [17]
Das Gefüge, und daraus resultierend auch die Rauheit, wird umso grobkörniger, je mehr die Keimbildung gehemmt und somit das Keimwachstum verstärkt wird. Analog gilt für die Hemmung des Keimwachstums die Erhöhung der Bildung neuer Keime und daraus resultierend ein feinkörniges Gefüge sowie eine geringere Rauheit. Abhängig von der Natur der Metalle und der Art des Elektrolyten bilden sich bei der galvanischen Abscheidung für jedes Metall bevorzugte Wachstumsformen der Kristalle aus, zum Beispiel der feldorientierte Texturtyp für das sich als grobkörnig und säulenförmig darstellende Nickelgefüge. Die Wachstumsformen, und damit die Keimbildung und das Keimwachstum, können beispielsweise mit Hilfe verschiedener organischer Zusätze kontrolliert werden, um ebene und glänzende Schichten zu erhalten. Allerdings weisen die daraus resultierenden Schichten auch negative Änderungen ihrer Eigenschaften, wie beispielsweise das Auftreten großer Eigenspannungen, auf [15, 18, 19].
Das Gefüge, und daraus resultierend auch die Rauheit, wird umso grobkörniger, je mehr die Keimbildung gehemmt und somit das Keimwachstum verstärkt wird. Analog gilt für die Hemmung des Keimwachstums die Erhöhung der Bildung neuer Keime und daraus resultierend ein feinkörniges Gefüge sowie eine geringere Rauheit. Abhängig von der Natur der Metalle und der Art des Elektrolyten bilden sich bei der galvanischen Abscheidung für jedes Metall bevorzugte Wachstumsformen der Kristalle aus, zum Beispiel der feldorientierte Texturtyp für das sich als grobkörnig und säulenförmig darstellende Nickelgefüge. Die Wachstumsformen, und damit die Keimbildung und das Keimwachstum, können beispielsweise mit Hilfe verschiedener organischer Zusätze kontrolliert werden, um ebene und glänzende Schichten zu erhalten. Allerdings weisen die daraus resultierenden Schichten auch negative Änderungen ihrer Eigenschaften, wie beispielsweise das Auftreten großer Eigenspannungen, auf [15, 18, 19].
Das Gefüge, und daraus resultierend auch die Rauheit, wird umso grobkörniger, je mehr die Keimbildung gehemmt und somit das Keimwachstum verstärkt wird. Analog gilt für die Hemmung des Keimwachstums die Erhöhung der Bildung neuer Keime und daraus resultierend ein feinkörniges Gefüge sowie eine geringere Rauheit. Abhängig von der Natur der Metalle und der Art des Elektrolyten bilden sich bei der galvanischen Abscheidung für jedes Metall bevorzugte Wachstumsformen der Kristalle aus, zum Beispiel der feldorientierte Texturtyp für das sich als grobkörnig und säulenförmig darstellende Nickelgefüge. Die Wachstumsformen, und damit die Keimbildung und das Keimwachstum, können beispielsweise mit Hilfe verschiedener organischer Zusätze kontrolliert werden, um ebene und glänzende Schichten zu erhalten. Allerdings weisen die daraus resultierenden Schichten auch negative Änderungen ihrer Eigenschaften, wie beispielsweise das Auftreten großer Eigenspannungen, auf [15, 18, 19].
2.2 Chemisch-mechanisches Planarisieren
Das chemisch-mechanische Planarisieren (CMP), auch häufig chemisch-mechanisches Polieren genannt, ist ein Standardverfahren in der Halbleiterindustrie, um dünne Schichten einzuebnen. Bearbeitbar sind Materialien wie Dielektrika, Polysilizium sowie Metalle. Die Planarisierung wird sowohl lokal, von Struktur zu Struktur, als auch global, über den gesamten Wafer, erreicht. Die lokale Planarisierung bezeichnet die Angleichung von Höhenunterschieden nebeneinander liegenden Strukturen, die globale Planarisierung bezeichnet die Angleichung von Höhenunterschieden über die gesamte Substratoberfläche. Lokal und global werden hier als methodeneigene Begriffe verwendet.
2.2.1 Verfahrensbeschreibung
Abbildung 4 zeigt den Aufbau einer CMP-Anlage. Das Substrat wird in eine Halterung (Carrier) gelegt und mit der zu bearbeitenden Seite nach unten auf ein Polierpad gedrückt. Sowohl der Wafer als auch das Pad rotieren auf unterschiedlichen Achsen im gleichen Drehsinn und mit gleicher Drehzahl [20]. Eine chemisch und mechanisch aktive Poliersuspension, als Slurry bezeichnet, wird auf das Pad aufgebracht und verteilt sich durch die Rotation der Polierscheibe gleichmäßig zwischen Substrat und Pad [21, 22]. Die Poliersuspension setzt sich aus einem Oxidationsmittel, einem Komplexbildner, einem Netzmittel, weiteren Additiven sowie abrasiven Partikeln zusammen. Nur bei einem optimalen Zusammenspiel aller beteiligten Komponenten kann eine ausreichende Abtragsrate bei gleichzeitig hoher Planarisierung und geringen Oberflächendefekten erreicht werden. Globale Planaritäten kleiner 0,5 μm sowie Rauheiten zwischen 1 nm bis 2 nm können so erreicht werden [20, 23].

Abb. 4: Schematische Darstellung einer CMP-Anlage nach Tsujimura [22]
Im Allgemeinen kann der Abtragsmechanismus wie folgt beschrieben werden. Durch die Wechselwirkungen von Substratoberfläche und den chemisch aktiven Substanzen in der Poliersuspension, wie beispielsweise Oxidationsmittel und Komplexbildner, wird die Oberfläche chemisch modifiziert. Durch die gleichzeitige mechanische Einwirkung der abrasiven Partikel in der Poliersuspension kommt es zu einem Materialabtrag, der im Idealfall in einer fehlerfreien Oberfläche mit geringer Rauheit und sehr guten lokalen und globalen Planaritäten resultiert [20, 23, 24]. Die chemische Modifikation der Substratoberfläche ist materialabhängig. So führt die Poliersuspension an harten dielektrischen Oberflächen zu der Ausbildung von weichen, hydratisierten, gelähnlichen Schichten, Metalle bilden an der Oberfläche durch die Einwirkung des eingesetzten Oxidationsmittels einen dünnen Passivfilm aus (Abb. 5a) [20, 21]. Diese veränderte Oberfläche wird mechanisch durch die Abrasiva an den topographischen Unebenheiten abgetragen und der Passivfilm dadurch zerstört (Abb. 5b). Die entstehende blanke Oberfläche wird durch die chemischen Komponenten geätzt und sofort wieder passiviert (Abb. 5c). Die Abrasiva tragen den Passivfilm wiederum an den Unebenheiten ab, es kommt zu einem chemischen Materialabtrag und zu einer anschließenden Passivierung bis eine planare Oberfläche erreicht wird (Abb. 5d). Je nach Material, Maschinenparametern sowie den Eigenschaften von Pad und Poliersuspension liegen die Abtragsraten zwischen
10 nm/min und 800 nm/min [25, 26].

Abb. 5: Darstellung des Abtragsmechanismus beim CMP (in Anlehnung an [55])
2.2.2 Einsatz in der Mikrosystemtechnik
Der Vorteil des Planarisierens von unebenen Topographien wurde ab Mitte der 90er Jahre auch für die Mikrosystemtechnik erkannt. Sniegowski [28] beschrieb 1996 die Planarisierung von Polysiliziumschichten mit Hilfe des CMP zur verbesserten Herstellung von Mikromotoren. Pitcher [29] stellte in einem historischen Abriss die Entwicklung des CMP von galvanisch abgeschiedenen Nickel-Eisen-Schichten zur Herstellung magnetischer Schreib- und Leseköpfe dar. Verschiedene Sensoren, Aktoren und mikrooptische Baugruppen werden heute mit Hilfe des CMP aus den unterschiedlichsten Materialien hergestellt [28, 30]. Zusätzlich zu den Siliziumoberflächen werden in der Mikrosystemtechnik auch verschiedene Metalle wie Wolfram, Kupfer, Nickel oder Nickel-Eisen, Keramiken und Polymere durch das CMP eingeebnet [30, 31, 32].
Tabelle 1 enthält einige Unterschiede in den Anforderungen der Halbleitertechnik und der Mikrosystemtechnik für das CMP. Im Vergleich zur Halbleitertechnik hat sich die Materialvielfalt der zu bearbeitenden Schichten in der Mikrosystemtechnik vor allem durch die Metalle, Keramiken und Polymere erweitert. Die in der Mikrosystemtechnik benötigten höheren Schichtdicken führen dazu, dass der Materialabtrag während des CMP-Prozesses entweder durch eine chemisch aktivere Slurry oder eine Steigerung der mechanischen Einwirkung erfolgen muss, um einen angemessen hohen Durchsatz zu erreichen. Die Forderungen nach Planarität und Rauheit liegen in der Mikrosystemtechnik unter denen der Halbleitertechnik. Allerdings ist auch die Ausgangstopographie, bedingt durch die höheren Schichtdicken in der Mikrosystemtechnik, unebener. Als Substratmaterial wird üblicherweise in beiden Bereichen Silizium genutzt.

Während in der Halbleitertechnik aus Gründen der Wirtschaftlichkeit Substratgrößen von bis zu 300 mm prozessiert werden, sind in der Mikrosystemtechnik Substratdurchmesser von maximal 200 mm üblich [30].
Eine weitere Herausforderung stellt die gleichzeitige Bearbeitung mehrerer Werkstoffkombinationen durch das CMP dar [33]. Wird im einfachsten Fall von zwei Werkstoffen ausgegangen, sind die Strukturen des einen Werkstoffs häufig in den zweiten Werkstoff eingebettet. Die Werkstoffe unterscheiden sich in den meisten Fällen in ihrer Härte und Elastizität, was bei einer rein mechanischen Bearbeitung zu Stufen- und Gratbildungen an den Werkstoffübergängen führen würde. Diese Stufen- und Gratbildungen können durch die Kombination von chemischem und mechanischem Angriff beim CMP vermieden werden.
Im Rahmen der vorliegenden Arbeit wurde eine Materialkombination aus galvanisch abgeschiedenem Nickel und dem Resist Polymethylmethacrylat (PMMA), mit Schichtdicken größer als 100 μm, chemisch-mechanisch planarisiert. Tabelle 2 zeigt dazu eine Übersicht über die bisher veröffentlichten Ergebnisse des CMP an den für diese Arbeit interessanten Schichten sowie Materialkombinationen.

2.3 Plasmapolieren
Das Plasmapolieren, erstmals im Jahre 1979 von Duradzhi et al. [34] erwähnt, wird als Sonderfall der anodischen Auflösung gesehen. Wird eine metallische Probe in einem geeigneten wässrigen Elektrolyten unter Anlegen eines hohen elektrischen Potentials als Anode gepolt, kommt es durch die Bildung eines Plasmas um die Anode herum zur Erzeugung glänzender und gratfreier Oberflächen [35-37].
Die Grundlage zur Entwicklung eines Plasmas an der Anode in einem wässrigen Elektrolyten ist die in Abbildung 6 dargestellte Gleichstrom-Elektrolysezelle. Unter Aufnahme von Elektronen bildet sich in neutralen oder sauren Lösungen an der Kathode Wasserstoff. An der Anode geht das Metall in
Lösung und Sauerstoff wird gebildet.

Abb. 6: Schematische Darstellung einer Elektrolysezelle
Der niedrigviskose Elektrolyt besteht aus einer wässrigen Lösung, deren Leitfähigkeit durch Zugabe von bis zu 12 Gew.-% verschiedener Salze zwischen 4 Sm-1 und 30 Sm-1 liegt. Typischerweise werden Ammoniumsalze verwendet. Als Kathode wird meist ein Edelstahlblech eingesetzt, dessen Fläche mindestens das Zehnfache der Anodenfläche beträgt. Das Flächenverhältnis ist notwendig, um die für die Plasmabildung erforderlichen hohen Stromdichten an der Anodenoberfläche zu erhalten.

Abb. 7: Schematische Darstellung des Zusammenhangs zwischen Stromdichte i und angelegtem
Potential U (nach [36])
Der Zusammenhang zwischen Stromdichte i und angelegtem Potential U kann in vier Bereiche eingeteilt werden (Abb. 7) [36]:
- Bereich I: der Strom-Spannungsverlauf ist linear ansteigend. Die oben beschriebenen Reaktionen der Metallauflösung, Sauerstoff und Wasserstoffentwicklung laufen an Anode und Kathode ab.
- Bereich II: Auftreten von periodischen Stromunterbrechungen, der Strom-Spannungsverlauf wird instabil. In vereinzelt auftretenden Gasblasen kann es zu explosionsartigen Entladungsvorgängen kommen. Der Elektrolyt wird dadurch von der Anodenoberfläche verdrängt. Dies führt zu Stromunterbrechungen. Bei erneuter Benetzung werden Stromdichten bis zu 100 A/cm2 erreicht.
- Bereich III: aufgrund der starken Erwärmung der Anode bis hin zur Glühtemperatur bildet sich eine Gas-Dampfschicht, auch Elektrolytplasma genannt, zwischen der Elektrode und dem Elektrolyten aus. Die Dicke dieser Phase ist, abhängig von der Elektrolytzusammensetzung, bis zu
einigen 1/10 mm dick und besitzt einen hohen elektrischen Widerstand. Die Stromdichte sinkt auf circa 1 A/cm2 ab. Nach den Ergebnissen von Tien bildet sich in diesem Bereich eine Oxidschicht auf den von ihm untersuchten Eisenwerkstoffen aus. - Bereich IV: elektrohydrodynamischer Bereich, Bereich des Plasmapolierens (nach Tien). Die geschlossene Plasmaschicht wird an der Anodenoberfläche durch die Einwirkung des elektrischen Feldes zerstört. Es kommt zu einem verstärkten Metallabtrag, der durch zischende Geräusche begleitet wird. Die Stromdichte sinkt unter 1 A/cm2 ab. Nach den Untersuchungen von Tien erfolgt der Metallabtrag nach dem Mechanismus der anodischen Auflösung. Aufgrund der hohen Abtragsrate vermutete er zusätzlich eine chemische Metallauflösung. Der Metallabtrag selbst erfolgt gleichmäßig über die Oberfläche. Gefügecharakteristika werden nicht herausgearbeitet, Inhomogenitäten im Grundwerkstoff werden sichtbar gemacht. Die Rauheit der Oberfläche verkleinert sich durch die Bearbeitung in
diesem Bereich.
Bei korrekter Elektrolytzusammensetzung sowie geeigneten Prozessparametern konnten von Tien [36] bei der Plasmapolitur im Bereich IV der i-U-Kurve Ra-Werte von 0,1 μm auf Eisenwerkstoffen sowie von Rakhcheev et al. [38] Ra-Werte von maximal 0,05 μm auf Aluminium und seinen Legierungen erreicht werden. Auch die Entfernung von Graten wurde in dem Bereich IV durch Lingath et al. [35, 37, 39] dokumentiert.
Als eine mögliche Anwendung des Plasmapolierens erwähnte Hoyer et al. [40] schon 1986 die Mikrotechnik. Allerdings sind bis heute keine veröffentlichten Untersuchungen zum Plasmapolieren von Mikrostrukturen bekannt.
2.4 Elektropolieren
Das Elektropolieren, 1910 von Spitalsky [41] entdeckt und seit 1935 von Jacquet [42] systematisch untersucht, gilt wie das Plasmapolieren als Sonderfall der anodischen Auflösung. Wird eine metallische Probe in einem geeigneten Elektrolyten bei korrekter Zellspannung anodisch gepolt, führt das zu glänzenden, hochreflektierenden und gratfreien Oberflächen, die unter anderem eine verbesserte Korrosionsbeständigkeit sowie sehr gute Reinigungseigenschaften aufweisen [43-46].
2.4.1 Verfahrensbeschreibung
Der Aufbau einer Elektrolysezelle kann Abbildung 6 entnommen werden. Die ablaufenden Reaktionen können gemäß den Gleichungen (1) bis (3) beschrieben werden:
2H2O + 2e– ⇔ H2 + 2OH– (1)
Me ⇔ Mez+ + ze– (2)
2H2O ⇔ O2 + 4H+ + 4e– (3)
Gleichung (1) ist hierbei die kathodische Reaktion und die Gleichung (2) und (3) beschreiben die an der Anode ablaufenden Vorgänge.
Der Elektrolyt besteht gewöhnlich aus konzentrierten und damit viskosen Säuren wie Phosphorsäure, Schwefelsäure oder ihren Mischungen [44, 47]. Additive wie Polyethylenglykol können das Ergebnis des Elektropolierens durch die Hemmung der Sauerstoffentwicklung verbessern [48]. Die Voraussetzung für das Elektropolieren ist der in Abbildung 8 gezeigte, idealisierte Zusammenhang zwischen der Stromdichte i und dem Elektrodenpotential U.

Abb. 8: Darstellung einer idealisierten Stromdichte-Potential-Kurve
Bei ansteigendem Potential steigt die Stromdichte stark an, die Anodenoberfläche wird geätzt. Dieser Bereich wird aktiver Bereich genannt. Die Metallauflösung erfolgt hier vorrangig an Kristallebenen mit höherer Oberflächenenergie, wie beispielsweise Korngrenzen. Dadurch wird eine im Aussehen matte Oberfläche erzeugt. Bei weiter steigendem Potential fällt die Stromdichte plötzlich ab. Unmittelbar auf der Anodenoberfläche hat sich eine Oxid- oder Passivschicht ausgebildet. Zusätzlich kommt es, bedingt durch den hohen Metallsalzgehalt vor der Anode, zur Bildung einer viskosen, den Stofftransport limitierenden Schicht, auch Diffusionsschicht genannt. Eine Voraussetzung für die Bildung dieser Diffusionsschicht ist das Vorhandensein eines viskosen Elektrolyten. Aus diesem Grund erfolgt das Elektropolieren in den meisten Fällen in hochkonzentrierten, viskosen Säuren [43, 46, 47]. Die Auflösungsrate in diesem Plateau-Bereich wird im Allgemeinen durch die Viskosität des Elektrolyten, den Diffusionskoeffizienten der limitierenden Komponente und die erzwungene bzw. natürliche Konvektion bestimmt [48, 49]. Die Entstehung der transportlimitierenden Schicht ist noch nicht vollständig verstanden. Zwei verschiedene Mechanismen werden diskutiert, die die Bildung dieser Schicht und das in der i-U-Kurve entstehende Plateau erklären können [43, 44, 48, 50]:
- Salzfilm-Mechanismus: bedingt durch die Metallauflösung häufen sich Metallionen so lange vor der Anodenoberfläche an, bis die Löslichkeit eines Salzes überschritten wird. Durch Keimbildung entsteht aus der übersättigten Lösung eine neue Phase, ein fester Salzfilm, der auf der Anoden-
oberfläche ausfällt. Die Metallionen wandern durch den Salzfilm in den Elektrolyten. Die Auflösungsrate wird bestimmt durch den Abtransport der Metallionen von der Film/Elektrolyt-Grenzschicht in den Elektrolyten jenseits des Films. Der Salzfilm bildet keine starre Schicht auf der Oberfläche aus. Er löst sich kontinuierlich an der Salzfilm/Elektrolyt-Grenzfläche auf und wird an der Grenzfläche Metalloberfläche/Salzfilm neu gebildet. - Akzeptor-Mechanismus: es wird angenommen, dass die Metallionen so lange auf der Anodenoberfläche adsorbiert bleiben, bis sie von einem Akzeptor wie Wasser oder einem Anion komplexiert werden. Die Auflösungsrate bei diesem Mechanismus wird durch den Antransport der Akzeptoren an die Anodenoberfläche bestimmt.
Werden Oberflächen in diesem Plateau- oder Passivbereich elektropoliert, entstehen glänzende Oberflächen. Der Abtragsmechanismus beruht darauf, dass die Auflösungsrate an Rauheitsspitzen größer ist als in Rauheitstälern (Abb. 9).

Abb. 9: Schematische Darstellung der zunehmenden Einebnung beim Elektropolieren in zeitlicher Abfolge, beginnend bei a)
Die konkret ablaufenden Mechanismen werden in Abhängigkeit der Oberflächenrauheiten makro- beziehungsweise mikroskopisch betrachtet [43-47]:
- Makroskopisch wird die Oberfläche eingeebnet und geglättet. Oberflächenrauheiten > 1 μm werden durch eine höhere Stromdichte, und daraus resultierend einem höheren Metallabtrag, an den Rauheitsspitzen abgetragen.
- Mikro- und nanoskopischer Abtrag bringt die Oberfläche zum Glänzen. Oberflächenrauheiten < 1 μm werden durch eine transportlimitierende Schicht auf der Anoden-
oberfläche abgetragen.
Das Ziel eines idealen Elektropolierprozesses ist die Bearbeitung beider Skalen [47], die nach Maier [45] zwar nach demselben Mechanismus, allerdings unterschiedlich schnell eingeebnet werden.
Steigt das Potential im weiteren Verlauf der i-U-Kurve an, steigt die Stromdichte ebenfalls wieder an. Es kommt zur Entstehung von weiteren Oxidationsreaktionen, wie beispielsweise der Bildung von Sauerstoff. Wird die Oberfläche in diesem transpassiven Bereich bearbeitet, kommt es, bedingt durch die anhaftenden Gasbläschen, zu einem nicht homogenen Abtrag.
Laut Shigolev [46] befindet sich der optimale Bereich, um den besten Elektropolier-
effekt zu erhalten, entweder knapp unterhalb des Einsetzens der Sauerstoffentwicklung im Passivbereich oder aber massiv im transpassiven Bereich. Die sich dort bildenden Sauerstoffbläschen haben eine kritische Größe überschritten und haften deshalb nicht mehr auf der Oberfläche an. Allerdings kann es durch die daraus resultierende starke Konvektion zu ungewollten Strukturbildungen auf der Anodenober-
fläche kommen [43].
Das Elektropolieren ist ein komplexer Vorgang, dessen Ergebnis von einer Reihe von Faktoren beeinflusst wird [43, 46, 47]:
- Elektrolytparameter
die Temperatur, die Konzentration sowie die Zusammensetzung - Äußere Parameter
die Strömungsgeschwindigkeit (um eine möglichst gleichmäßige Diffusionsschichtdicke zu erhalten), die Stromdichteverteilung (auch möglichst gleichmäßig, um einen homogenen Abtrag der Rauheitsspitzen zu erreichen) sowie die Elektropolierdauer - Werkstoffparameter
die Passivierbarkeit des Werkstoffs, die Gefügestruktur sowie bei Legierungen die Zusammensetzung
Nur bei einem geeigneten Zusammenspiel der hier genannten Faktoren kann eine glatte und glänzende Oberfläche erreicht werden.
2.4.2 Einsatz in der Mikrosystemtechnik
Das Elektropolieren wurde in der Halbleitertechnik als möglicher Ersatz für das CMP von galvanisch abgeschiedenen Kupferschichten untersucht. Als Vorteile gegenüber dem CMP werden die Einfachheit des Prozesses, die Abwesenheit von Partikelverunreinigungen, die leichte Endpunktdetektion sowie der berührungslose Prozess gesehen [51]. Das Ziel war, wie beim CMP, eine gleichmäßig ebene Oberflächentopographie zu erhalten. Der Erfolg der Planarisierung ist abhängig von den sich auf dem Substrat befindenden Strukturgeometrien. Abbildung 10 zeigt schematisch den Zusammenhang zwischen der Oberflächentopographie einer Kupferschicht und der sich beim Elektropolieren ausbildenden Diffusionsschichten. Sind die Topographien in ihren lateralen Abmessungen gleich groß oder größer als die Dicke der Diffusionsschicht (gepunktete Linie in Abbildung 10, natürliche Konvektion), passt sich die Diffusionsschicht dem Oberflächenprofil an. Ihre Dicke ist, gemessen an jedem beliebigen Punkt dieser Topographien konstant. Dies hat einen geringen und gleichmäßigen Materialabtrag über die gesamten Topographien zur Folge. Die Oberfläche wird abgetragen aber nicht planarisiert. Sind die Topographien in ihren lateralen Abmessungen kleiner als die Diffusionsschichtdicke, passt sich die Diffusionsschicht nicht dem Oberflächenprofil an (Abb. 10 rechts). Ihre Dicke ist an diesen Topographien ungleichmäßig, das heißt kleiner als in dem oben dargestellten Fall. An solchen Stellen kommt es zu einem ungleichmäßigen Materialabtrag, der in einer lokale Planarisierung der Topographie resultiert [50, 51].

Abb. 10: Schematische Darstellung typischer Halbleiterstrukturen, aufgefüllt mit galvanisch abgeschiedenem Kupfer. Die gepunktete Linie oberhalb der Kupferstrukturen stellt die Ausbildung der Diffusionsschicht bei natürlicher Konvektion ohne Rotation dar, die gestrichelte Linie stellt die Ausbildung bei erzwungener Konvektion durch Rotation der Halbleiterstrukturen dar [51]
Um nicht nur lokal, an sehr schmalen Topographien, sondern auch global und an breiten Topographien eine Einebnung zu erreichen, darf sich die Diffusionsschicht nicht dem Oberflächenprofil anpassen. Sie muss, bezogen auf eine gedachte, glatte Oberfläche, gleichmäßig dick sein (gestrichelte Linie in Abb. 10). Dies resultiert in einem maximalen Materialabtrag an den Stellen, an denen die Diffusionsschichtdicke minimal ist. Eine Möglichkeit der Umsetzung dieser Forderung ist die Rotation des Substrats, wobei die Rotationsrate mindestens 300 Umdrehungen pro Minute betragen muss.
Aufgrund der hier dargestellten Strukturabhängigkeit wird das Elektropolieren als alleiniger Prozess in der Halbleiterindustrie nicht für das Planarisieren eingesetzt. Weiteren Anwendungen in der Mikrotechnik sind nicht bekannt [50, 51]. Die in der Literatur beschriebene Elektropolitur an Mikrostrukturen bezieht sich auf aus dem Vollen hergestellten Strukturen. Die Elektropolitur von Mikrostrukturen, hergestellt durch das LIGA-Verfahren, ist in der Literatur bisher nicht beschrieben worden.
3 Experimentelles
3.1 Herstellung der Mikrostrukturen
Die im Rahmen der vorliegenden Arbeit verwendeten Mikrostrukturen wurden in Anlehnung an das LIGA-Verfahren [3] hergestellt. Als Substrat diente ein einseitig mit 2,5 μm Titan beschichteter Siliziumwafer mit einem Durchmesser von 100 mm. In einer wässrigen Lösung wurde auf der Titanoberfläche eine leitfähige Titanoxidschicht (TiOx) erzeugt. Auf diese TiOx-Schicht wurde ein Polymethylmetacrylat (PMMA)-Plättchen maschinell aufgeklebt (Abmessungen PMMA Plättchen: 75 mm x 30 mm; Dicken zwischen 100 μm und 400 μm). Der verwendete Kleber bestand ebenfalls aus PMMA. Die Strukturierung des PMMA durch Röntgentiefenlithographie mit Synchrotronstrahlung wurde an der Litho2-Beamline der Synchrotronstrahlungsquelle ANKA mit einer entsprechenden Arbeitsmaske durchgeführt. Belichtet wurde das PMMA durch ebenfalls röntgenlithographisch hergestellte Arbeitsmasken mit röntgenoptisch dichten Goldabsorbern [2, 52].
Ein so genanntes Mikroprüfkörper-Layout wurde im Rahmen der Untersuchungen verwendet. Dabei handelt es sich um ein für die Materialcharakterisierung von Mikrostrukturen entwickeltes Layout mit unterschiedlichen nummerierten Mikroprüfkörpergeometrien [53, 54]. Die Stegbreiten der Strukturen lagen zwischen 50 μm und 400 μm (Abb. 11). Die Dicke des verwendeten Resists betrug 300 μm bis 400 μm, die Höhe der abgeschiedenen Nickelschicht lag bei 120 μm. Durch die sich wiederholenden Strukturgeometrien konnten mögliche Abhängigkeiten der verschiedenen Endbearbeitungsmethoden von der Position und der Strukturgröße sichtbar gemacht werden.

Abb. 11: Mikroprüfkörper-Layout mit 72 Prüfkörpern, abgeschieden aus einem Nickel-Elektrolyten. Die Detailaufnahme zeigt einen Mikrozugprüfkörper sowie die dazugehörigen geometrischen Abmessungen
Die durch die Strahlung chemisch modifizierten PMMA-Bereiche wurden mit den zwei Entwicklern GG und BDG auf Diethylenglycolmonobutylether-Basis bei Raumtemperatur entwickelt. Die dadurch entstandene PMMA-Struktur wurde in einem nachfolgenden Galvanoformungsschritt mit Nickel, abgeschieden aus einem Sulfamatelektrolyten, auf die gewünschte Höhe aufgefüllt. Die Elektrolyt-Temperatur lag bei 52±1 °C, die Stromdichte betrug 1 A/dm2.
Die Galvanoformung fand am IMT in zwei unterschiedlichen Anlagentypen statt; einer Hega-Anlage und einer Technotrans mf.100. Die Anlagen unterscheiden sich in ihrem Elektrolytvolumen, ihrer Innenraumgeometrie, der Elektrolytanströmung und der Kathodenbewegung. So werden die Substrate in der Hega-Anlange mittels einer linearen Warenbewegung bewegt, in der Technotrans-Anlage hingegen rotiert das Substrat mit einer Geschwindigkeit von 60 U/min. Die aus einer Hega-Anlage abgeschiedenen Strukturen zeigen eine gleichmäßig matte Schicht (Abb. 12a). Die Oberfläche der aus der Technotrans mf.100 abgeschiedenen Strukturen erscheinen glänzend. Im Bereich der Außenkanten der einzelnen Mikrostrukturen sowie rund um die auf den einzelnen Mikroprüfkörpern enthaltenen Kennzeichnungen herum sind Welligkeiten sichtbar (Abb. 12b).
Des Weiteren weisen die Schichten, bedingt durch die verschiedenen, anlagenbedingten Abscheidebedingungen und die daraus resultierenden unterschiedlichen Stromdichteverteilungen, veränderte Eigenschaften auf. Die aus der Technotrans mf.100 abgeschiedenen Schichten weisen, aufgrund eines feinkörnigeren Gefüges, eine höhere Härte (440 HV0,1) als die aus einer Hega-Anlagen erhaltenen Schichten (360 HV0,1) auf. Abbildung 12c und 12d zeigen das jeweils resultierende Gefüge, aufgenommen an einem Focused-Ion-Beam-Mikroskop. Unabhängig von der Anlage können sich Spalte, bedingt durch das Aufquellen des PMMAs aufgrund der langen Verweildauer im Elektrolyten bei erhöhten Temperaturen, bilden. Das Nickel bildet die daraus resultierende Formänderung des PMMAs ab. Nach der Entnahme des Substrats aus dem Elektrolyten trocknet das PMMA und schrumpft. Diese Formänderung kann zu Spaltbildungen zwischen den Nickelstrukturen und dem PMMA führen.

Abb. 12: Gegenüberstellung der Nickel-Schichten, abgeschieden aus einer Hega- (a, c) und einer Technotrans-Anlange (b, d); (a) und (b) zeigen die Oberfläche anhand von Mikroskop-Aufnahmen, (c) und (d) zeigen das entsprechende Gefüge anhand einer Focused-Ion-Beam-Mikroskop-Aufnahme
Wenn es für oder nach der Endbearbeitung notwendig war, wurde das noch vorhandene PMMA in einem weiteren Belichtungsschritt mit Synchrotronstrahlung ohne Maske belichtet und anschließend bei 50 °C in BDG entfernt.
3.2 Charakterisierung der Mikroprüfkörper
Um die Veränderung der Oberfläche der Mikroprüfkörper durch die untersuchten Endbearbeitungen zu erfassen, wurden diese sowohl qualitativ als auch quantitativ charakterisiert. Neben der Beschreibung des methodischen Vorgehens werden in diesem Kapitel auch die daraus resultierenden Ergebnisse der Oberflächen der Mikroprüfkörper nach der galvanischen Abscheidung (entspricht dem Ausgangszustand) dargestellt. Diese charakterisierten Oberflächen dienen den durch die jeweiligen Endbearbeitungen erhaltenen Oberflächen als Referenz.
In Abhängigkeit der galvanischen Abscheidung wurde zwischen den Abscheidezuständen Hega und Technotrans unterschieden. Hega bezeichnet die Abscheidung der Mikroprüfkörper aus einer Hega-Anlage, Technotrans beschreibt analog die Abscheidung aus der Technotrans-Anlage.
3.2.1 Mikroskopische Betrachtung
Die qualitative Charakterisierung der Oberfläche erfolgte mit Hilfe zweier Messmikroskope bei verschiedenen Abbildungsmaßstäben. Neben einem ersten optischen Vergleich der Oberflächen erfolgten detaillierte Aufnahmen der Mikroprüfkörper, sowohl der Oberflächen als auch der Kanten und Seitenwände an einem Rasterelektronenmikroskop (REM).
Bedingt durch das Schichtwachstum während der galvanischen Abscheidung weisen die Oberflächen der Strukturen nach der Galvanoformung eine inhomogene Topographie auf (Abb. 13). Die Oberflächen der Hega-Strukturen wirken durch die großen Nickelerhebungen sowie die spitzen Nickelkristallite wellig und rau (Abb. 13a und Abb. 13b), während die Oberflächen der Technotrans-Strukturen ebener und durch das runde Wachstum der Nickelkristallite glatter wirken (Abb. 13c und Abb. 13d).

Abb. 13: REM-Aufnahmen an zwei unterschiedlichen Mikroprüfkörpern nach der galvanischen Abscheidung (Referenzzustand) aus der Hega-Anlage (a, b) und aus der Technotrans-Anlage (c, d); die Aufnahmen wurden unter einem Kippwinkel von 50° aufgenommen
Die Kanten, sowohl zur Oberfläche hin als auch zum Substratgrund, sind deutlich rechtwinkelig ausgeprägt. Die Seitenwände bilden den Resist, und somit auch mögliche Fehler, detailliert ab. So können die Verfärbungen im unteren Bereich der Seitenwände der PMMA-Klebeschicht (Abb. 13a und Abb. 13c) und die Ausbeulung an der Seitenwand in Abbildung 13b einer Pore im PMMA-Plättchen zugeordnet werden. Die in Abbildung 13c zu erkennenden großflächigen Verfärbungen an der Seitenwand sind Veränderungen, die hier nicht näher betrachtet wurden.
3.2.2 Globale Planarität
Ebenfalls durch Messmikroskope wurden die abgeschiedenen Nickelhöhen der Mikroprüfkörper mit Hilfe eines Höhentasters bei einem Abbildungsmaßstab von 40:1 ermittelt. Die Positionen der Messpunkte sind in Abbildung 14 dargestellt. Die Differenz des minimalen zu dem maximal gemessenen Höhenwert über das gesamte Layout ergab sich zur globalen Planarität, die als Maß für die Einebnung verstanden wird.

Abb. 14: Darstellung der Messpunkte für die Höhenmessungen im Mikroprüfkörper-Layout
Abbildung 15 zeigt die Verteilung der Nickelhöhen der Abscheidezustände Hega und Technotrans nach der galvanischen Abscheidung jeweils an einem Konturdiagramm (Abb. 15a und Abb. 15c) und an einem 3-D-Oberflächendiagramm (Abb. 15b und Abb. 15d) dar. Zur besseren Orientierung wurde dem Konturdiagramm ein vereinfachtes Mikroprüfkörper-Layout als Liniendiagramm sowie die 39 Höhenmesspunkte als schwarze Quadrate überlagert.

Abb. 15: Darstellung der globalen Planarität nach der galvanischen Abscheidung (Referenzzustand) als Kontur- (a, c) sowie als 3-D Oberflächendiagramm (b, d) in den Abscheidezuständen Hega (a, b) und Technotrans (c, d)
Die inhomogene Stromdichteverteilung bei der galvanischen Abscheidung resultiert in einem ungleichmäßigen Wachstum der Nickelschicht. Über das gesamte Layout führt das von der Mitte bis zum Rand hin zu größer werdenden Nickelhöhen. Bei identischer Elektrolytzusammensetzung und gleichbleibenden Abscheideparametern variiert die Ausprägung dieser globalen Planarität vorrangig in Abhängigkeit der Kathodenbewegung. Neben dem Einfluss der jeweiligen Zellanordnung resultiert die lineare Kathodenbewegung der Hega-Anlage in einer globalen Planarität von 120 μm, die rotierende Kathodenbewegung der Technotrans-Anlage führt zu einer globalen Planarität von 76 μm.
3.2.3 Entwicklung der Rauheiten
Um verschiedene Einflussfaktoren hinsichtlich der Rauheitsentwicklung im Mikroprüfkörper-Layout zu untersuchen, wurden vier verschiedene Messpunkte auf dem Layout bestimmt und ausgewertet (Abb. 16). Die Positionsabhängigkeit wurde jeweils an zwei identischen Strukturen, Messpunkte 1 und 8 sowie Messpunkte 16 und 21, mit unterschiedlicher Position im Layout untersucht. Der Einfluss der Größe der Mikrostruktur auf die Rauheit, bei gleichbleibender Messstrecke, wurde mit der Gegenüberstellung der Messpunkte 1 und 8 zu den Messpunkten 16 und 21 erreicht. Auch der Einfluss der Abscheidezustände auf die Rauheit wurde untersucht.

Abb. 16: Messpunkte für die Rauheitsmessung im Mikroprüfkörper-Layout
Zur Charakterisierung wurden Oberflächenprofile mit Hilfe eines Tastschnittgeräts aufgenommen. Neben dem aus dem Primärprofil erhaltenen Pa-Wert wurde auch der aus der spektralen Leistungsdichte errechnete Rq-Wert bestimmt. Die Messparameter können Tabelle 3 entnommen werden. Pro Messpunkt erfolgten jeweils drei Linienscan. Die Richtung des Linienscans, von links nach rechts, ist in Abbildung 16 angegeben.
Abbildung 17 zeigt eine Gegenüberstellung der gemessenen Pa-Werte an den vier Messpunkten nach der galvanischen Abscheidung aus einer Hega- und einer Technotrans-Anlage. Die Größe des Pa-Werts, in Abhängigkeit der Position der Strukturen im Layout, hängt von dem Verhältnis der Messlänge zur Strukturgröße ab. Entspricht die Strukturgröße dem Fünffachen der Messlänge, wie es bei den Positionen 1 und 8 der Fall ist, ergibt sich keine Abhängigkeit des Pa-Werts von der Lage der Strukturen im Layout. Ist die Strukturgröße nahezu gleich der Messlänge, wie bei den Positionen 16 und 21, ist eine Abhängigkeit des Pa-Werts von der Position im Layout zu erkennen.
Je nach Abscheidezustand ergibt sich ein erhöhter Pa-Wert am Rand (Technotrans) beziehungsweise in der Mitte (Hega) des Layouts. Auch die Abhängigkeit des Pa-Werts von der Größe der Mikrostrukturen beruht auf dem oben genannten Verhältnis. Der Pa-Wert ist umso größer, je geringer das Verhältnis von Messlänge zu Strukturgröße ist. Daraus resultiert ein um bis zu doppelt so großer Pa-Wert an den Positionen 16 und 21, verglichen mit den Positionen 1 und 8. Der Grund für die große Abhängigkeit des Pa-Werts von dem Verhältnis der Messlänge zur Strukturgröße liegt in dem immer größer werdenden Einfluss der Formabweichung (Abb. 18a) bei geringer werdendem Verhältnis von Messlänge zu Strukturgröße. Ursache der Formabweichung ist das ungleichmäßige Wachstum der Nickelschicht innerhalb der Strukturen.
Mit Hilfe der spektralen Leistungsdichte (PSD) können Rq-Werte, unabhängig von Formeinflüssen und dadurch auch an unterschiedlich großen Mikrostrukturen vergleichbar, ermittelt werden. Abbildung 18 zeigt exemplarisch, aufgenommene und jeweils mit einer Ausgleichgeraden subtrahierte Oberflächenprofile sowie die dazugehörigen PSD-Kurven. Dargestellt sind Profile der Messpunkte 1 und 21 aus dem Abscheidezustand Technotrans. Beide Oberflächen erscheinen stark zerklüftet und rau, die an Position 21 zu erwartende Formabweichung in Gestalt einer Krümmung ist vorhanden (Abb. 18a). Die in Abbildung 18b dargestellten PSD-Kurven der beiden Positionen sind nahezu deckungsgleich. Lediglich die Schnittpunkte der Kurve mit der y-Achse variieren aufgrund der Oberflächenkrümmung von Position 21. So liegt der Schnittpunkt für Position 1 μm3 bei 2,5 μm3, für Position 21 bei 4,8 μm3.
Für die Vergleichbarkeit der Rauheitswerte untereinander wurden die Rq-Werte zwischen den Ortsfrequenzen 1,42 μm-1 und 15 μm-1 errechnet. Die in Abbildung 19 dargestellte Gegenüberstellung der aus den PSD-Kurven errechneten Rq-Werte an den vier Messpunkten mit unterschiedlichen Abscheidezuständen zeigt ein deutlich verändertes Bild im Vergleich zu den in Abbildung 17 dargestellten Pa-Werten. Die Skala der Rauheitswerte zwischen den oben genannten Frequenzen liegt im unteren nm-Bereich. Weder ein Einfluss in Abhängigkeit der Position der Strukturen im Layout noch der Größe der Mikrostrukturen, noch des Abscheidezustands auf den Rq-Wert kann erkannt werden.

Abb. 17: Abhängigkeit des Pa-Werts von der Position der Strukturen im Layout, der Größe der Mikrostrukturen und des Abscheidezustandes nach der galvanischen Nickelabscheidung
wird fortgesetzt
Literatur
[1] Madou, Marc J.: Fundamentals of Microfabrication: The Science of Miniaturization. Boca Raton (Florida): CRC Press, 2002
[2] Menz, W.; Mohr, J.; Paul, O.: Mikrosystemtechnik für Ingenieure. Weinheim: Wiley-VCH, 2005
[3] Becker, E. W.; Ehrfeld, W.; Hagmann, P.; Maner, A.; Münchmeyer, D.: Fabrication of microstructures with high aspect ratios and great structural heights by synchrotron radiation lithography, galvanoforming, and plastic moulding (LIGA process). In: Microelectronic Engineering 4 (1986), Nr. 1, S. 35-56
[4] Gerlach, Gerald; Dötzel, Wolfram: Einführung in die Mikrosystemtechnik. Leipzig: Fachbuchverlag (im Carl Hanser Verlag), 2006
[5] Saile, Volker: Introduction: LIGA and its Applications. In: Saile, Volker; Wallrabe, Ulrike; Tabata, Osamu; Korvink, Jan G (Hrsg.): LIGA and its Applications. Weinheim: Wiley-VCH Verlag GmbH & Co. KGaA, 2009, S. 1-10
[6] Jiang, X.; Scott, P. J.; Whitehouse, D. J.; Blunt, L.: Paradigm shifts in surface metrology. Part II. The current shift. In: Proceedings of the Royal Society a-Mathematical Physical and Engineering Sciences 463 (2007), 2085, S. 2071-2099
[7] Guckel, H.: High-aspect-ratio micromachining via deep X-ray lithography. In: Proceedings of the IEEE 86 (1998), Nr. 8, S. 1586-1593
[8] Horsch, Ch.; Schulze, V.; Löhe, D.: Deburring and surface conditioning of micro milled structures by micro peening and ultrasonic wet peening. In: Microsystem Technologies 12 (2006), Nr. 7, S. 691-696
[9] Jeong, Young Hun; HanYoo, Byung; Lee, Han Ul; Min, Byung-Kwon; Cho, Dong-Woo; Lee, Sang Jo: Deburring microfeatures using micro- EDM. In: Journal of Materials Processing Technology 209 (2009), Nr. 14, S. 5399-5406
[10] Yoo, Byung Han; Jeong, Young Hun; Min, Byung-Kwon; Lee, Dang Jo (Hrsg.); Institute of Electrical and Electronics Engineers (Veranst.): Electric Field Analysis for Micro-EDM Deburring Process (International Conference on Smart Manufacturing Application 2008), Gyeonggi-do, Korea: Institute of Electrical and Electronics Engineers
[11] Dobrev, T.; Pham, D.T.; Dimov, S.S. (Hrsg.); 4M Network of Excellence (Veranst.): Electro-chemical polishing: a technique for surface improvements after laser milling (Multi-Material Micro Manufacture (4M) 2007), Borovets, Bulgarien: Whittles Publishing
[12] Hung, Jung-Chou; Yan, Biing-Hwa; Liu, Hung-Sung; Chow, Han-Ming: Micro-hole machining using micro-EDM combined with electropolishing. In: Journal of Micromechanics and Microengineering 16 (2006), Nr. 8, S. 1480-1486
[13] Schaller, T.; Bohn, L.; Mayer, J.; Schubert, K.: Microstructure grooves with a width of less than 50 μm cut with ground hard metal micro end mills. In: Precision Engineering 23 (1999), Nr. 4, S. 229-235
[14] Dettner, H. W.; Elze, J.: Handbuch der Galvanotechnik. München: Carl Hanser Verlag, 1964
[15] Kanani, Nasser: Galvanotechnik. Grundlagen, Verfahren, Praxis. München: Carl Hanser Verlag, 2000
[16] Leyendecker, K.; Bacher, W.; Bade, K.; Stark, W.: Untersuchungen zum Stofftransport bei der Galvanoformung von LIGA-Mikrostrukturen. Universität Karlsruhe, Institut für Mikrostrukturtechnik, Diss., 1995
[17] Börner, M. W.; Kohl, M.; Pantenburg, F. J.; Bacher, W.; Hein, H.; Schomburg, W. K.: Sub-micron LIGA process for movable microstructures. In: Microelectronic Engineering 30 (1996), Nr. 1-4, S. 505-508
[18] Fischer, Hellmuth: Elektrolytische Abscheidung und Elektrokristallisation von Metallen. Berlin: Springer-Verlag, 1954
[19] Goods, S. H. ; Kelly, J. J.; Talin, A. A.; Michael, J. R.; Watson, R. M.: Electrodeposition of Ni from Low-Temperature Sulfamate Electrolytes. In: Journal of The Electrochemical Society 153 (2006), Nr. 5, S. C322- C331
[20] Zantye, Parshuram B.; Kumar, Ashok; Sikder, A. K.: Chemical mechanical planarization for microelectronics applications. In: Materials Science and Engineering: R: Reports 45 (2004), Nr. 3-6, S. 89-220
[21] Singh, Rajiv K.; Bajaj, R.: Advances in Chemical Mechanical Planarization. In: MRS Bulletin 27 (2002), Nr. 10, S. 743-751
[22] Tsujimura, M.: Processing Tools For Manufacturing. In: Li, Yuzhuo (Hrsg.): Microelectronic Applications of Chemical Mechanical Planarization. Hoboken (New Jersey): John Wiley & Sons, Inc., 2008, S. 57-80
[23] Dornfeld, David; Lee, Dae-Eun: Precision Manufacturing. Berlin: Springer-Verlag, 2007
[24] Li, Yuzhuo: Why CMP? In: Li, Yuzhuo (Hrsg.): Microelectronic Applications of Chemical Mechanical Planarization. Hoboken (New Jersey): John Wiley & Sons, Inc., 2008, S. 1-24
[25] Burkhard, Craig D.: Consumables For Advanced Shallow Trench Isolation (STI). In: Li, Yuzhuo (Hrsg.): Microelectronic Applications of Chemical Mechanical Planarization. Hoboken (New Jersey): John Wiley & Sons, Inc., 2008, S. 369-400
[26] Cheemalapati, Krishnayya; Keleher, Jason; Li, Yuzhuo: Key Chemical Components In Metal CMP Slurries. In: Li, Yuzhuo (Hrsg.): Microelectronic Applications of Chemical Mechanical Planarization. Hoboken (New Jersey): John Wiley & Sons, Inc., 2008, S. 201-248
[27] Bartha, J. W.; Bormann, T.; Estel, K.; Zeidler, D. (Hrsg.); Materials Research Society (Veranst.): Assessment of planarization length variation by the Step-Polish-Response (SPR) Method (MRS Spring Meeting 2004), San Francisco (CA): Materials Research Society
[28] Sniegowski, Jeffry J.: Chemical-mechanical polishing: enhancing the manufacturability of MEMS. In: Proceedings of SPIE 1879 (1996), Nr. 104-115
[29] Pitcher, C. M. (Hrsg.); Institute for Microelectronics Interconnection (Veranst.): A history of nickel-iron (NiFe) CMP as used in the magnetic heads industry (Eighth International Conference on Chemical- Mechanical Polish (CMP) Planarization for ULSI Multilevel Interconnection (CMP-MIC) 2003), Marina Del Ray, California: Institute for Microelectronics Interconnection
[30] Zwicker, Gerfried: Fabrication of Microdevices using CMP. In: Li, Yuzhuo (Hrsg.): Microelectronic Applications of Chemical Mechanical Planarization. Hoboken (New Jersey): John Wiley & Sons, Inc., 2008, S. 401-430
[31] Du, Tianbao; Vijayakumar, Arun; Sundaram, Kalpathy B.; Desai, Vimal: Chemical mechanical polishing of nickel for applications in MEMS devices. In: Microelectronic Engineering 75 (2004), Nr. 2, S. 234-241
[32] Zhong, Z. W.; Wang, Z. F.; Tan, Y. H.: Chemical mechanical polishing of polymeric materials for MEMS applications. In: Microelectronics Journal 37 (2006), Nr. 4, S. 295-301
[33] Gatzen, H. H.; Cvetkovic, S.: Modellierung des CMP-Prozesses zum Planarisieren von Mikrosystemen. In: Hoffmeister, Hans-Werner; Denkena, Berend (Hrsg.): Jahrbuch Schleifen, Honen, Läppen und Polieren. Essen: Vulkan-Verlag, 2007, S. 342-361
[34] Duradzhi, V. N.; Bryantsev, I. V.; Tokarov, A. K.: Investigation of erosion of the anode under the action of an electrolytic plasma on it (auf Russisch). In: Elektronnaya Obrabotka Materialov 5 (1979), Nr. 15-19
[35] Schutzrecht DE 102 07 632 B4 (2006). – Verfahren zum Plasmapolieren von Gegenständen aus Metall und Metalllegierungen
[36] Tien, Nguyen D.: Untersuchung anodischer elektrischer Entladungsvorgänge in Elektrolytlösungen an Eisenwerkstoffen. Universität Chemitz, Fakultät für Maschineningenieurwesen (Sektion Chemie und Werkstofftechnik), Diss., 1984
[37] Yerokhin, A. L.; Nie, X.; Leyland, A.; Matthews, A.; Dowey, S. J.: Plasma electrolysis for surface engineering. In: Surface and Coatings Technology 122 (1999), Nr. 2-3, S. 73-93
[38] Schutzrecht RU 2260079 (2005). – Method of combined treatment of parts made from aluminum and its alloys
[39] Nevyantseva, R. R.; Gorbatkov, S. A.; Parfenov, E. V.; Bybin, A. A.: The influence of vapor-gaseous envelope behavior on plasma electrolytic coating removal. In: Surface and Coatings Technology 148 (2001), Nr. 1, S. 30-37
[40] Schutzrecht DD 238 074 A1 (1986). – Verfahren zum Hochglänzen stromleitender Werkstücke im anodischen Elektrolytplasma
[41] Schutzrecht DE 225873 (1909). – Verfahren, den Oberflächen von Metallen und galvanischen Metallniederschlägen ein glänzend poliertes Aussehen zu geben
[42] Jacquet, Pierre: Sur une nouvelle methode d‘obtention de surfaces metalliques parfaitment polies. In: Academie des Sciences (Sitzung vom 30.12.1935) (1935), Nr. 1473-1475
[43] Buhlert, Magnus: Elektropolieren. Bad Saulgau: Eugen G. Leuze Verlag, 2009
[44] Landolt, D.: Fundamental aspects of electropolishing. In: Electrochimica Acta 32 (1987), Nr. 1, S. 1-11
[45] Maier, Kurt: Analyse oberflächennaher Bereiche – Entwicklung und Anwendung einer neuen ‚Absolutmethode‘ zur Abtragung dünner Schichten durch Elektropolieren. Universität Stuttgart, Institut für Werkstoffwissenschaften, Diss., 1978
[46] Shigolev, P. V.: Electrolytic and Chemical Polishing of Metals. Tel- Aviv: Freund Publishing House, 1974
[47] Tegart, W. J.: The Electrolytic and Chemical Polishing of Metals in research and industry. Oxford: Pergamon Press, 1959
[48] West, A. C.; Deligianni, H.; Andricacos, P. C.: Electrochemical planarization of interconnect metallization. In: IBM Journal of Research and Development 49 (2005), Nr. 1, S. 37-48
[49] Padhi, D.; Yahalom, J.; Gandikota, S.; Dixit, G.: Planarization of Copper Thin Films by Electropolishing in Phosphoric Acid for ULSI Applications. In: Journal of The Electrochemical Society 150 (2003), Nr. 1, S. G10-G14
[50] Economikos, Laertis: Planarization Technologies Involving Electrochemical Reactions. In: Li, Yuzhuo (Hrsg.): Microelectronic Applications of Chemical Mechanical Planarization. Hoboken (New Jersey): John Wiley & Sons, Inc., 2008, S. 319-344
[51] Suni, Ian I.; Du, Bing: Cu Planarization for ULSI Processing by Electrochemical Methods: A Review. In: IEEE Transactions on Semiconductor Manufacturing 18 (2005), Nr. 3, S. 341-349
[52] Achenbach, S.; Pantenburg, F. J.; Mohr, J.: Optimierung der Prozeßbedingungen zur Herstellung von Mikrostrukturen durch ultratiefe Röntgenlithographie (UDXRL). Universität Karlsruhe, Institut für Mikrostrukturtechnik, Diss., 2000
[53] Aktaa, J.; Reszat, J. T.; Walter, M.; Bade, K.; J.Hemker, K.: High cycle fatigue and fracture behavior of LIGA Nickel. In: Scripta Materialia 52 (2005), Nr. 12, S. 1217-1221
[54] Schwaiger, Ruth; Reszat, Jan-Thorsten; Bade, Klaus; Aktaa, Jarir; Kraft, Oliver: A combined microtensile testing and nanoindentation study of the mechanical behavior of nanocrystalline LIGA Ni–Fe. In: International Journal of Materials Research 100 (2009), Nr. 1, S. 68-75
[55] Bartha, J. W.; Bormann, T.; Estel, K.; Zeidler, D. (Hrsg.); Materials Research Society (Veranst.): Assessment of planarization length variation by the Step-Polish-Response (SPR) Method (MRS Spring Meeting 2004), San Francisco (CA): Materials Research Society
[56] Kourouklis, C.; Kohlmeier, T.; Gatzen, H. H.: The application of chemical-mechanical polishing for planarizing a SU-8/permalloy combination used in MEMS devices. In: Sensors and Actuators A: Physical 106 (2003), Nr. 1-3, S. 263-266
DOI: 10.7395/2012/Kissling1_1
Tab. 3: Parameter der Rauheitsmessungen am Dektak V220-Si
|
Messlänge |
1000 μm |
|
Scan-Geschwindigkeit |
10 μm/s |
|
Tastspitzenradius |
0,2 μm |
|
Auflagegewicht |
0,5 mg |

Abb. 18: Oberflächenprofile (a) und die daraus resultierende PSD-Kurven (b) an den Positionen 1 und 21 nach der galvanischen Nickelabscheidung aus einer Technotrans-Anlage (Referenzzustand)

Abb. 19: Rq-Werte nach der galvanischen Nickelabscheidung, errechnet aus den PSD-Kurven zwischen den Ortsfrequenzen 1,42 μm-1 und 15 μm-1, in Abhängigkeit der Position im Layout, der Größe der Mikrostruktur und des Abscheidezustandes
