

Über 50 Kunden und potenzielle Kunden konnte Joachim Brecht in diesem Jahr zum Kundenseminar in Stuttgart begrüßen. Thema der Veranstaltung waren Beschichtungen und Oberflächentechniken aus dem Bereich der Elektrotechnik. Neben Themen zu Techniken, Neuentwicklungen und Einsatzerfahrungen von Beschichtungen für elektrotechnische Produkte erweiterten Gastreferenten zur Anlagentechnik sowie zur Untersuchung von Oberflächen die Inhalte des Kundentags.
Einleitend informierte Joachim Brecht über die Veränderungen durch den Unternehmenszusammenschluss aus MacDermid und Enthone. Er gab dabei einen Überblick über die Entwicklung des Unternehmens in den letzten 25 Jahren – von OMI, Enthone-IMASA, Enthone-OMI, Cookson, Alent zu MacDermid Enthone. Das Unternehmen ist nun Teil des Konzerns Platform Speciality, zu dem auch OMG und Alpha gehören.
MacDermid Enthone ist aufgeteilt in die Bereiche Industrial Solutions und Electronic Solutions. Auch wenn solche deutlichen Änderungen wie der jetzt vollzogene Zusammenschluss viel Aufwand bedeuten, sieht Joachim Brecht durch das Beschreiten neuer Wege gute Chancen für die Entwicklung des Unternehmens.
Produktqualität
Die Fachvorträge eröffnete Frank Weilbeer mit dem Beispiel der Vorbehandlung in einer Bandgalvanik. Dabei beleuchtete er die Vorgehensweise, um systematisch die Produktqualität zu verbessern. Die Vorbehandlung spielt in der Bandgalvanik eine wichtige Rolle, da unterschiedliche Werkstoffe mit außerordentlich hoher Sicherheit so vorbereitet werden müssen, dass die gewünschten Beschichtungen sicher aufgebracht werden können. Dabei spielen zahlreiche Parameter eine Rolle, wie beispielsweise Standzeit, Eigenschaften der Behandlung oder Prozessgrößen wie die Zusammensetzung der verwendeten Behandlungsmedien, die gewählte Arbeitstemperatur oder auch die Qualität des Rohmaterials. Um Methoden zu optimieren und auf die Zielgrößen einzustellen, eignen sich nur mess- und regelbare Größen, die als Eingangsgrößen beispielsweise für den SixSigma-Prozess verwendbar sind. Umgekehrt macht es die Regelungstechnik notwendig, mit möglichst wenig Parametern zu arbeiten.

Einflüsse unterschiedlicher Größen bei der Vorbehandlung (Bild: Weilbeer)
Erste Schritte im Verbesserungsprozess sind die Darstellung aller bekannten Probleme und die Festlegung der Zielgrößen. Danach werden alle erfassbaren Größen der Produktion vermessen. Zur Auswahl des geeigneten Reinigungsmittels werden beispielsweise beim Anbieter wie MacDermid Enthone Reinigungsversuche an Kundenölen vorgenommen, die Basis für die Auswahl von Netzmitteln sind. Ansätze für Verbesserungen können beispielsweise in einer Änderung des Netzmittels zur Reduzierung der Schaumbildung oder zur Verbesserung der Benetzung und in der Folge eine bessere Bekeimung sein. Den Abschluss einer solchen Untersuchung bildet die Erstellung eines Kontrollplans. Die Schritte werden durch vorhandene Vorgehensweisen in verfügbaren SixSigma-Systemen unterstützt und begleitet.
Effizienz in der Nassprozesstechnik
Dr. Martin Renner betrachtete die Effizienz in der Nassprozesstechnik aus Sicht des Pumpen- und Filterherstellers. Effizienz bedeutet für ihn optimierte Lebenszykluskosten, in die neben den Anschaffungs- auch die Betriebs- und Instandhaltungskosten einfließen. Allerdings finden in der Praxis bisher die sehr umfangreichen Anforderungen an Pumpsysteme wenig Berücksichtigung. Andererseits belegt die Erfahrung, dass alle vorhandenen Anforderungen nur sehr selten mit einem Pumpsystem erfüllt werden. Falls jedoch solche Systeme verfügbar wären, würden diese relativ hohe Investitionskosten erforderlich machen. Es werden also stets die Anforderungen nach Wichtigkeit sortiert und die tatsächlich relevanten Größen für die Auswahl des Systems herangezogen.
Pumpen benötigen in Europa etwa ein Drittel des gesamten in der Industrie verbrauchten Stroms. Mit die höchsten vermeidbaren Verluste treten im Zusammenspiel zwischen Pumpen und Gesamtanlage auf. Ein intelligenter Einsatz von Pumpen (bezogen z. B. auf Laufzeit oder Pumpenleistung) bietet hier mit das höchste Einsparpotenzial. Aus Zusammenhängen wie der Energiehöhe in Abhängigkeit des Volumenstroms als parabelförmiger Verlauf ergibt sich, dass ein maximal erzielbarer Wirkungsgrad vorliegt. Arbeitsparameter werden aus diesem Grund so gewählt, dass der Betriebspunkt im Bereich des maximalen Wirkungsgrades liegt. Verbesserungen des Wirkungsgrades beruhen unter anderem auf der Vermeidung von Druckverlusten des Systems. Gelöst wird die Forderung unter anderem durch eine Änderung des Leitungsquerschnitts der Verrohrung. Auch hier ergibt sich eine maximale Gesamtkosteneinsparung durch das Sinken der Energiekosten bei allerdings steigenden Investitionskosten durch Verändern des Rohrquerschnitts . Martin Renner wies besonders darauf hin, dass eine einfache Drosselung der Pumpenleistung keinen Vorteil bringt, sondern in vielen Fällen eine Drehzahlregelung erst zur gewünschten Einsparung führt.

Beispiele für Simulationsuntersuchungen der Filtration (Bild: Renner)
Als weiteren Punkt sprach Dr. Renner den Einfluss der Motorentypen an. So sind Asynchronmotoren den Synchronmotoren überlegen. Vorteile bieten neue Motoren außerdem bei eingeschränktem Bauraum. Einziger Nachteil sind die höheren Investitionskosten, die allerdings nach Aussage von Dr. Renner schnell amortisierbar sind.
Im Weiteren betrachtete der Vortragende die Filtration, die vorrangig eine hohe Trennrate bei geringem Aufwand erreichen muss. Hier bieten Simulationen gute Möglichkeiten zur Optimierung. Dieses Verhalten kann an Fließdiagrammen verdeutlicht werden, indem erkennbar wird, wo Druckverluste in den Filtersystemen auftreten.
Silberverfahren
Silber weist Eigenschaften auf, die für einen Einsatz in der Elektrotechnik unverzichtbar sind: höchste elektrische und thermische Leitfähigkeit, geringster Kontaktwiderstand, inert gegen die meisten Chemikalien, keine Oxidation an Luft. Nachteilig sind die Bildung von Schwefelverbindungen oder die Neigung zum Kaltverschweißen. Hans-Ullrich Eckert gab einen Überblick über Verfahren der MacDermid Enthone zur Abscheidung von Silberschichten, wie sie im technischen Bereich in großem Umfang zur Anwendung kommen. Dazu stehen Verfahren mit und ohne Cyanid sowie mit unterschiedlichen Leitfähigkeiten und Glanzoberflächen zur Auswahl. Je nach Zusammensetzung kommen sowohl lösliche (mit Cyanid) als auch unlösliche Anoden zum Einsatz.
Das neue Verfahren Silverex auf Basis eines cyanidischen Elektrolyten erlaubt die Abscheidung von reinem Silber mit einer elektrischen Leitfähigkeit wie der von gegossenem Silber. Die Zusätze des Elektrolyten sind cyanidfrei und allesamt analysierbar. Neu ist hierbei die getrennte Darstellung von Glanzträger und Glanzbildner. Dies hat den Vorteil, dass der ausschließlich verbrauchende Glanzbildner separat zudosiert werden kann. Infolgedessen wird ein unerwünschtes Aufsalzen stark reduziert und das System stabilisiert. Des Weiteren wird deutlich reineres Silber abgeschieden, was sich vorteilhaft auf die elektrischen Daten auswirkt.
Im zweiten Teil des Vortrag gab Michael Ryl einen Einblick in die Nachtauchverfahren zur Erzeugung eines Anlaufschutzes auf Silber. Bisher kamen vor allem elektrolytische Verfahren mit Palladium zum Einsatz (Evabrite HS). Damit werden Schutzfilme mit bis zu 20 Nanometer Dicke aufgebracht, die sich unter anderem durch eine hohe Temperaturbeständigkeit auszeichnen. Allerdings ergibt sich daraus auch ab etwa 20 Nanometer eine Veränderung des Oberflächenaussehens. In Bezug auf das Korrosionsverhalten sind keine Nachteile zu verzeichnen. Geprüft wurde die Eignung des Anlaufschutzes im Polysulfidtest. Nachteil der Technologie sind die relativ hohen und vor allem auch schwankenden Kosten des erforderlichen Palladiums.
Derzeit wird an Schichten gearbeitet, die eine geringere Neigung zum Kaltverschweißen und zum Anlaufen aufweisen; weiteres Ziel sind die Abscheidung von Schichten mit höherer Härte. Nach wie vor gefragt, aber bislang ohne Ansatz von Lösungen, ist die Unterbindung der Migration von Silber.

Hans-Ullrich Eckert (rechts) und Michael Ryl
Schäden an elektronischen Bauteilen
Thomas Asam referierte anhand von Beispielen aus der Praxis über Schäden an elektronischen Bauteilen und der Vorgehensweise zur Aufdeckung von möglichen Ursachen. Dabei stellte er eingangs die unterschiedlichen Verfahren vor, die beispielsweise nach der Dicke der untersuchten Schichten oder Oberflächenzone oder aber den zu analysierenden Stoffen ausgewählt werden. Aus diesen hauptsächlichen Fragen ergeben sich je nach Auflösung oder Dimension unterschiedliche Verfahren. Darüber hinaus wird zwischen zerstörender und zerstörungsfreier Untersuchung differenziert.

Verfahren zur Untersuchung unterschiedlicher Oberflächenzonen (Bild: Asam)
Die Vorgehensweise der Analyse zeigte er an einem elektronischen Bauteil mit Nickel- und Goldschicht und dem Auftreten einer Schichtablösung. In einem Beispiel zeigte es sich, dass nicht die Schicht schadhaft aufgebracht war, sondern die Oberflächenzone durch Entstehung einer Zementitausscheidung parallel zur Oberfläche ein Abspalten verursacht. In einem weiteren Beispiel trat ein Funktionsausfall einer Gold-Nickel-Schicht (Airbag) auf, deren Ursache eine Doppelbeschichtung mit unterschiedlichem Phosphorgehalt der Nickelschichten war.
Die Ursache von Bondproblemen bei einer Leiterplatte wurde dem auf der Oberfläche befindlichen Kupfer zugeschrieben. Die Leiterplatte wurde mit Nickel (chemisch abgeschieden), Palladium (200 nm) und Gold (20–50 nm) beschichtet. Die relativ aufwendige Analyse per TOF-SIMS ergab minimale Mengen (Monolagen) an Kupfer, die mit anderen Verfahren unsichtbar blieben.
Im Fall eines zu hohen Übergangswiderstands auf Kontaktnieten ergaben die Untersuchungen mit REM/EDS und AES keine Unregelmäßigkeiten. Mittels AFM zeigte es sich, dass schlechte Kontaktoberflächen eine höhere Anzahl an Mikrospitzen aufwiesen und daraus auf geringere Kontaktflächen geschlossen werden kann, das heißt, ein höherer Übergangswiderstand vorliegt. Bei bestückten Leiterplatten ist heute der Nachweis erforderlich, ob und in welchen Mengen unzulässige Metalle wie Blei vorhanden sind. Gelöst wird die Aufgabe durch den Einsatz von Fluoreszenzverfahren. Mithilfe einer Analysensoftware kann, bezogen auf die Fläche, der Gehalt an Metallen dargestellt werden; die Nachweisgrenzen liegen im Bereich von einigen ppm.
Mit Hilfe der XPS-Analyse können Tiefenprofile aufgenommen werden, die unter anderem die Erfassung von Werkstoffen unter einer Deckschicht ermöglichen. So lässt sich zeigen, dass zum Beispiel unter einer Silberschicht die dort befindlichen Nickelschichten einen Oxidfilm aufweisen. Infolge dieses Effekts können Lötprobleme auftreten.
Stimme des Kunden
Michael Ryl gab einen Einblick in die Vorgehensweise bei MacDermid Enthone, um vom Kundenwunsch (VOC – Voice of Customer) zu einem neuen Produkt zu kommen. Die VOC-Technik ist ein Element in SixSigma, neben Verfahren wie DoE, FEMA oder Ursachen-Wirkungsdiagramm. Als erster Schritt sollte hier eine Fehlerbeschreibung stehen. Insgesamt kennt SixSigma 49 verschiedene Modelle, von denen ein größerer Teil auch in der Galvanotechnik einsetzbar ist.
Der Referent versteht VOC als die Summe aller Kundengruppen für ein neues Produkt oder die für die Dienstleistung geäußerten Bedürfnisse. Dabei ist zu bedenken, dass VOC ein langfristiges Projekt ist, bei dem beispielsweise Gesprächsrunden mit Kunden am Anfang stehen und zu der erforderlichen Problemdarstellung führen. Einzelne Schritte sind unter anderem das Definieren, Messen, Analysieren oder Verbessern. Mit der größte Bereich ist das Messen. Als Beispiel aus der Praxis führte Ryl die Entwicklung eines Goldelektrolyten ohne Kobaltausfällung vor. Die Entwicklung wird erheblich unterstützt, wenn das Problem im Labor simuliert werden kann. Die Untersuchungen an Probeabscheidungen können mithilfe von Hullzellen-Blechen erfolgen, wobei sich Raster für Messpunkte als vorteilhaft erweisen. Allerdings ist stets damit zu rechnen, dass die Laborergebnisse vom Einsatz in Produktionsanlagen abweichen können, weshalb die Versuche auf die größeren Dimensionen in der Produktion auszudehnen sind.
Ein weiteres genanntes Beispiel ist das Ausölen von Zinnelektrolyten bei Alterung und hohen eingesetzten Stromdichten und daraus folgende Haftungsprobleme. Um die Nachteile zu beseitigen, wurde nach einem besseren Netzmittel gesucht und die dafür notwendigen Eigenschaften zusammengetragen. Zu berücksichtigen sind hier beispielsweise die Härte der Schicht, der Kohlenstoffgehalt der Schicht, die Standzeit des Elektrolyten, die Schichtdickenverteilung oder die Lagerzeit der Schichten. Das aus den Vorversuchen gewonnene Produkt wurde anschließend über etwa 1 Jahr in der Praxis getestet.
Großer Vorteil einer derartigen Vorgehensweise auf Basis des VOC ist, dass Produkte entstehen, die bei den Kunden gewünscht und gefragt sind.
Additive in chemisch abgeschiedenem Nickel
Dr. Stefan Schäfer befasste sich in seinem Vortrag mit dem Einfluss von Additiven auf die Oberflächenstruktur von chemisch abgeschiedenen Nickelschichten. Von Stabilisatoren ist bekannt, dass sie zur Bildung von Poren, batterieartig wirkenden Oberflächenzonen als Ausgangspunkte für Korrosion oder zur Reduzierung der Schichtdicke an Kanten führen. Bei den auftretenden unterschiedlichen Oberflächenstrukturen wird in der Regel zwischen glatteren Schichten mit Unebenheiten oder Vertiefungen, die dem Grundwerkstoff zugeschrieben werden, oder raueren Oberflächen (kugelige Oberfläche), die auf die Wachstumsbedingungen der Metallschicht zurückgeführt werden, unterschieden.
Weitere Einflüsse ergeben sich durch Legierungsmetalle (auch in der Beizlösung) oder dem Hydroxidgehalt der Zinkatbeize bei der Abscheidung auf Aluminium. Unterschiede treten hierbei durch die Anzahl der Beizbehandlung – ein- oder zweimalige Zinkatbeizung – auf. Die Einflüsse bei der Variation der Zinkatbeize reichen von der Art und dem Gehalt an Komplexbildner, der Temperatur, der Bearbeitungszeit bis zur Geschwindigkeit der Abscheidung des chemisch Nickelverfahrens.
Dr. Schäfer wies allerdings darauf hin, dass es für derartige Herausforderungen keine Universallösungen gibt; insbesondere spielt die Zusammensetzung des Grundmaterials Aluminium eine große Rolle. So deuten Untersuchungen darauf hin, dass durch Legierungsmetalle eine schnellere Einstellung eines konstanten Gleichgewichtspotentials erfolgt. Dies wiederum führt zu dichteren Zinkatschichten, vermutlich einem bevorzugten Einbau eines Legierungsmetalls in Substratnähe, während ein anderes Legierungsmetall den gegenteiligen Effekt hat.

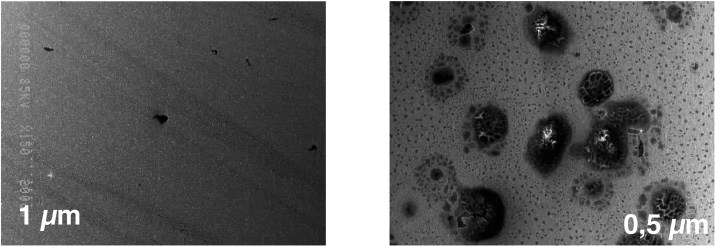
Einfluss des Grundmaterials auf die chemisch abgeschiedene Nickelschicht auf AlCuMgNiFe (Bild: Schäfer)
Die Vorbehandlung sollte entsprechend den jeweiligen Anforderungen angepasst werden. Besonders sensibel sind Beschichtungen auf Festplatten in Bezug auf kugelige Erhebungen, da die Oberfläche nach der Beschichtung auf extrem geringe Rauheit poliert wird und die Erhebungen stark stören. Besonders häufig treten solche kugeligen Oberflächen an Korngrenzen auf und verschwinden auch bei höheren Schichtdicken nicht. Ursache können zum Beispiel metallische Phasen im Aluminium durch Phasenbildung mit Eisen sein. Deutlich reduzieren lässt sich das Wachstum der kugeligen Strukturen unter anderem durch die Zugabe von Antimon zum Elektrolyten. Da Antimon ein weniger günstiges Langzeitverhalten besitzt, bietet sich der alternative Einsatz von organischen Verbindungen an. Mit derartigen Zusätzen kann die Ebenheit der Schichtoberfläche stark verbessert werden.
Elektronik – Trends und Anforderungen an Oberflächen
Zum Abschluss des Kundentags gab Hans-Ullrich Eckert eine Überblick über die zukünftigen Anforderungen in der Elektronik aus Sicht des Chemie- und Verfahrenslieferanten MacDermid Enthone. Dazu gab er einführend beeindruckende Beispiele für Vorhersagen von bekannten Spezialisten, beispielsweise bezüglich der Nutzung von Computern oder der Einführung von Heimarbeitsplätzen, die zeigen, dass auch ausgesuchte Experten mit ihren Ansichten schon sehr schnell weit neben den tatsächlichen Entwicklungen liegen können.
Hans-Ullrich Eckert orientierte sich deshalb mit seinen Einschätzungen stärker an der Fortschreibung bestehender Trends. So wird sich sicher die Miniaturisierung in der Elektronik fortsetzen. Festplatten werden diesem Trend folgend dem Aufbau von Chips mit ihrer hohen Integrationsdichte gleichen, wobei der Galvanotechnik zur Herstellung der leitenden Verbindungen nach wie vor ein hoher Stellenwert zukommt. Ähnlich wird sich die Entwicklung von Steckverbindern hin zu kleineren Dimensionen bewegen, mit steigenden Anforderungen an die Edelmetallbeschichtungen, geringeren Goldverbräuchen, besserer Korrosionsbeständigkeit und höherer Selektivität. Die Korrosionsbeständigkeit von Goldschichten wird hierbei nicht so sehr von der Schichtdicke, sondern mehr von vorhandenen Poren in der Schicht bestimmt – gefordert sind deshalb porenfreie, dünnste Goldschichten. Alternativ könnten auch dichte und korrosionsfeste Zwischenschichten zwischen Gold und Nickel Abhilfe schaffen.
Hartgold nach einem Porentest zeigt die Häufigkeit der Poren bei unterschiedlichen Schichtdicken (Bild: Eckert)
Neue Märkte für die Oberflächentechnik erschließen sich durch die zunehmende Attraktivität der Elektrofahrzeuge. Auch hier sind Stecker die Herausforderung, die Stromstärken von mehr als 100 Ampere bei Spannungen von bis zu 850 Volt (Gleichstrom) sicher übertragen müssen. Einsetzbar ist vor allem Silber mit hoher Korrosionsbeständigkeit, Leitfähigkeit oder Härte.
Ein weiterer interessanter Fachbereich für die Oberflächentechnik ist nach Ansicht von Hans-Ullrich Eckert der 3D-Druck. In steigendem Maße werden vor allem zur Erfüllung der Individualität von Produkten 3D-Druck-Verfahren eingesetzt. Hier besteht fast in allen Fällen die Notwendigkeit, das erhaltene Teil einer Oberflächenbearbeitung zu unterziehen, um Eigenschaften wie Rauheit, Glanz, Oberflächenhärte, Reibung oder Übergangswiderstand den notwendigen Kennwerten zu verleihen. Dafür müssen neben mechanischen Verfahren auch chemische und elektrochemische Techniken in Anspruch genommen werden, wobei die Vielfalt der Substratwerkstoffe zusätzliche Herausforderungen zur Entwicklung neuer Verfahren darstellt. Alles in allem sieht MacDermid Enthone auch in Zukunft einen breiten Markt für die Oberflächentechnik, dem sich das Unternehmen bereits in vielen Bereichen mit seinen Entwicklungskapazitäten stellt.
- www.macdermidenthone.com
