
Von Daniel Glassner, Gütersloh
Mit einem optimierten Verfahren zur Abscheidung von Chromschichten aus Elektrolyten auf Basis von Chrom(III) wird eine farbliche Annäherung zur den Schichten aus konventionellen sechswertigen Verfahren erreicht. Bei dem neuen Verfahren wird eine höhere angewandte Stromdichte möglich, so dass eine Abscheiderate von 0,07 µm/min erzielt wird. Darüber hinaus ist die abgeschiedene Schicht frei von Legierungsbestandteilen. Die Beständigkeit im Salzsprühnebeltest nach DIN EN 9227 lässt sich durch den Einsatz einer neu entwickelten Passivierung mit verfahrenstechnischen Anpassungen auf mehr als 480 Stunden erhöhen.
1 Einleitung
In den letzten zehn Jahren hat die dekorative dreiwertige Verchromung durch den REACh-Prozess und das damit drohende Verbot von sechswertigen Chromverbindungen an Bedeutung gewonnen. Die aus dreiwertigen Elektrolyten abgeschiedenen Chromschichten sollen sich in ihren Eigenschaften natürlich nicht von der aus sechswertigen Elektrolyten unterscheiden. Dabei sind die Farbe und Farbechtheit von enormer Bedeutung. Zudem spielen Faktoren wie die Abscheidegeschwindigkeit (Wirtschaftlichkeit) oder spezifische Schichteigenschaften, wie zum Beispiel die Korrosionsbeständigkeit, eine immer größere Rolle.
Unterschieden wird zwischen chlorid- und sulfatbasierten Chrom(III)elektrolyten. Die Unterscheidung beruht auf dem verwendeten Leitsalzanion; in beiden Elektrolyttypen wird Chrom(III)sulfat als Metallquelle verwendet. Sowohl die Abscheidung als auch die Eigenschaften der jeweils abgeschiedenen Schichten, sind unterschiedlich. Die chloridbasierten Verfahren bieten gegenüber den sulfatbasierten Verfahren verschiedene Vorteile, wie beispielsweise eine höhere Abscheiderate oder Russian Mud-Beständigkeit. (Russian Mud-Korrosion oder auch Russland-Korrosion bezeichnet eine durch den Einsatz von Kalziumchlorid (CaCl2) als Zusatz im Streusalz in bestimmten Ländern hervorgerufene besondere Form der Korrosion von verchromten Oberflächen.) Jedoch ist die mittels Spektrophotometrie im L*a*b*-Farbraum bestimmte Farbzusammensetzung der sulfatbasierten Variante der aus sechswertigen Elektrolyten abgeschiedenen Schicht am ähnlichsten. Lediglich im b-Wert, das heißt im Blauanteil des Farbraums (Blaustich) besteht ein optisch wahrnehmbarer Unterschied zwischen den Schichten aus dreiwertigen, sulfatbasierten und sechswertigen Elektrolyten.
Innerhalb eines kürzlich abgeschlossen Entwicklungsprojekts wurde die Farbe der abgeschiedenen Schichten aus sulfatbasierten Chrom(III)elektrolyten weiter der aus Chrom(VI)elektrolyten angeglichen. Weitere Ziele waren sowohl die Steigerung der Abscheiderate, als auch die Farbe und Korrosionsfestigkeit der Schichten des Prozesses.
2 Ergebnisse und Diskussion
2.1 Farbmessung
Zur Einordung des entwickelten Verfahrens EX BDB 1604, wurde die abgeschiedene Schicht im L*a*b*-Verfahren über einen breiten Stromdichtebereich vermessen und mit existierenden Chrom(III)elektrolyten (chloridisch, sulfatisch) verglichen. Als Bezugspunkt wurden die L*a*b-Werte einer herkömmlichen Abscheidung aus einem Chrom(VI)verfahren verwendet.
Wie in Abbildung 1 zu sehen ist, konnte durch die Weiterentwicklung die Helligkeit der Schicht stark gesteigert und der für die Untersuchung verwendeten, aus sechswertigen Elektrolyten abgeschiedenen Schichten weiter angeglichen werden.
Beim b-Wert (Abb. 2) fällt der negative Effekt des in herkömmlichen Systemen (chloridisch, sulfatisch) verwendeten Legierungsmetalle (z. B. Eisen) auf. Zwar verbessern die Legierungsmetalle die Streufähigkeit des Elektrolyten, sie haben aber gleichzeitig negative Auswirkungen auf die Farbe der Schicht. Insbesondere Eisen färbt die Schicht im hohen Stromdichtebereich stark gelblich. Mit dem neu entwickelten EX BDB 1604 ist es hingegen gelungen, ohne ein Legierungsmetall einen niedrigen b-Wert bei gleichzeitiger guter Streufähigkeit zu erzielen.
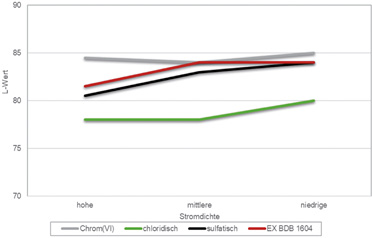
Abb. 1: L-Wert in Abhängigkeit der Stromdichte

Abb. 2: b-Wert in Abhängigkeit der Stromdichte
2.2 Abscheiderate
Der Abscheiderate des Elektrolyten kommt eine besondere Bedeutung zu, da diese für die Einhaltung der Taktzeiten von bestehenden, vollautomatischen Anlagen bestimmend ist. Ist die Abscheiderate eines Elektrolyten geringer, als die der sechswertigen Referenz, steigt damit die Gesamtbeschichtungsdauer eines Bauteils und die Wirtschaftlichkeit der Anlage nimmt entsprechend ab.
Die Abscheiderate der sulfatbasierten Verfahren beträgt durchschnittlich 0,04 µm/min im Vergleich zu 0,1 µm/min bei chloridischen Verfahren im mittleren Stromdichtebereich. Durch die Anwendung von höheren Stromdichten in Kombination mit dem Einsatz des neu entwickelten EX BDB 1604 BOOSTERS, ist es möglich, die Abscheiderate um 75 % auf 0,07 µm/min zu steigern. Daher ist es möglich, mit dem EX BDB 1604 Verfahren innerhalb von 5 min Beschichtungszeit eine Schicht von mindestens 0,3 µm Dicke abzuscheiden.
2.3 Korrosionsschutz
Aus Chrom(III)elektrolyten abgeschiedene Chromschichten neigen generell bereits nach wenigen Tagen im Salzsprühnebeltest nach DIN EN ISO 9227 dazu, eine weiß-gräuliche optische Veränderung der Oberfläche auszubilden (Abb. 3; Musterteil links). Im Gegensatz zum CASS-Test, dem beschleunigten Kupfer-Salzsprühtest, bei dem die Korrosionsbeständigkeit der Oberfläche mehr von den darunterliegenden Nickelschichten beeinflusst wird, wird beim Salzsprühtest direkt die Chromschicht angegriffen. Mithilfe der von Coventya entwickelten EMU (Electronic Modulation Unit; Abb. 4) und der Verwendung einer Nachtauchlösung ist es möglich, diese Form der Korrosion zu verhindern und eine Salzsprühbeständigkeit von bis zu 1000 Stunden zu erreichen (Abb. 3; Musterteil rechts).

Abb. 3: EMU (Electronic Modulation Unit) für EX BDB 1610 Nachtauchlösung zur Erhöhung der Salzsprühnebeltestbeständigkeit von dreiwertig verchromten Oberflächen

Abb. 4: Verchromte Musterteile nach 504 Stunden Salzsprühnebeltest gemäß DIN EN ISO 9227; links Referenz ohne EX BDB 1610 und rechts mit der Nachtauchbehandlung
3 Fazit
Mit dem neuen Verfahren EX BDB 1604 können Chromschichten abgeschieden werden, die mit Schichten aus sechswertigen Verfahren durchaus vergleichbar sind. Hierbei sticht besonders der L-Wert mit 84,0 und der b-Wert mit -0,1 hervor. Dies bedeutet eine weitere Angleichung des optischen Eindrucks an die sechswertigen Verfahren.
Durch die höhere angewandte Stromdichte in Verbindung mit dem neu entwickelten BOOSTER Additive kann außerdem eine Abscheiderate von 0,07 µm/min erzielt werden, die zudem eine Installation eines dreiwertigen Verfahrens in eine bestehende Anlage ermöglicht. Darüber hinaus ist die abgeschiedene Schicht frei von Legierungsbestandteilen. Auch die Beständigkeit im Salzsprühnebeltest nach DIN EN 9227 konnte durch den Einsatz der neu entwickelten Passivierung EX BDB 1610 mit der EMU (Electronic Modulation Unit) auf mehr als 480 Stunden erhöht werden.
Das Verfahren wurde bereits an zwei Standorten der Coventya-Gruppe in den Pilotanlagen erfolgreich getestet und befindet sich derzeit in der Betatestphase bei mehreren Anwendern im In- und Ausland.
- www.coventya.com

