Fachwörter-Lexikon
Das vollständige Fachwörter Lexikon ist nur für Abonnenten abrufbar. Sie sind nicht angemeldet, bitte loggen Sie sich ein oder schliessen Sie ein Abonnement ab.
Hartmetall
Werkstoffe werden durch Wärmebehandlung verbessert und gezielt weiterentwickelt. Im Fall von Eisenwerkstoffen handelt es sich zum Beispiel um Hochleistungsschnellschnittstahl (HSS), der mit mehreren anderen Metallen legiert mit einer großen Härte und gleichzeitig einer hohen Bruchfestigkeit versehen ist und sich damit hervorragend als Schneidstoff für die Zerspanung eignet. Seit den 20er Jahren des letzten Jahrhunderts wurde Hartmetall eingesetzt, dessen Erfindung mit der Verbreitung von Glühlampen verbunden war. Für Glühbirnen wurden Wolframdrähte benötigt; zur Bearbeitung dieses hochschmelzenden Werkstoffs und für das Ziehen der Drähte wurde ein Werkstoff gesucht, der die teuren Diamanten ersetzen sollte. Mit mehreren US-amerikanischen und deutschen Patenten in den 20er und 30er Jahren lag der Werkstoff Hartmetall mit einem Hauptanteil feinen Wolframkarbidpulvers und einem relativ weichen Bindemetall (in der Regel Kobalt) fest. Ende 1925 erwarb die Friedrich Krupp AG mehrere dieser Patente und begann mit der industriellen Hartmetallfertigung. Damit wurde auch der Name Widia (von Wie Diamant) eingeführt, der lange Zeit ein Synonym für Hartmetall überhaupt war.
Hartmetalle bestehen in der am meisten gebrauchten Form aus Wolframkarbid (WC) mit etwa 33 % (Zerspanungsgruppe P02 mit zusätzlich 59 % Titan- und Tantalkarbiden) bis nahezu 100 % (z. B. 97 % WC) und 8 % bzw. 3 % (Co) Kobalt als Bindemetall. Hartmetalle mit lediglich Wolframcarbid und Kobalt haben allgemein die größte Bedeutung, während Hartmetalle mit großen Anteilen weiterer Karbide vor allem in der Zerspanung zur Anwendung kommen, weil sie verbesserte Eigenschaften gegen Verschleiß bei hohen Temperaturen besitzen (Oxidationsbeständigkeit, Warmhärte, Warmfestigkeit und Diffusionsbeständigkeit). Gemeinsame Eigenschaften fast aller Hartmetalle sind die gegenüber Stahl fast doppelte Dichte von etwa 13 g/cm3 bis 15 g/cm³, der doppelte bis dreifache E-Modul von etwa 400 kN/mm2 bis 670 kN/mm² und die nur rund halb so große Ausdehnung in der Wärme von etwa 4 bis 8•10-6 1//K.
Hartmetalle, die nur aus Wolframcarbid und Kobalt bestehen, zeichnen sich unter 600 °C durch höhere Festigkeitswerte und geringeren abrasiven Verschleiß aus und werden daher für allgemeine Verschleißteile sowie im Bergbau und für Umformwerkzeuge eingesetzt.
Eine dritte Gruppe sind die sogenannten Cermets, die vor allem Titankarbide enthalten. Da Titankarbid härter, aber weniger zäh als Wolframkarbid ist und wegen der schlechteren Diffusionsneigung in Eisenmetallen, ist auch die Klebneigung gegenüber den Spänen niedriger. Daher eignen sie sich sehr gut für die Zerspanung von Eisenwerkstoffen bei hohen Schnittgeschwindigkeiten.
Schließlich gibt es noch eine Hartmetallgruppe, die statt mit Kobalt mit Nickel gebunden ist. Nickel ist sehr korrosionsbeständig und aus diesem Grund werden die sogenannten Sonderhartmetalle bei tribochemischen Beanspruchungen verwendet, wenn der Korrosionsangriff ein anderes Hartmetall zu schnell schädigen würde.
Die Korngrößen des Wolframkarbids in den Hartmetallen werden zum Beispiel [2] in sieben Gruppen eingeteilt (Abb. 1): ultrafein (Korngrößen < 0,5 µm), extrafein, fein, mittel, mittelgrob, grob, extragrob (Korngrößen > 5 µm).

Abb. 1: Gefügeaufnahmen von Hartmetallen eines Feinkorns- (links) und eines Grobkorns-Hartmetall
Zusammen mit den Anteilen an Wolframkarbid und Binder beziehungsweise auch mit Zusatzkarbiden ergibt sich ein sehr weites Anwendungsspektrum gegen jede Art von Verschleiß (Abb. 2). Die höchsten Härtewerte ergeben sich bei feinem Korn in Verbindung mit niedrigem Kobaltgehalt beziehungsweise hohem Wolframkarbidgehalt; sehr gute Biegebruchfestigkeiten liegen bei umgekehrter Zusammensetzung vor, also bei hohem Kobaltgehalt und gröberem Korn, weil hier die Bindephase, die Kobaltzwischenschicht zwischen den Körnern, dicker ist.
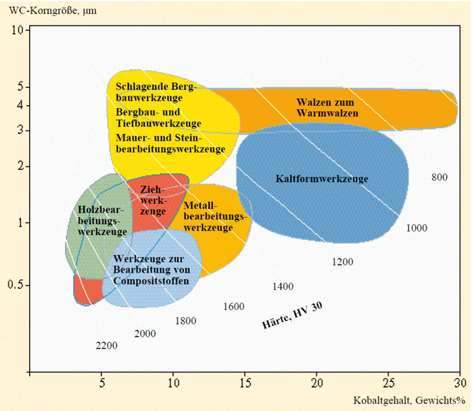
Quelle: Kolaska, H.: Pulvermetallurgie der Hartmetalle. Fachverband Pulvermetallurgie, Hagen, 1992
Chromschichten – Rotationssymmetrische Teile
Bei Teilen, die in hohen Stückzahlen beschichtet werden (z.B. Kolbenstangen für Stoßdämpfer) ist es unter Einsatz der sogenannten Reaktortechnik möglich, rotationssymmetrische Teile mikrometergenau zu beschichten. Dadurch kann auf eine abschließende mechanisch Nachbearbeitung durch Schleifen oder Polieren verzichtet werden. Verfahrensbedingt erlaubt diese Technologie zudem eine sehr hohe Abscheidegeschwindigkeit und ist damit besonders wirtschaftlich. Die Abscheidegeschwindigkeit kann je nach Verfahren um den Faktor 10 und mehr erhöht werden.
Anodisation von Alumi-nium – Eigenschaften
Stabile und gleichmäßige Oxidschichten entstehen auf reinem Aluminium oder Aluminiumlegierungen mit Magnesium und Zink. Stark störend wirken beispielsweise die Legierungselemente Kupfer oder Eisen, die – wenn überhaupt – nur in geringen Mengen vorhanden sein dürfen. Anodisch erzeugte Oxidschichten auf Aluminium verbessern dessen Korrosionsbeständigkeit. Das Oxid besitzt amphoteren Charakter, das heißt es wird sowohl von starken Säuren als auch von starken Laugen angegriffen. In schwach sauren und schwach alkalischen Lösungen ist die Oxidschicht dagegen beständig, weshalb Aluminium unter normalen Umgebungsbedingungen sehr korrosionsbeständig ist. Je dicker eine Schicht ist, um so länger dauert die Auflösung, deshalb steigt die Korrosionsbeständigkeit mit der Dicke der Oxidschicht. Aluminiumoxid besitzt eine deutlich höhere Härte als das metallische Aluminium. Die Härte der Oxidschicht liegt je nach Legierung und Anodisationsverfahren bei etwa 250 HV bis 600 HV.


Anodisierte und eigefärbte Tele / Bildquelle: Stark Eloxal
Die Haftung der anodischen Oxidschichten ist unübertrefflich gut, was sich in der Art der Entstehung begründet: Es handelt sich um eine so genannte Konversionsschicht, die durch Umwandlung des vorhandenen Grundmaterials erzeugt wird. Durch die atomare Anbindung von Schicht an das Substrat kann es nicht zu Abplatzungen kommen, wie sie bei auf ein Grundmaterial aufgebrachten Lackschichten zu beobachten sind. Allerdings sind anodisierte Schichten relativ spröde, so dass an Biegestellen oder durch Spannungen im Material vor allem bei dickeren Schichten Rissbildungen auftreten können. Die Haptik der Aluminiumoxidschichten ist ähnlich der des reinen Metalls, so dass sich der Eindruck beim Berühren eines anodisierten Aluminiumteils nicht wesentlich von dem eines nicht anodisierten unterscheidet. Das visuelle Erscheinungsbild hängt von der Dicke des erzeugten Aluminiumoxids ab. Dünne Oxidschichten (im Bereich von einigen Mikrometern) verändern den Glanz des Aluminiumteils nicht. Deshalb eignen sich die dünnen Oxidschichten (Glanzanodisieren) zur Erhöhung des Korrosions- und Verschleißschutzes von hochglanzpoliertem Aluminium. Bei Schichten von deutlich über etwa 10 µm wird die Oberfläche matt und trüb. Bei technischen Teilen zum Beispiel Leichtbauteilen für Fahrzeuge stellen dicke Oxidschichten keine Beeinträchtigung dar, da solche Teile in der Regel keine glänzenden Oberflächen aufweisen müssen.
Hartanodisation von technischen Aluminiumteilen / Bildquelle: AHC